工作零件刃口尺寸计算
- 格式:doc
- 大小:134.89 KB
- 文档页数:4
第3章冲裁工艺及冲裁模具设计第一次作业一、填空题(每空1分,共分)1.冲裁根据变形机理的不同,可分为普通冲裁和精密冲裁。
(3-1)2.圆形垫圈的内孔属于冲孔工序,而外形属于落料工序。
(3-1)3.冲裁变形过程大致可分为弹性变形、塑性变形、和断裂分离等三个阶段。
(3-1)4.冲裁件的切断面由塌角、光面、毛面和毛刺四个区域组成。
(3-1)5.塑性差的材料,断裂倾向严重,毛面增宽,而光面所占比例较少,毛刺和塌角也较小。
(3-1)6.增大冲裁件光面宽度的主要途径为:减少冲裁间隙、用压料板压紧凹模面上的材料、对凸模下面的材料用顶板施加反向压力,此外,还要合理选择搭边、注意润滑等。
(3-1)7.冲裁凸模和凹模之间的间隙,不仅对冲裁件的质量有极重要的影响,而且还影响模具寿命、冲裁力、卸料力和推件力。
(3-2)8.冲裁间隙过大,会使断面光面减小,塌角与斜度增大,形成厚而大的毛刺。
(3-2)9.影响冲裁件毛剌增大的原因是刃口磨钝,间隙增大。
(3-2)10.冲裁模常以刃口磨钝和崩刃的形式失效。
(3-2)11.在设计和制造新模具时,应采用最小的合理间隙。
(3-2)12.落料件的尺寸与凹模刃口尺寸相等,冲孔件的尺寸与凸模刃口尺寸相等。
(3-3)13.凸、凹模分别加工法的优点是凸、凹模具有互换性,制造周期短,便于成批制造。
其缺点是模具制造公差小、模具制造困难、成本较高。
(3-3)14.落料时,应以凹模为基准配制凸模,凹模刃口尺寸按磨损的变化规律分别进行计算。
(3-3)15.冲孔时,应以凸模为基准配制凹模,凸模刃口尺寸按磨损的变化规律分别进行计算。
(3-3)二、判断题(每小题分,共分)1.(×)冲裁间隙过大时,断面将出现二次剪切光亮面。
(3-2)2.(×)冲裁间隙越小,冲裁件精度越高,所以冲裁时间隙越小越好。
(3-2)3.(×)对于形状复杂的冲裁件,适宜于用凸、凹模分开加工的方法加工(3-3)。
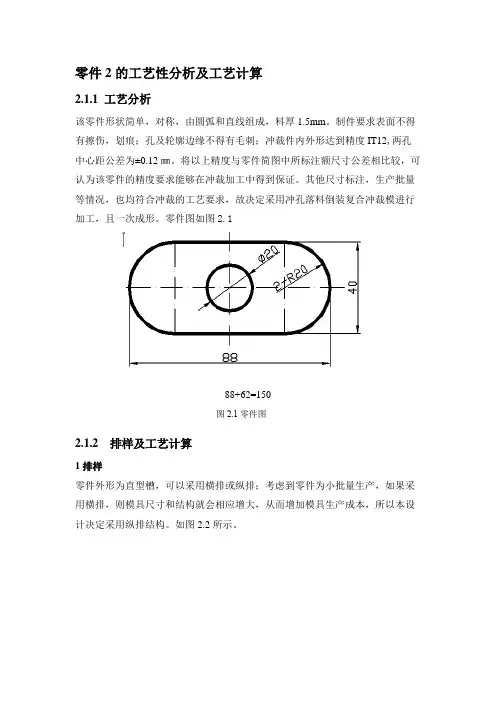
零件2的工艺性分析及工艺计算2.1.1 工艺分析该零件形状简单,对称,由圆弧和直线组成,料厚1.5mm。
制件要求表面不得有擦伤,划痕;孔及轮廓边缘不得有毛刺;冲裁件内外形达到精度IT12,两孔中心距公差为±0.12㎜。
将以上精度与零件简图中所标注额尺寸公差相比较,可认为该零件的精度要求能够在冲裁加工中得到保证。
其他尺寸标注,生产批量等情况,也均符合冲裁的工艺要求,故决定采用冲孔落料倒装复合冲裁模进行加工,且一次成形。
零件图如图2.188+62=150图2.1零件图2.1.2 排样及工艺计算1排样零件外形为直型槽,可以采用横排或纵排;考虑到零件为小批量生产,如果采用横排,则模具尺寸和结构就会相应增大,从而增加模具生产成本,所以本设计决定采用纵排结构。
如图2.2所示。
图2.2 排样图2搭边查《冲压手册》表2.18为 ,确定搭边值a ,a1。
当t=1.5时,a=2,a1=1.8 3 条料宽度B=1[2()]D a c -∆++∆+=00.691.3-≈92 (2.1) 4 材料利用率η η =100nABS⨯% (2.2) 式中 n ——一个歩距冲裁件数目; A ——冲裁件面积(包括内形结构废料);B ——条料宽度; S ——进距; 取:n=1; A =24048404π⨯+⨯=3176.64;B=92;S=41.8η= 82.6% (2.3)2.2 冲压力及压力中心的计算1冲压力冲裁力公式为 P= (2.4)式中 P —冲裁力; 孔P —冲孔冲裁力; 落P —落料冲裁力。
