数控车加工实例培训教
- 格式:doc
- 大小:153.00 KB
- 文档页数:7

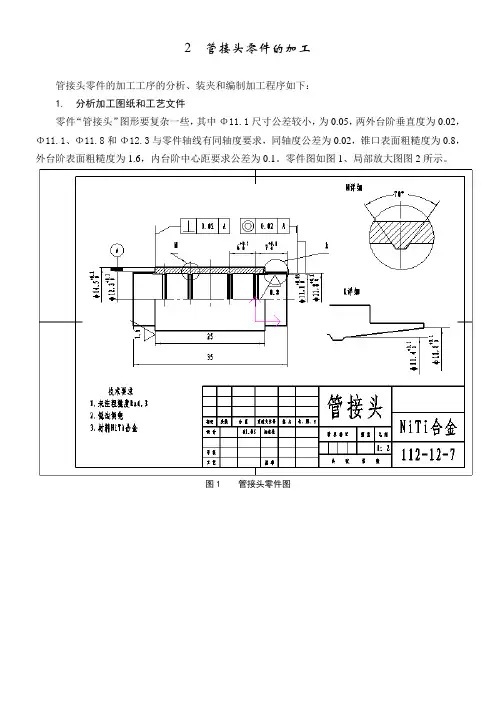
2 管接头零件的加工管接头零件的加工工序的分析、装夹和编制加工程序如下:1. 分析加工图纸和工艺文件零件“管接头”图形要复杂一些,其中Φ11.1尺寸公差较小,为0.05,两外台阶垂直度为0.02,Φ11.1、Φ11.8和Φ12.3与零件轴线有同轴度要求,同轴度公差为0.02,锥口表面粗糙度为0.8,外台阶表面粗糙度为1.6,内台阶中心距要求公差为0.1。
零件图如图1、局部放大图图2所示。
图1 管接头零件图图2 局部放大图2. 加工路线和装夹方法的确定由编制的零件工艺文件(如下页图3)中可见,第2、4、5、6、7、8、9工序由数控车完成,并注意尺寸的一致性。
先下料,钻好中心孔Ф10①,送去热处理,在车削时,利用三爪卡盘夹零件一端,先车另一端端面②,粗车成一段台阶(不给余量)③,再粗车内轮廓④,再精车成内轮廓⑤(以上两步均可用对中型车刀一次车成),然后掉头粗车成另一段台阶⑥,最后车端面⑦,保证总长35。
图3管接头机加工艺过程卡片3. 编制加工程序(1)绘图:绘制车削加工零件管接头轮廓图形,只需半视的二维图就可以了,注意将坐标原点选在零件的端面中心,用直线命令开始绘制零件轮廓。
单击直线按钮,在左边菜单中选择绘图方式,以坐标原点为起点绘制,如图4所示,然后修改长度值并结合曲线编辑绘制接下来的轮廓,绘图过程就不再重述了,如图5所示,图5 轮廓示意图接下来绘制毛坯,毛坯内外尺寸分别以Φ10,Φ17绘制,端面毛坯左右分别偏移1.5这个尺寸来绘制,如图6所示,图6 毛坯示意图为区分和方便拾取轮廓及毛坯,注意在图5中有10处是断点,如图7所示图7 断点示意图至此,管接头零件在本软件中的造型就完成了,下面进入加工部分。

数控机床编程与操作技巧培训资料数控机床编程与操作技巧主要内容:1、数控机床定义3、发那科、西门子编程操作实例4、孔系加工5、数控机床刀库相关介绍7 、小结重点内容发那科、西门子编程操作中相同于不同,操作中注意要点!要求根据工作中的实际情况,能熟练掌握各种机床的使用,熟悉各机床的优点和缺点。
6、数控刀具介绍2 、数控系统举例说明一、什么是数控机床:数控机床是数字控制机的简称,是一种装有程序控制系统的自动化机床。
该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。
经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
一、数控机床基本知识1、数控系统简介:数控系统是数字控制系统的简称,通过利用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制,它所控制的通常是位置、角度、速度等机械量和开关量。
常用的数控系统有发那科、西门子、FAGOR、三菱、广数、华中等数控系统。
2、FANUC、西门子、法格、马扎克等数控系统和机床的概念差异: (1)FANUC目前在国内的系统很少有和个人电脑系统操作起来类似的,西门子系统根本上和个人电脑更相象,但归根到底大多数数控机床的系统是工业化的电脑系统。
(2)不同的系统操作键盘区别很大,但功能是一样的,也就是说,你只要知道这个键是什么含义,起到什么作用,那么也就没多少区别了。
每个系统都有自己独到的地方,需要专门学习。
下面让我们来了解一下FANUC 西门子法格这几种使用比较广泛的数控系统。
