装配基础知识培训(1)
- 格式:ppt
- 大小:3.92 MB
- 文档页数:74
第一章装配的基础知识第一节装配概述一、概述机械产品一般是由许多零件和部件组成。
零件是机器制造的最小单元,如一根轴、一个螺钉等。
部件是两个或两个以上零件结合成为机器的一部分。
按技术要求,将若干零件结合成部件或若干个零件和部件结合成机器的过程称为装配。
前者称为部件装配,后者称为总装配。
部件是个通称,部件的划分是多层次的,直接进入产品总装的部件称为组件,直接进入组件装配的部件称为第一级分组件;直接进入第一级分组件装配的部件称为第二级分组件,其余类推,产品越复杂,分组件的级数越多。
装配通常是产品生产过程中的最后一个阶段,其目的是根据产品设计要求和标准,使产品达到其使用说明书的规格和性能要求。
大部分的装配工作都是由手工完成的,高质量的装配需要丰富的经验。
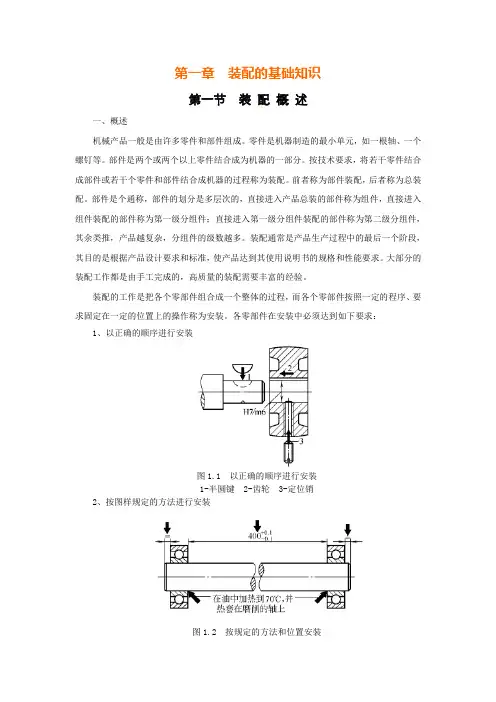
装配的工作是把各个零部件组合成一个整体的过程,而各个零部件按照一定的程序、要求固定在一定的位置上的操作称为安装。
各零部件在安装中必须达到如下要求:1、以正确的顺序进行安装图1.1 以正确的顺序进行安装1-半圆键 2-齿轮 3-定位销2、按图样规定的方法进行安装图1.2 按规定的方法和位置安装3、按图样规定的位置进行安装4、按规定的方向进行安装图1.3 按规定的方向进行安装安装完毕后,产品必须达到预定的要求或标准。
同时,每一个装配的产品必须能够拆卸,以便进行保养或维修。
二、装配件的结构在许多情况下,一种产品往往可以制造成多种多样的型式,这些产品统称为一个产品族,例如,人们通常看到各种型式的发动机,这些只是由于组成发动机的汽缸容量不同而已。
产品的结构往往表明了其组成零件的组成形式,一般说来,每个部件在产品中都有其自己特殊的功能,因此,对于一个合理的产品结构,其组成标准部件应可以通过多种装配形式,从而获得结构互不相同、属于同一产品族的不同型式产品。
一个好的产品结构应满足下列要求:1、产品零件可互换,尽量多地采用标准件构成。
2、各个部件可以单独进行测试。
3、连接的零件数量越少越好。
装配基础知识员工培训装配工人基本知识山东天安阀门有限公司2009年技术科编制装配工人基本知识一、装配的概念根据规定的要求,将若干零件装配成部件的过程叫部装,把若干个零件和部件装配成最终产品的过程叫总装。
一台机械产品往往由上千至上万个零件所组成,为了便于组织装配工作,必须将产品分解为若干个可以独立进行装配的装配单元,以便按照单元次序进行装配并有利于缩短装配周期。
装配单元通常可划分为五个等级。
1(零件零件是组成机械和参加装配的最基本单元。
大部分零件都是预先装成合件、组件和部件再进入总装。
2(合件合件是比零件大一级的装配单元。
下列情况皆属合件。
(1)两个以上零件,是由不可拆卸的联接方法(如铆、焊、热压装配等)联接在一起。
(2)少数零件组合后还需要合并加工,如阀芯体与阀芯垫,组合后需收口,平面(3)以一个基准零件和少数零件组合在一起,如图6—1a属于合件,其中阀芯体为基准零件。
阀芯体阀芯垫图6,1 合件和组件实例3(组件组件是一个或几个合件与若干个零件的组合。
4(部件部件是一个基准件和若干个组件、合件和零件组成。
5(机械产品它是由上述全部装配单元组成的整体。
装配单元系统图表明了各有关装配单元间的从属关系。
如图6—2所示。
二、装配工作的基本内容机械装配是产品制造的最后阶段,装配过程中不是将合格零件简单地联接起来,而是要通过一系列工艺措施,才能最终达到产品质量要求。
常见的装配工作有以下几项:1(清洗目的是去除零件表面或部件中的油污及机械杂质。
2(连接联接的方式一般有两种:可拆联接和不可拆联接。
可拆联接在装配后可以很容易拆卸而不致损坏任何零件,且拆卸后仍重新装配在一起。
例如螺纹联接、键联接等,不可拆联接,装配后一般不再拆卸,如果拆卸就会损坏其中的某些零件。
例如焊接、铆接等。
3(调整包括校正、配作、平衡等。
校正是指产品中相关零、部件间相互位置找正,找正并通过各种调整方法,保证达到装配精度要求等。