2 冲孔力P 孔(2.5)式中 K —系数(取K=1.3); n —孔的个数,1=n 。
孔L —冲孔周长,8.6220=⨯==ππd L 孔mm ; t —材料厚度,t=1.5 mm ;—材料抗剪强度,查“冲压手册”表8.7,20钢=275~392MPa 取MPa 。
所以 =1×1.3×62.8×1.5×350=42861N 3落料力P 落。
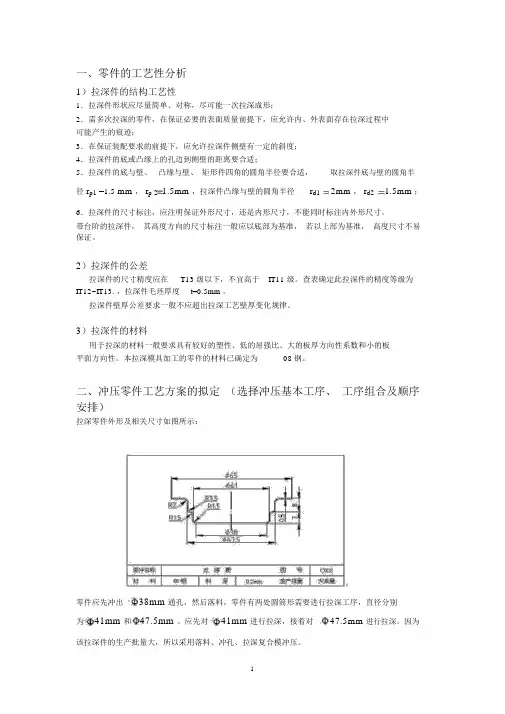
一、零件的工艺性分析1)拉深件的结构工艺性1.拉深件形状应尽量简单、对称,尽可能一次拉深成形;2.需多次拉深的零件,在保证必要的表面质量前提下,应允许内、外表面存在拉深过程中可能产生的痕迹;3.在保证装配要求的前提下,应允许拉深件侧壁有一定的斜度;4.拉深件的底或凸缘上的孔边到侧壁的距离要合适;5.拉深件的底与壁、凸缘与壁、矩形件四角的圆角半径要合适,取拉深件底与壁的圆角半径 r p1=1.5 mm , r p 21.5mm ,拉深件凸缘与壁的圆角半径r d12mm , r d2 1.5mm ;6.拉深件的尺寸标注,应注明保证外形尺寸,还是内形尺寸,不能同时标注内外形尺寸。
带台阶的拉深件,其高度方向的尺寸标注一般应以底部为基准,若以上部为基准,高度尺寸不易保证。
2)拉深件的公差拉深件的尺寸精度应在T13 级以下,不宜高于IT11 级。
查表确定此拉深件的精度等级为IT12~IT13. ,拉深件毛坯厚度t=0.5mm 。
拉深件壁厚公差要求一般不应超出拉深工艺壁厚变化规律。
3)拉深件的材料用于拉深的材料一般要求具有较好的塑性、低的屈强比、大的板厚方向性系数和小的板平面方向性。
本拉深模具加工的零件的材料已确定为08 钢。
二、冲压零件工艺方案的拟定(选择冲压基本工序、工序组合及顺序安排)拉深零件外形及相关尺寸如图所示:零件应先冲出38mm 通孔,然后落料,零件有两处圆筒形需要进行拉深工序,直径分别为41mm 和47.5mm 。
应先对41mm 进行拉深,接着对47.5mm 进行拉深。
因为该拉深件的生产批量大,所以采用落料、冲孔、拉深复合模冲压。
三、确定毛坯形状、尺寸和下料方式及排样设计、材料利用率计算1)确定毛坯形状对于不变薄拉深,拉深件的平均壁厚与毛坯的厚度相差不大,因此可用等面积条件,即毛坯的表面积相等的条件计算毛坯的尺寸。
毛坯的形状和拉深件的筒部截面形状具有一定的相似性,因此,旋转体拉深件的毛坯形状为圆形。
U形件冲孔、落料、弯曲级进模设计解析常州机电职业技术学院毕业设计(论文)作者:学号:系部:模具技术系专业:模具设计与制造题目: U形件冲孔、落料、弯曲级进模设计指导者:评阅者:2011年4月毕业设计(论文)中文摘要目录1 引言 (1)2 工艺分析 (2)2.1精度分析 (3)2.2材料分析 (3)2.3结构分析 (3)3 工艺方案的确定 (3)4 冲孔落料工作部分工艺设计4.1毛坯展开尺寸计算 (4)4.2排样 (4)4.3材料的利用率 (6)4.4计算冲压力 (7)4.5计算压力中心 (7)4.6 压力机的初选择 (8)4.7凸凹模刃口尺寸计算 (8)5 弯曲模工作部分工艺计算5.1凸模圆角半径 (10)5.2凹模的圆角半径 (10)5.3凹模深度 (10)5.4凸、凹模间隙 (10)5.5凸凹模横向尺寸及公差 (11)5.6模架的选择 (12)5.7其他主要零部件的设计参考文献 (12)引言改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。