3、系统差异:(1)FANUC 固化在硬件,SIEMENS 是安装型系统;(2)FANUC 是功能按键操作,因此功能的提升、扩展受到限制,SIEMENS 是荧屏窗口操作,功能强大、易用。
因此从最高端的FANUC-15 到最底端的FANUC-0 面孔几乎一样,而SIEMENS-840D 与SIEMENS-802S 差别较大,这也是许多操作者对SIEMENS 操作没信心的原因!(3)FANUC 的安装调试复杂,SIEMENS 模块化安装,调试容易多了;(4)FANUC 同一版本、同一系列购买时出价越低得到的功能越少,甚至许多G指令都不给你用,砍价=砍机床功能!SIEMENS 为人厚道多了,同一版本、同一系列的系统,价格与系统功能没有联系!4、功能差异:(1)FANUC 只给出错误代码,其余由你来处理;SIEMENS 则给出错误所在的位置、处理方法.(2)预读:FANUC 只能预处理3个程序段,而后面的程序段则无法预读。
CAXA数控车培训教程CAXA数控车是一款常用于机械加工中的数控设备,其具有精度高、速度快、效率高等优点,在现代工业生产中得到广泛应用。
因此,掌握CAXA数控车的操作技巧是机械加工工作者必备的能力之一。
本文将介绍CAXA数控车培训教程的构成和内容。
一、CAXA数控车培训教程的构成CAXA数控车培训教程一般由以下四个部分构成:理论知识、实践操作、误差分析与调试及综合应用。
每个部分内容如下:1. 理论知识理论知识部分主要讲述CAXA数控车的基本原理、结构组成、工作原理、工作速度、加工精度等相关知识,包括数控系统、加工中心、伺服系统、工艺流程、程序编制等,旨在帮助学员全面理解CAXA数控车的工作原理。
2. 实践操作实践操作是培训教程中最重要的一部分。
在这部分内容中,学员将通过实际操作CAXA数控车进行加工,学习操作CAXA数控车的步骤、注意事项、安全操作等内容,掌握CAXA数控车的基本操作技巧。
3. 误差分析与调试误差分析与调试部分主要是帮助学员了解CAXA数控车在实际操作中出现的各种误差,如系统误差、机床误差、刀具误差等,以及如何通过调试来排除和修复这些误差。
4. 综合应用在综合应用部分,学员将进一步学习如何通过CAXA数控车来进行加工制造,如车削、钻孔、铣削、切割等,同时还将学习如何进行工件夹紧、刀具选择、加工参数设置等要点,通过综合应用来巩固和提高CAXA数控车的实际使用能力。
二、CAXA数控车培训教程的内容1. 数控系统基础知识这部分内容主要介绍数控系统的组成、数控系统与机床的配套、数控系统中各个模块的功能及原理,以及数控机床的基础加工程序等。
2. G代码及编程对于没有编程基础的学员,培训教程将讲解G代码的基本概念、语法规则、编程规范等,并逐步让学员通过实践操作来掌握G代码编写的技巧。
3. 刀具槽型及切削参数选择在这部分内容中,学员将学习如何选择适合的刀具和槽型,以及如何设置刀具切削参数等相关的要点,掌握正确的刀具选择和切削参数的设置技巧。
数控车工培训计划和培训大纲一、培训目标数控车工是现代制造业中不可或缺的重要岗位之一,培养合格的数控车工对于提高企业生产效率和产品质量具有重要意义。
本次培训计划旨在培养学员掌握数控车床的基本操作技能、编程能力以及相关工艺知识,使其能够胜任数控车工的工作。