配作是指两个零件装配后确定其相互位置的加工,如配钻、配铰,或为改善两个零件表面结合精度的加工,如配刮及配磨等,配作是校正调整工作结合进行的。

机械装配工艺基础2(1)装配过程简单,生产率高。
(2)装配质量稳定可靠。
(3)对装配工人技术水平要求不高,易于扩大生产。
(4)便于组织流水作业用自动化装配,完全互换法尤其适用于装配节拍强的流水装配。
(5)备(配)件供应方便,容易实现零部件的专业化生产。
(6)当装配精度要求高,特别是组成环数目较多时,零件难以按经济精度加工。
因此,互换法装配常用于“高精度少环数或低精度多环尺寸链”的大批大量生产中。
2、选配法在大批大量生产中,当装配精度要求很高且组成环数目不多时,若采用互换法装配,将对零件精度要求很高,给机械加工带来因难,甚至超过加工工艺实现的可能性,例如:内燃机活塞与缸套的配合,滚动轴承内外环与滚动体的配合等。
此时,就不宜只提高零件的加工精度、而应采用选配法来保证装配精度。
选配法是将配合中的各零件(组成环)按经济精度加工,装配时进行适当选择,以保证装配精度的方法。
选配法有以下三种:1)直接选配法装配工人从待装零件中,凭经验选择合适的互配零件装配,以满足装配精度要求的方法。
如;发动机活塞和活塞环的装配常采用这种方法。
装配时,工人将活塞环装入活塞环槽内,凭手感判断其间隙是否合适,重新挑选活塞环,直至合适为止。
直接选配法的特点是装配简单,装配质量和生产率取决于工人的技术水平。
此方法适用于装配零件(组成环)数目较少的产品,不适用于节拍较严的装配组织形式。
2)分组装配法是指在成批或大量生产中,将产品中各配合副的零件按实测尺寸分组,装配时按组进行互换装配,以达到装配精度的方法。
例如;滚动轴承的装配,活塞与活塞销的装配均用此法。
图7-10a是活塞与活塞销的联接情况,用分组法装配。
图7-10装配要求:活塞销孔与活塞销在冷态装配时应有0.0025~0.0075㎜的过盈量。
据此要求,相应的配合公差公为0.005㎜。
若采用完全互换法装配,活塞销和销孔的公差(按“等公差配合“)只0.0050-0.0075㎜,-28φ0.0025㎜;销孔D=-280φ有0.0025㎜。

装配基础知识第⼀章装配基础知识1、什么叫装配?答:按照规定的技术要求,将若⼲个零件组装成部件或将若⼲个零件和部件组装成产品的过程,称作装配。
更明确地说:把已经加⼯好,并经检验合格的单个零件,通过各种形式,依次将零部件联接或固在⼀起,使之成为部件或产品的过程叫装配。
2、装配⼯作的重要性有哪些?答:装配⼯作的重要性有如下⼏点:(1)只有通过装配才能使若⼲个零件组合成⼀台完整的产品。
(2)产品质量和使⽤性能与装配质量有着密切的关系,即装配⼯作的好坏,对整个产品的质量起着决定性的作⽤。
(3)有些零件精度并不很⾼,但经过仔细修配和精⼼调整后,仍能装出性能良好的产品。
3、产品有哪些装配⼯艺过程?其主要内容是什么?答:装配的⼯艺过程由以下四部分组成:(1)装配前的准备⼯作①研究和熟悉产品装配图及有关的技术资料,了解产品的结构,各零件的作⽤,相互关系及联接⽅法。
②确定装配⽅法。
③确定装配顺序。
④清理装配时所需的⼯具、量具和辅具⑤对照装配图清点零件、外购件、标准件等。
⑥对装配零件进⾏清理和清洗。
⑦对某些零件还需进⾏装配前的钳加⼯(如:刮削、修配、平衡试验、配钻、铰孔等)。
(2)装配⼯作①部件装配——把零件装配成部件的过程叫部件装配。
②总装配——把零件和部件装配成最终产品的过程叫总装配。
(3)调整、精度检验①调整⼯作就是调节零件或机构的相互位置,配合间隙,结合松紧等,⽬的是使机构或机器⼯作协调(如轴承间隙、镶条位置、齿轮轴向位置的调整等)。
②精度检验就是⽤量具或量仪对产品的⼯作精度、⼏何精度进⾏检验,直⾄达到技术要求为⽌。
(4)喷漆、涂油、装箱喷漆是为了防⽌不加⼯⾯锈蚀和使产品外表美观。
涂油是使产品⼯作表⾯和零件的已加⼯表⾯不⽣锈。
4、什么是装配⼯艺规程?答:规定产品或零部件装配⼯艺过程和操作⽅法等的⼯艺⽂件,称装配⼯艺规程。
5、执⾏⼯艺规程有哪些作⽤?答:(1)执⾏⼯艺规程能使⽣产有条理地进⾏。
(2)执⾏⼯艺规程能合理使⽤劳动⼒和⼯艺设备、降低成本。