一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件。
虽然中国模具工业在过去十多年中取得了令人瞩目的发展,但许多方面与工业发达国家相比仍有较大的差距。
例如,精密加工设备在模具加工设备中的比重比较低;CAD/CAE/CAM技术的普及率不高;许多先进的模具技术应用不够广泛等等,致使相当一部分大型、精密、复杂和长寿命模具依赖进口。
导柱式冲裁模的导向比导板模的准确可靠,并能保证冲裁间隙的均匀,冲裁的工件精度较高、模具使用寿命长,而且在冲床上安装使用方便,因此导柱式冲裁模是应用最广泛的一种冲模,适合大批量生产。
模具课程设计说明书——弯曲模课程设计学校:学院:专业:姓名:学号:指导教师:目录第一章工艺分析及工艺方案的拟订1.1、零件工艺性分析 (1)1.2、工艺方案的确定 (1)第二章工艺设计2.1、确定排样方案 (2)2.2、计算各工序的压力 (3)2.3、压力机的选取 (4)第三章模具类型及结构形式的选择 (5)第四章模具工作零件刃口尺寸及公差的计算4.1、凸、凹模刃口尺寸计算原则 (5)4.2、刃口尺寸计算 (5)第五章模具零件的选用,设计及必要的计算5.1、凹模结构尺寸的确定 (6)5.2、卸料树脂的选用 (7)5.3、其他标准件零件的选用 (7)第六章凸凹模加工工艺方案6.1、凹模、凸模加工工艺路线 (7)6.2、模具装配 (9)第一章工艺分析及工艺方案的拟订1.1零件工艺性分析一、零件图二、零件的工艺性分析(1)冲裁件的结构工艺性此制件的形状较简单,需要圆角过渡,可以加上R0.5,便于模具的加工和减少冲压时在尖角处开裂的现象,同时也可以防止尖角部位刃口的过快磨损。
(2)冲裁件的尺寸精度冲裁件的精度主要以其尺寸精度、冲裁断面粗糙度、毛刺高度三个方面的指标来衡量,根据零件图上的尺寸标注及公差,可以判断属于尺寸精度为IT12—IT14的经济级普通冲裁。
1.2、工艺方案的确定一、冲压工序的选择在满足冲裁件质量与生产率的要求下,选择单工序冲裁方式,其模具寿命较长,生产率高,操作较方便和工作安全性高。
二、冲压顺序的安排落料,弯曲共两道工序,本设计中只需要设计落料模。
第二章工艺设计2.1、确定排样方案一、搭边与料宽搭边搭边值的大小与材料的力学性能、厚度、零件的形状与尺寸、排样的形式、送料及挡料方式、卸料方式等因素有关。
搭边值一般由经验确定,根据所给材料厚度δ=1.2mm,确定搭边工作间a1为2.0mm, a为2.0mm。
具体可见排样图,如下:(2)条料宽度条料宽度的确定原则:最小条料宽度要保证冲裁时零件周边有足够的搭边值,最大条料宽度要能在冲裁时顺利地在导料板之间送进,并与导料板之间有一定的间隙。
课程设计说明书目录1 冲压工艺分析 (3)1.1 冲裁件的结构工艺性 (3)1.2 零件尺寸精度与表面粗糙度分析 (3)1.3 零件材料分析 (4)1.4 冲压加工的工艺分析 (4)3 工艺尺寸计算 (5)3.1排样、计算条料宽度及确定步距 (5)3.2 冲裁力的计算 (7)3.3 压力中心的计算 (8)3.4 刃口尺寸的计算 (10)4 模具零件设计 (11)4.1 卸料板的设计 (11)4.2 弹性元件橡胶的设计 (11)4.3 落料凹模 (12)4.4 模架的选择 (13)4.5 凸凹模固定板,凸模固定板厚度 (14)4.6 凸模的设计 (15)4.7 凸凹模的设计 (16)5 参考资料 (17)6 附录: (17)课题材料08钢,料厚2mm,生产批量,小批量图1—零件尺寸1 冲压工艺分析1.1 冲裁件的结构工艺性由零件图可知,该零件结构简单,呈T行,上下对称,可采用少废料排样。