二、培训内容1. 数控车床基本操作- 数控车床的组成和工作原理- 数控系统的操作界面和功能介绍- 数控编程语言和代码规范- 数控刀具的选择与安装- 数控车床的调试与维护2. 数控编程与加工- G代码和M代码的基本语法和功能- 数控编程的基本步骤与技巧- 数控编程实例分析与练习- 数控加工工艺与参数的确定- 数控加工过程中的常见问题及解决方法3. 数控车工实操技能- 数控车床的操作规范与安全注意事项- 数控车床的手动操作和自动操作- 数控车床的各种加工操作:外圆、内圆、外螺纹等- 数控车床的自动换刀操作和自动测量功能的使用- 数控车床的加工精度与质量控制4. 数控车工实践项目- 根据实际工件进行数控编程和加工- 进行数控车床的调试和维护- 分析和解决数控加工过程中的问题- 进行数控加工质量的检验和评估三、培训计划1. 培训时间:共计4周,每周5天,每天8小时,共计160小时。
2. 培训方式:理论教学与实践操作相结合,采用课堂讲授、案例分析、实操演练等形式进行培训。
3. 培训地点:设备齐全的数控车床实训室。
4. 培训人员:具备一定机械基础知识的学员,无性别、年龄限制。
5. 培训材料:提供培训教材、参考书籍和实操练习材料。
四、培训评估与考核1. 培训评估:每周进行一次培训评估,包括理论知识考核和实操操作考核。
2. 培训考核:培训结束后进行综合考核,包括理论知识考试和实际加工项目的完成情况。
3. 培训证书:合格通过培训考核的学员将获得数控车工培训合格证书。
五、培训师资1. 培训师资:由具备丰富实际工作经验和教学经验的专业数控车工担任培训讲师。
2. 培训师资培训:培训师资定期进行专业知识和教学方法的培训,保持教学水平。
用数控车编程加工倒角的方法实例讲解
一种常见的数控车加工倒角的方法是使用倒角刀具进行加工。
下面是一个实例讲解:
1.确定加工参数:首先,确定加工的工件材料和尺寸。
根据工件材料的硬度和加工要求,选择合适的刀具和加工参数,例如切削速度、进给速度和切削深度。
2.选择合适的倒角刀具:倒角刀具有多种形状和尺寸,可根据工件的要求选择合适的刀具。
例如,常见的倒角刀具有圆角刀、锥形倒角刀和角度刀等。
3.确定倒角位置和角度:根据设计要求和工件的实际情况,确定倒角的位置和角度。
倒角的位置通常位于工件的边缘或角落处,倒角的角度可以根据实际需要确定。
4.编写数控程序:根据倒角的位置和角度,编写数控程序。
首先,确定加工起点和工件坐标系原点,并将刀具移动到倒角起点位置。
然后,设置刀具的进给速度和切削深度,开始进行倒角加工。
5.进行倒角加工:根据编写的数控程序,启动数控车床,并按照预设的加工参数进行倒角加工。
数控车床会自动控制刀具的移动和切削深度,完成倒角加工过程。
6.检查加工质量:加工完成后,使用测量工具检查倒角的位置、角度和尺寸,确保加工质量符合要求。
如有需要,可以进行修正或再次加工。
数控车技能培训教学计划一、培训目标1. 掌握数控车床的基本操作技能,了解数控车床的结构和工作原理。
2. 能够根据零件加工要求编写数控程序,进行数控车床的自动加工。
3. 培养学员对数控车床加工工艺的理解和把握,能够独立完成数控车床的操作和维护工作。
二、培训内容1. 数控车床的基本知识2. 数控编程3. 数控车床的操作4. 数控车床的维护三、培训计划1. 数控车床的基本知识1.1 数控车床的结构和工作原理1.2 数控车床的分类和特点1.3 数控系统的组成和功能1.4 数控车床的常见故障及排除方法2. 数控编程2.1 数控编程语言和格式2.2 数控程序的编写方法2.3 工件加工工艺的分析和程序编写2.4 数控程序的调试和修改3. 数控车床的操作3.1 数控系统的操作界面和功能3.2 数控车床的手动操作和自动加工3.3 车刀的更换和位置的设定3.4 加工工件的质量检验4. 数控车床的维护4.1 数控设备的日常维护保养4.2 数控系统的故障诊断和排除4.3 数控车床的安全操作规程四、培训方法1. 理论教学:通过课堂讲授、教材阅读等方式传授基础理论知识。
