特殊过程确认表
- 格式:doc
- 大小:35.50 KB
- 文档页数:1
汽车维修过程特殊过程确认记录表
---
日期:[填写日期]
车牌号:[填写车牌号]
1. 维修过程确认记录
1.1 维修项目
- [ ] 更换雨刮器
- [ ] 更换刹车片
- [ ] 更换机油
- [ ] 更换空调滤清器
- [ ] 其他(请注明):[填写其他维修项目]
1.2 维修材料
- [ ] 使用原装雨刮器
- [ ] 使用原厂刹车片
- [ ] 使用原厂机油
- [ ] 使用原厂空调滤清器
- [ ] 其他(请注明):[填写其他维修材料] 1.3 维修过程
- [ ] 按照厂家要求进行维修
- [ ] 使用正确的工具和设备进行维修
- [ ] 注意工作安全和环境保护
- [ ] 维修过程中无意外事件发生
1.4 维修结果确认
- [ ] 维修项目完成
- [ ] 车辆运行正常
- [ ] 客户满意
2. 备注
[在此处填写任何其他需要记录的信息]
---
注意事项:
- 此记录表用于确认维修过程中的特殊细节和确认事项。
- 维修人员应负责填写记录,并由客户确认。
- 确认后的记录应妥善保存,作为维修历史的一部分。
以上为汽车维修过程特殊过程确认记录表,请按实际情况填写并妥善保存。
谢谢!。
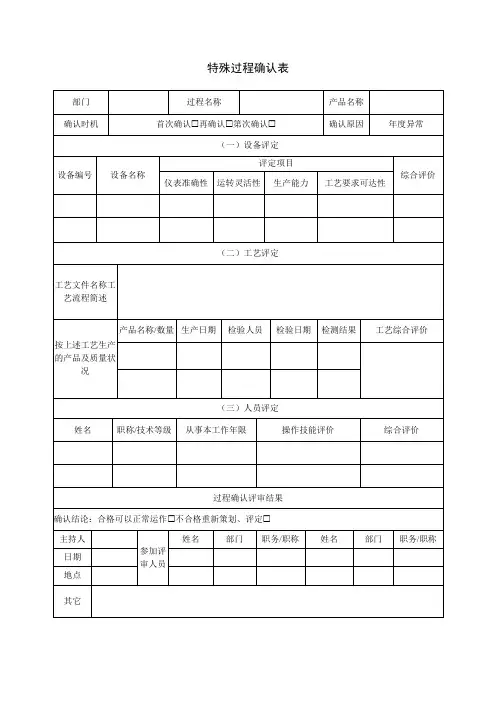
注塑特殊过程确认表
特殊过程确认表
生产单位:科技有限公司
确认过程编号:无
确认日期:无
产品名称:电缆注塑验工艺
精度等级:无
对过程输入的验证:
1.是否有详细的工艺文件?
工艺文件名称及编号:SS-JSSS-S-11 SS-JSSS-S
2.是否规定了工艺参数的要求和监制的要求?
工艺参数名称:原料、模具、注塑机型号、螺杆转速、模具温度、射咀、前段、中段、注射压力、保压压力、背压、注射速度
工艺参数要求:
原料:45P PVC树脂黑色
模具表面光洁
注塑机型号:螺杆式注塑机(型号:2T)
螺杆转速:直径小于60mm,转速50~70rpm;直径大于70mm,转速为20~50 rpm
模具温度:30~60℃
射咀、前段、中段、注射压力、保压压力、背压、注射速度:170~190℃、160~180℃、150~170℃、80~120 MPa、注射压力的30%~60%、5~10MPa、注射速度不应该太快,必要时采用多级注射
是否监控:监控
监控内容:螺杆转速、模具温度、射咀、前段、中段、注射压力、保压压力、背压、注射速度
进入该过程的原料的控制:
是否有合格证:有无
对过程实施和资源的验证:
1.人员是否经过培训、考核和持证上岗:有无
2.设备是否经过验证且完好:有无
3.是否规定对过程进行监控:有无
4.是否按规定对过程监控结果进行记录:记录名称:注塑控制参数记录表
记录内容:环境温度、环境湿度、原料、模具、注塑机型号、工艺参数要求、监控结果
操作人:无
对过程输出的验证:无。
以下是一份特殊过程确认表,供参考:
特殊过程确认表
项目名称:XXX
工作单位:XXX公司
批准文件号:XXX
特殊过程名称:XXX
特殊过程类型:()检验()试验()校准()认证()其它
特殊过程描述:
特殊过程的工艺过程、生产设备、检验设备、工具等必要条件;
特殊过程的工艺控制点、技术要求、操作规程、记录表格等必要内容;
特殊过程的风险评估、控制措施、检验方法、检验频次等必要内容。
特殊过程确认依据:
《特殊过程管理规定》要求的特殊过程管理文件;
客户要求的特殊过程管理文件。
特殊过程确认人:
姓名:XXX 职务:XXX 签名:XXX 日期:XXXX年XX月XX日
备注:
本特殊过程确认表是对特殊过程管理文件的核实和确认,确认人对特殊过程管理文件的合理性和有效性进行评估,认为该特殊过程的设计和实施符合要求,可以保证产品质量和客户满意度。
以上是一份特殊过程确认表的内容,该表格通常用于检验、试验、校准、认证等特殊过程的管理中,旨在核实和确认特殊过程的设计和实施是否符合要求。
该表格列明了特殊过程的名称、类型、描述和确认依据等内容,确认人需要对特殊过程管理文件进行核实和评估,并在确认后签字并注明日期。
这份表格可以根据具体要求进行修改和完善,以适应不同行业和领域的管理需求。
特别过程确认记录表特别过程名称:焊接过程所在部门:生产车间确认项目确认结果1.从业人员能否经过培训合格见附件一和资格证.2.如需使用设备的名称,该设备进行保护点检.能否吻合要求3.作业指导书名称,该作业指导见<焊接作业指导书>书能否吻合要求4.该过程需要的记录能否合理设备点检记录(若有记录,写明记录名称)确认结论:■该特别过程具备达到质量要求的能力,确认合格。
□ 该特别过程在以下方面确认不合格:确认人:确认日期:如确认不合格,经过整顿后再次确认的结论:确认人:确认日期:再次确认记录2011 年确认结论:年确认结论:■ 确认合格。
确认合格。
□ 需要整顿后重新确认。
□ 需要整顿后重新确认。
□ 重新确认合格。
□ 重新确认合格。
确认人:日期:确认人:日期:附件一培训记录培训时间:培训地点:本公司培训教师:参加培训人员:车间全员(包含维修员、调机员)培训内容:1、焊接的安全作业2、焊接品的接收标准3、异常办理培训成效谈论:经过与部分学员面谈交流、谈论、大家已对本公司的焊接安全作业,焊接工艺条件已掌握,对生产产品质量要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保存的记录,记录保存的限期已基本掌握和清楚。
而且知道自己在岗位上的职责完成的好坏。
经过口述 +发问和实质操作的核查所有合格。
对任课老师的解说感觉满意,深入浅出,联合本公司的生产实质,易于理解和掌握。
达到了预期的成效。
谈论人:焊接工上岗核查试卷姓名:得分:问答题:第 5 和 9 题每题各 15 分, 其余每题 10 分.一、焊接机在开机以前要检查哪些事项二、如何对机器进行清理三、操作过程中要注意哪些安全事项四、如何对不一样的产品进行表记别五、怎么判断产品是吻合客户要求的你在操作的过程中多如何去做了六、发生品诘问题是如何办理的七、机器的平常养护都要做哪些工作八、关闭机器后要确认哪些事项九、解说什么是5S,以及作好5S 的好处。
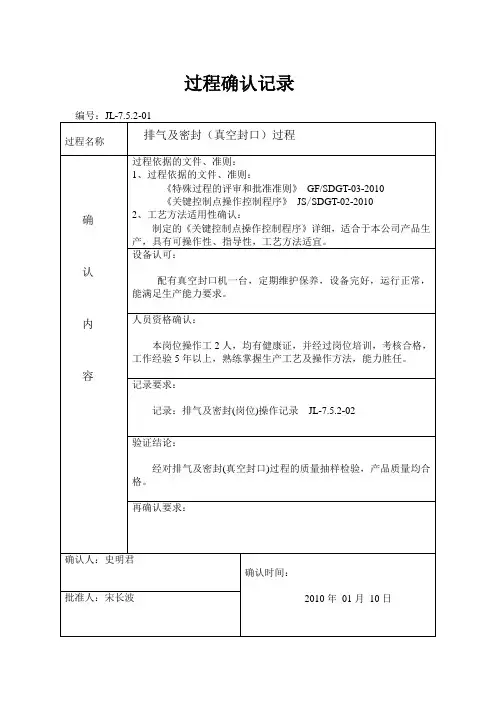
特殊过程确认记录
编号:JL-7.5.2-01编制部门:技术服务部序号:17-01
服务项目过程名称焊接
作业班组确认日期2017.1.10
确认内容
人员资格或技能
焊工有多年的焊接作业经验,在此之前曾从事过多年设备焊接作业。
持有焊接资格证书。
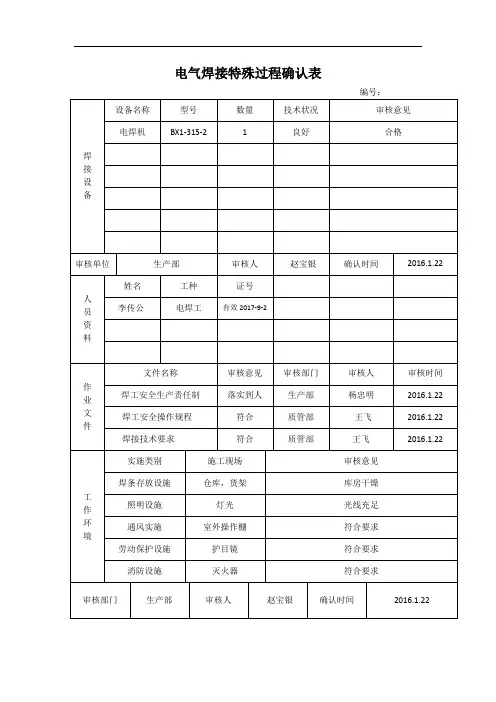
机械设备焊机适宜、完好;电流、电压满足要求。
材料原材料、焊条、焊剂等焊接材料均经验收合格。
技术准备进行了焊接工艺交底,明确了焊接程序、工艺等质量、技术要求。
外部环境天气晴朗,温湿度正常,通风良好。
安全防护准备符合要求。
质量控制
施焊前,对焊接材料的规格、型号、材质进行检查;并检查焊件部位的组装、坡口和表面清理的质量。
作业中,严格按焊接工艺及技术操作规程施焊。
作业后,根据图纸及合同要求,对检验不合格者应予返修。
确认结论■过程能力充分,能够有效地确保特殊过程质量。
□过程能力不足,还需在以下方面进行完善:
确认人员
技术
负责人。