零件内部有两个较大直径的孔,零件外形存在清角。
无悬臂和窄槽。
两孔的尺寸d>1.0t,两孔之间的间距d1>1.5t,两圆孔的孔边距k>1.5t。
符合工艺性。
、图2—两件尺寸1.2 零件尺寸精度与表面粗糙度分析工件为图一冲孔落料件,材料厚度为2毫米,冲裁件尺寸较大。
零件图上所有尺寸均未标注公差,属自由公差,可按IT14级确定工件尺寸的公差。
通过普通冲裁即可达到零件精度要求。
1.3 零件材料分析材料为08钢,厚度t=2mm材质为极软的碳素钢,。
抗拉强度σb (MPa):≥325,屈服强度σs (MPa):≥195,抗剪切强度τ(MPa)≥260。
其强度、硬度较低,而韧性、塑性却较高,适合冲裁。
图3—材料性能1.4 冲压加工的工艺分析根据工件的形状、尺寸、精度分析,孔的直径寸,孔边距等,都能满足冲裁加工工艺要求。
但为了提高模具寿命,建议将所有90°清角改为R1的圆角。
结论:综合以上材料性能、零件结构、尺寸精度的分析,该零件可以采用普通冲裁的方法获得。
JIU JIANG UNIVERSITY课程设计题目“垫片”零件冲压工艺及模具设计院系机械与材料工程学院专业模具设计与制造姓名XXX年级XXX指导教师XXX2014年5月目录前言 (1)第一章概论 (2)1.1 冲压的概念和其加工特点 (3)1.1.1 冲压的概念 (3)1.1.2 冲压技术的加工特点 (3)1.2 冲压技术和模具工业的重要地位 (4)1.3 冲压工序的分类 (5)1.4 冲压模具技术的发展前景 (5)第二章冲裁件的工艺设计 (6)2.1 冲裁件的工艺性分析 (6)2.1.1 结构工艺性分析 (6)2.1.2 尺寸精度和粗糙度分析 (7)2.1.3 冲裁件材料分析 (7)2.1.4 生产批量分析 (8)2.2 工艺方案的确定 (8)2.3 冲裁件的排样与搭边值的确定 (8)2.3.1 排样方式的确定 (8)2.3.2 搭边值与条料宽度的确定 (9)2.3.3 材料利用率的计算 (11)2.4 冲裁力和压力中心的计算 (11)2.4.1 冲裁力的计算 (11)2.4.2 卸料力、推件力的计算 (11)2.4.3 冲模压力中心的确定 (13)2.5 压力机的选用 (13)2.5.1 压力机的分类 (13)2.5.2 压力机类型的选择 (13)第三章冲裁模结构设计 (14)3.1 冲模分类及其特点 (14)3.1.1 冲裁模的分类 (14)3.1.2 冲裁模的特点分析 (14)3.2 冲裁模具的选择 (15)3.3 冲模零部件分类及功能 (15)3.4 凸、凹模刃口尺寸的计算 (16)3.4.1 凸、凹模刃口尺寸计算的依据和计算原则 (17)3.4.2 凸、凹模刃口尺寸的计算方法 (18)3.5 冲模主要零部件结构设计 (21)3.5.1 工作零件 (21)3.5.2 定位零件 (24)3.5.3 卸料、推件零件 (25)3.5.4 模架及其零件 (25)3.5.5 其他支撑零件 (26)3.5.6 弹性元件(橡胶)的选用与计算 (26)结束语 (27)参考文献 (29)谢辞 (29)5/15/2014编前言冷冲压工艺应用范围十分广泛,具有效率高、精度高、质量稳定、材料利用率高、操作简易、适合批量生产及实现制造自动化;在国民经济的各个部门中,几乎都有冲压加工产品。
第一章概述冲压:室温下利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的压力加工方法。