2. 实际操作:通过实际的操作演练,让学员掌握数控车床的操作技能。
3. 车间实习:安排学员到工厂车间实习,进行实际的生产操作。
五、培训考核1. 理论考核:考核学员对数控车床理论知识的掌握。
2. 技能考核:考核学员对数控车床操作技能的掌握。
3. 实习考核:对学员在实习过程中的表现进行评定。
六、培训教材1. 《数控车床基础知识教程》2. 《数控编程与操作实训指南》3. 《数控车床常见故障排除手册》七、培训师资1. 需要具备数控车床操作经验丰富的教师担任培训师,确保培训内容的专业性和实用性。
2. 培训师应具备教学经验和沟通能力,能够有效地传授知识和技能。
八、培训设施1. 培训教室:配备投影仪、白板等教学设备。
2. 实训车间:配备数控车床设备和相关工具、材料。
九、培训效果评估1. 培训结束后,对学员进行培训效果的评估,通过考核和问卷调查等方式,对培训成果进行评价。
数控车铣加工培训计划一、培训目的和要求1. 培训目的:通过数控车铣加工培训,提高员工对数控车床和数控铣床的操作技能和加工能力,增强企业生产技术实力,提高产品质量和生产效率。
2. 培训要求:培训对象为企业生产车间的操作工人和初级技术人员,要求具备一定的机械加工基础知识和操作经验,能够熟练使用通用数控车铣加工中心。
二、培训内容1. 数控车床基本操作(1)数控车床的结构和工作原理(2)数控编程和操作界面(3)刀具、夹具的选择和安装(4)数控车床的常用操作指令和功能2. 数控铣床基本操作(1)数控铣床的结构和工作原理(2)数控编程和操作界面(3)刀具、夹具的选择和安装(4)数控铣床的常用操作指令和功能3. 数控车铣加工工艺(1)数控车铣刀具的选择和刃磨(2)数控车铣程序的编写和调试(3)数控车铣工艺方案的设计和优化(4)数控车铣加工的常见问题和解决方法4. 数控车铣加工质量控制(1)加工工件的几何尺寸和表面粗糙度的测量(2)数控车铣加工的质量检验标准和方法(3)加工过程中的质量控制和调整方法(4)数控车铣加工质量异常的处理方式三、培训方式和时间安排1. 培训方式:采取理论与实践相结合的方式进行培训,采用课堂授课、现场操作演示、模拟实操训练和实际加工操作相结合的教学方法。
2. 培训时间:根据实际情况安排,一般为连续培训10天,每天8小时。
四、培训师资和条件1. 培训师资:选拔具有丰富数控车铣加工经验和教学经验的技术人员担任培训讲师,指导学员进行专业技术培训。
2. 培训条件:提供数控车铣加工设备和工装夹具,满足培训需求;提供相应的教学材料和工具。
确保培训环境安全、舒适。
五、培训考核和评价1. 培训考核:培训结束后,对学员进行理论知识考核和实际操作技能测试,合格者发放培训证书。
2. 培训评价:对培训过程进行定期评估,收集学员的反馈意见,及时调整和改进培训内容和方式。
六、培训后续跟踪和支持1. 培训后续跟踪:对培训学员进行岗位适应期辅导和技术支持,帮助他们将所学技能应用到实际工作中。
数控车床学徒培训计划一、培训目标本培训计划旨在培养具备数控车床操作技能和基本编程能力的学徒工,通过理论教育和实际操作相结合的方式,使学徒工掌握数控车床的基本原理和操作技能,能够独立完成数控车床的日常操作和维护工作。