冲压生产的三要素先进的模具,高效的冲压设备,合理的冲压工艺冲压工序的分类:根据材料的变形特点分为:分离工序、成形工序分离工序:冲压成形时,变形材料内部的应力超过强度极限σb,使材料发生断裂而产生分离,从而成形零件.分离工序主要有剪裁和冲裁等.成形工序:冲压成形时,变形材料内部应力超过屈服极限σs,但未达到强度极限σb,使材料产生塑性变形,从而成形零件.成形工序主要有弯曲、拉深、翻边、胀形、扩口、缩口和旋压等。
冲压模具1.冲模的分类(1)根据工艺性质分类:冲裁模、弯曲模、拉深模、成形模等.(2)根据工序组合程度分类:单工序模、复合模、级进模复合模:在压力机的一次行程内在模具的一个工位上完成两道以上冲压工序的模具。
级进模:在压机的一次行程内,在连续模具的不同工位上完成多道冲压共序的模具。
2。
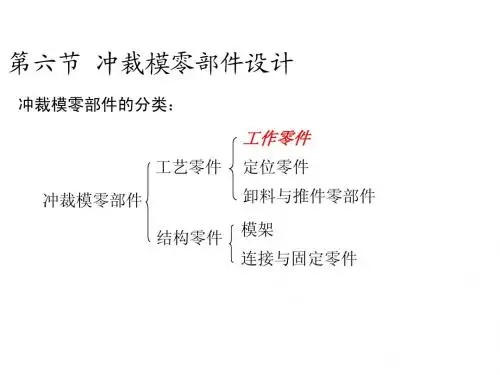
冲模组成零件冲模通常由上、下模两部分构成.组成模具的零件主要有两类:①工艺零件:直接参与工艺过程的完成并和坯料有直接接触,包括:工作零件、定位零件、卸料与压料零件②结构零件:不直接参与完成工艺过程,也不和坯料有直接接触,只对模具完成工艺过程起保证作用,或对模具功能起完善作用,包括:导向零件、紧固零件、标准件及其它零件等。
第二冲裁工艺与冲裁模设计学习目的与要求:1.了解冲裁变形规律、冲裁件质量及影响因素;2.掌握冲裁模间隙确定、刃口尺寸计算、排样设计、冲裁力计算等设计计算方法.3.掌握冲裁工艺性分析与工艺设计方法;4.认识冲裁模典型结构(尤其是级进模和复合模)及特点,了解模具标准,掌握模具零部件设计及模具标准应用方法;5.掌握冲裁工艺与冲裁模设计的方法和步骤。
第一节概述冲裁利用模具使板料沿着一定的轮廓形状产生分离的一种冲压工序.基本工序:落料和冲孔。
既可加工零件,也可加工冲压工序件。
落料:冲下所需形状的零件冲孔:在工件上冲出所需形状的孔冲裁模:冲裁所使用的模具叫冲裁模,它是冲裁过程必不可少的工艺装备。
止动件冲裁模设计产品图零件名称:止动板材料:H62厚度工件精度:IT9生产批量:大批量1.要求独立完成冲裁模具的结构设计,包括模具装配图及各个零件图。
2.编写设计说明书,包括零件工艺分析,工艺计算,冲床型号选择等产品图样。
设计步骤一、冲裁件的工艺分析二、工艺方案及模具结构类型三、工艺计算四、模具零部件结构的确定五、冲压设备的选择六、模具装配图七、模具零件图一.冲压件工艺分析1.材料该冲裁件的材料H62,为黄铜,具有良好的可冲压性能。
2.零件结构该冲裁件结构简单,比较适合冲裁。
零件中孔的最小尺寸为9mm,满足冲裁最小孔径≥×t=的要求,另外,经计算孔距离零件外形的最小孔边距为,满足满足冲裁件最小孔边距≥=的要求所以该零件的结构满足冲裁的要求(注:因为材料为黄铜,故需把模具涂一层PV涂层。
1.提高硬度,耐磨和寿命的延长(3-10倍)2.与金属之间不易亲和,抗粘结部分积屑,改善拉伤。
拉毛。
提高加工产品的表面质量。
)3.尺寸精度可按IT9来确定工件尺寸的公差,普通冲裁可达到零件的精度要求,查公差表可得,各尺寸的公差如图1:4.结论适合冲裁图1二.工艺方案及模具结构类型1.结构类型该零件为一落料冲孔,包含落料,冲孔两个基本工序。
可提出的加工方案如下:方案一:先落料,后冲孔,采用两套单工序模生产。
方案二:落料—冲孔复合冲压,采用复合模生产。
方案三:冲孔—落料连续冲压,采用级进模生产。
方案分析:A.由于零件结构简单且要求精度高,固可以采用复合模进行大批量生产。
B.由于零件为黄铜材质较软,且尺寸薄,精度要求较高,故采用正装复合模。
由此可得知,选用方案三最为合理:正装复合模。
2.挡料销选择:活动式由于零件较薄,所以采用活动档料销和导正销定位,可以不妨碍卸料板对条料的压平作用。
3.卸料出件方式选择:弹性卸料因为工件料原为,相对较薄,卸料力边比较小,故可采用弹性卸料。
4.导向方式选择:中间导柱模架由于工件较薄且要求精度高且要大批量生产,采用中间导柱模架两个导柱左右对称分布,受力均匀,导柱导套磨损均匀,更加大批量高精度生产该零件三.工艺计算1.排样设计与计算因为工件为薄板冲裁且工件要求精度较高,所以采用有废料排样查表得:工件间搭边值:侧面搭边:送料步距:调料宽:B===一个步距内的材料利用率:η=×100%=×100% 图2=%排样方案合适现选用1000x2000mm的板料,则血计算不同的裁剪方式时每张板料的零件总数:选择70x2000方式剪裁可冲压零件1274件选择70x1000方式剪裁可冲压零件1260件所以选择700x2000方式剪裁,板料总利用率如下;=×100%=×100%=%2.计算冲压力零件周长,材料厚度,H62抗剪强度412MPa,则:落料力:=KLTτ=×××412=卸料力:=F=×=顶件力:=F=×=冲孔力:= KLTτ=×××412=总冲压力:=+++=+++=综上所述初选设备为开式压力机J23—163.计算压力中心计算y方向压力中心需先计算:经计算R20的圆心角为度,圆弧周长=×sinα=×====因为工件左右对称所以==所以工件压力中心为(,)4.刃口尺寸计算落料部分以落料凹模为基准计算,落料凸模按间隙值配制:冲孔部分以冲孔凸模为基准计算,冲孔冲孔凹模按间隙值配制。
4拉深工艺与拉深模188(1)用压边圈时间隙。
单边间隙值见表4.12。
表4.12拉深次数与单边间隙值总拉深次数拉深工序单边间隙c 总拉深次数拉深工序单边间隙c1一次拉深(1~1.1)t 4第1、第2次拉深 1.2t 2第1次拉深 1.1t 第2次拉深 1.1t 第2次拉深(1~1.05)t 第4次拉深(1~1.05)t 3第1次拉深 1.2t 5第1、第2、第3次拉深1.2t 第2次拉深 1.1t 第4次拉深 1.1t 第3次拉深(1~1.05)t第5次拉深(1~1.05)t注:t 为材料厚度,取材料允许偏差的中间值。
(2)不用压边圈时间隙。
不用压边圈时应考虑到起皱的可能,间隙取得较大,单边间隙的取值见式(4.21)。
c =(1~1.1)t max(4.21)式中:c —拉深凸凹模的单边间隙;t max —材料厚度的最大值。
(3)精度要求高的拉深件的间隙。
精度要求高的拉深件,其单边间隙的取值见式(4.22)。
c =(0.9~0.95)t (4.22)式中:t —材料厚度,取材料允许偏差的中间值。
4.2.4凸、凹模工作部分的尺寸和公差1.中间过渡工序的半成品尺寸中间过渡工序的半成品尺寸,由于没有严格限制的必要,模具尺寸只要等于半成品的尺寸即可,若以凹模为基准,则模具尺寸计算见式(4.23)~式(4.26)。
制件有外形尺寸要求时,则凹模尺寸为:D d =D dmax 0δ+(4.23)凸模尺寸为:D p =(D max −2c )p0δ−(4.24)制件有内形尺寸要求时:pp d d δ−=(4.25)dd 0(2)d d c δ+=+(4.26)2.末次拉深时凸、凹模尺寸与公差末次拉深时凸、凹模尺寸与公差,应按工件的要求来确定。
当工件要求外形尺寸精度较高时,应以凹模为设计基准,考虑到凹模磨损后增加,其尺寸计算见式(4.27)和式(4.28)。