二、培训内容1.数控车床基础知识(1)数控车床的基本原理和结构(2)数控系统的组成和工作原理(3)数控编程基础(4)数控车床的常见故障和维护2.数控车床操作技能(1)数控车床的操作流程和注意事项(2)数控车床的自动换刀和自动加工功能(3)数控车床的各种加工工艺和刀具选择(4)数控车床的精度调试和质量控制3.数控编程能力(1)数控编程语言的基本规则和语法(2)数控编程的常用指令和功能(3)数控编程的实际应用和调试(4)数控编程的优化和自动化控制4.实际操作训练(1)数控车床的基本操作训练(2)数控车床的自动化加工训练(3)数控编程的实际应用训练(4)数控车床的维护和故障处理训练5.安全培训(1)数控车床操作的安全注意事项(2)数控车床的安全维护和故障处理(3)工作场所的安全管理和应急处理三、培训计划1.入厂培训(1)数控车床的基本知识和操作流程(2)安全操作规程和工作流程(3)数控车床的操作技能和编程基础(4)工作守则和纪律规定的学习2.基础培训(1)数控车床操作技能的学习和练习(2)数控编程基础的理论教育和实际操作(3)数控车床的维护和故障处理技能的培训(4)安全管理和应急处理的学习3.实操培训(1)数控车床的实际操作和加工训练(2)数控编程的实际应用和调试训练(3)数控车床的自动化加工和质量控制训练(4)安全操作和故障处理的模拟训练四、培训方法1.理论教育通过课堂讲解、教材学习和理论测试的方式,让学徒工掌握数控车床的基本原理和操作规程。
安排专业教师指导学徒工在数控车床上进行实际操作和加工训练,通过实际操作锻炼学徒工的操作技能和加工经验。
3.模拟训练设置数控车床的模拟操作场景,让学徒工进行模拟操作和故障处理训练,以提高其安全操作和应急处理能力。
一、无锡数控车床编程培训、无锡加工中心编程培训,考证书培训:
1、机械识图:三视图、剖视图、**角法、第三角法、机械加工技术要求(粗糙度、公差配合、形位公差)
2、手工编程:刀具长度与半径补偿、面铣加工、内外轮廓加工、孔加工循环、极坐标、坐标偏移与旋转、镜像功能、子程序的应用、宏程序介绍及简单应用
3、工艺分析:切削三要素、加工工序、简单夹具、刀具切削参数
4、机床基本操作:夹具的安装调整、工件原点设定、刀具补偿的设定与修改、程序的输入与输出、程序的编辑与修改、工件的调试要点
二、教学特色:锐志ug数控培训的特色就是,每间教室配备数控机床设备,上课采取理论教学和上机实践操作结合,做到学完之后,编程和机床操作都没有问题,独立自编自主,在工作中可以独当一面。
三、数控编程是什么:数控机床是按照事先编制好的加工程序,自动地对被加工零件进行加工。
我们把零件的加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数以及辅助功能,按照数控机床规定的指令代码及程序格式编写成加工程序单,再把这程序单中的内容记录在控制介质上,然后输入到数控机床的数控装置中,从而指挥机床加工零件。
四、数控资格证书考试,职业技能培训,无锡定点机构:锐志教育,配备相应的机床设备,每间教室配备数台数控车床、加工中心,四五轴机床用于日常教学,供学员上机操作练习,要求学员在毕业时,能够达到独立的自编自作的程度。
本中心老师经验丰富、技术出众、认真负责,在模具设计行业有多年的产品设计、模具设计、三~五轴CNC编程经验,曾在多家外资模具企业担任高级工程师。
caxa数控车培训教程CAXA 数控车培训教程在现代制造业中,数控技术的应用越来越广泛,而 CAXA 数控车作为一款优秀的数控编程软件,能够帮助我们高效地完成复杂零件的加工。
本教程将带您逐步了解和掌握 CAXA 数控车的使用方法。
一、软件介绍CAXA 数控车是一款集二维绘图、轮廓编程、轨迹仿真等功能于一体的软件。
它具有操作简单、易学易用的特点,适用于各类数控车床的编程加工。
二、安装与界面(一)软件安装首先,您需要从官方网站或正规渠道获取 CAXA 数控车的安装程序。
运行安装程序后,按照提示进行操作,选择安装路径和相关组件,等待安装完成。