凹模尺寸为:D d =(D max −0.75Δ)0dδ+(4.27)凸模尺寸为:D p =(D max −0.75Δ−2c )p0δ−(4.28)当工件要求内形尺寸精度较高时,应以凸模为设计基准,考虑到凸模会变小,其尺寸计算见式(4.29)和式(4.30)凸模尺寸为:p min (0.4)d d Δ=+d0δ−(4.29)综合练习4189凹模尺寸为:d d =(d min +0.4Δ+2c )pδ+(4.30)式(4.27)~式(4.30)中:D p 、d d —凸模基本尺寸;D d 、d d —凹模基本尺寸;d —各工序基本内径尺寸;D —各工序基本外径尺寸;D max 、d min —工件的外形、内形的极限尺寸;2c —双边间隙;Δ—工件的公差;δp 、δd —凸凹模的制造公差。
摘要模具是制造业的重要工艺基础,在我国模具制造属于专用设备制造业。
本设计是连接板冲孔、落料级进模设计,冲模的结构性能直接反映了冲压技术水平的高低。
选用材料时应考虑模具的工作特点、受力情况、冲压件材料性能、冲压件的精度、生产批量以及模具材料的加工工艺性能和工厂现有条件等因素。
冲床的选用主要是确定冲床的类型和吨位。
板料冷冲压加工是机械加工的一个重要组成部分,它应用十分广泛。
但由于传统的加工存在着冲压工艺方案选择不合理、冲压间隙选择过大,压力机不相匹配等问题。
本文就以连接板冲孔、落料级进模设计为例,主要介绍了冲压模具设计的全过程:1.经工艺分析、工艺计算,间隙值的选择,确定了该设计工艺流程及冲模结构形式;2.同时对所设计的模具分别进行了分析说明;3.对压力机做出了合理的选择;4.整个过程采用AutoCAD软件绘制模具的二维装配图和个别零件图。
关键字:冲压模;级进模;连接片;冲裁间隙;冲压工艺。
Abstract: Die process is the important basis for the manufacturing sector, manufacturers in China die of special equipment manufacturing. This design is Lianjie Ban punching, blanking progressive die design, die directly reflect the structure of the high and low level of stamping technology. Optional material should be considered the work of mold, the force, punching pieces of material, the accuracy of press parts, molds and production quantities of materials processing plant performance and existing conditions and other factors. Selection of Punch Punch is determined the type and tonnage. Sheet metal stamping cold machining processing is an important component. It is very broad application. However, due to the traditional processing there is a stamping process options unreasonable, stamping gap choice is too large, presses do not match, and so on. In this paper, to Lianjie Ban punching, blanking the main progressive die design stamping die design on the whole process:1. The process of analysis, the gap value of the options, determine the design process and die structure.2. At the same time, the molds were designed by an analysis that3. The press has made a reasonable choice,4. AutoCAD software used throughout the process of drawing two-dimensional mold assembly drawing plans and individual parts.Keyword: stamping die; progressive die; connection tablets; blanking gap; stamping process.1 前言冷冲压技术从最初的作坊式生产到现在的专业化模具工业生产,从无到有发展迅速。
一、工作零件刃口尺寸计算
解:因为工件结构复杂,宜采用复合模冲压,凸凹模零件采用配作加工,根据工件外形尺寸
可以得到落料凹模的实际尺寸,落料凸模根据落料凹模的实际尺寸进行配作保证间隙值。根
据工件孔的尺寸可以得到冲孔凸模的实际尺寸,冲孔凹模根据冲孔凸模的实际尺寸进行配作
保证间隙值。凸凹模固定方式为铆接。
一、 落料
30、25、62R、35为未注公差尺寸,按IT14级确定其公差,因30、25、62R为工
件外形尺寸,故按基轴制标注为:052.030、052.025、030.06R。35为中心距,标注为31.035
1、落料凹模
(1)磨损后尺寸变大的:052.030、052.025、030.06R
其计算公式为:AAAA0max)x(
查表得:5.0x1、 5.0x2、75.0x3
取4/A
13.004/52.00174.29)52.00.530(
A
A
13.004/52.00274.24)52.00.525(
A
A
075.004/30.003775.5)30.00.756(
A
A
(2)磨损后尺寸不变的:31.035
其计算公式为:ACCC5.0)5.0(min
取4/A
0775.0354/62.05.0)62.05.069.34(
C
C
2、落料凸模
落料凸模根据落料凹模的实际尺寸进行配作保证间隙值0.246~0.360mm。
二、冲孔
10为未注公差尺寸,按IT14级确定其公差,因10
为工件孔尺寸,故按基孔制标注为:
36.0010
1、 冲孔凸模
磨损后尺寸变小的:36.0010
其计算公式:0min)x(ABBB
查表得:5.0x1
取4/A
009.00
40/36.018.10)36.00.510(
B
B
2、 冲孔凹模
冲孔凹模根据冲孔凸模的实际尺寸进行配作保证间隙值0.246~0.360mm。
三、凸凹模
磨损后尺寸不变的:31.035
其计算公式为:ACCC5.0)5.0(min
取4/A
0775.0354/62.05.0)62.05.069.34(
C
C
二、凸凹模零件三维实体图
三、凸凹模零件工程图
周兴智