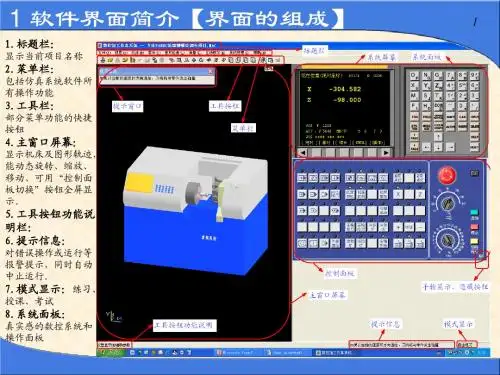
(二)软件界面打开 CAXA 数控车,您会看到软件的主界面。
主要包括菜单栏、工具栏、绘图区、状态栏等部分。
菜单栏包含了各种功能命令,工具栏提供了常用工具的快捷按钮,绘图区是您进行图形绘制和编辑的区域,状态栏则显示当前的操作状态和提示信息。
三、绘图基础(一)基本图形绘制在 CAXA 数控车中,可以通过点击工具栏中的相应按钮来绘制直线、圆弧、圆、矩形等基本图形。
例如,点击“直线”按钮,然后在绘图区指定起点和终点,即可绘制一条直线。
(二)图形编辑对于绘制好的图形,可以进行修改和编辑。
如移动、复制、旋转、缩放等操作。
选中图形后,通过右键菜单或工具栏中的相应按钮即可进行编辑。
(三)尺寸标注为了保证零件的加工精度,需要对图形进行尺寸标注。
CAXA 数控车提供了丰富的标注工具,如线性标注、半径标注、直径标注等。
四、数控车编程(一)工艺分析在进行编程之前,需要对零件的加工工艺进行分析。
确定加工顺序、刀具选择、切削参数等。
(二)轮廓绘制根据零件图纸,在 CAXA 数控车中绘制出零件的轮廓。
注意要保证轮廓的准确性和完整性。
(三)刀具路径生成选择“数控车”菜单中的“轮廓粗车”或“轮廓精车”等命令,设置相关参数,如刀具参数、切削用量等,软件会自动生成刀具路径。
(四)程序代码生成刀具路径生成后,点击“后置处理”按钮,选择相应的机床类型和控制系统,软件会生成数控加工程序代码。
1 导套零件的加工
导套零件的加工工序的分析、装夹和编制加工程序如下:
1. 分析加工图纸和工艺文件
零件“导套”图形比较简单,尺寸的公差较大,没有位置要求,孔的表面粗糙度为3.2,零件
如图1所示。
图1 导套零件图
2. 加工路线和装夹方法的确定
由编制的零件工艺文件(如下页图2)中可见,第2、3、4、5、7、8、9工序由数控车完成,
并注意尺寸的一致性。
在车削时,利用三爪卡盘夹零件一端,先车Φ60端面①,钻Ф35中心孔②,再粗车Φ60和
Φ70外轮廓③,再粗车内孔Φ40④,粗车部分留一定余量(0.5mm)给精加工,有倒角的地方系统
会沿着绘制的轮廓自动完成,不必单独给出加工方法,然后精车Φ60和Φ70外轮廓⑤及精车孔
Φ40⑥,最后后用切刀切断零件⑦,保证总长174。
图2 导套机加工艺过程卡片
3. 编制加工程序
(1)绘图:绘制车削加工零件导套轮廓图形,因为车削多为回转体加工,所以造型只需半视的二
维图就可以了,注意将坐标原点选在零件的端面中心,用直线命令开始绘制零件轮廓。
单击直线按钮,在左边菜单中选择绘图方式,以坐标原点为起点绘制,如图3所示,
图3 直线绘制示意图
然后修改长度值并结合曲线编辑绘制接下来的轮廓,绘图过程就不再重述了,如图4所示,
图4 轮廓示意图
接下来绘制毛坯,毛坯内外尺寸分别以Φ35,Φ75绘制,端面毛坯左右分别偏移5,2这个尺寸来
绘制,如图5所示,
图5 毛坯示意图
为区分和方便拾取轮廓及毛坯,注意在图5中有10处是断点,如图6所示
图6 断点示意图
至此,导套零件在本软件中的造型就完成了,下面进入加工部分。
2 管接头零件的加工
管接头零件的加工工序的分析、装夹和编制加工程序如下:
1. 分析加工图纸和工艺文件
零件“管接头”图形要复杂一些,其中Φ11.1尺寸公差较小,为0.05,两外台阶垂直度为0.02,
Φ11.1、Φ11.8和Φ12.3与零件轴线有同轴度要求,同轴度公差为0.02,锥口表面粗糙度为0.8,
外台阶表面粗糙度为1.6,内台阶中心距要求公差为0.1。零件图如图1、局部放大图图2所示。
图1 管接头零件图
图2 局部放大图
2. 加工路线和装夹方法的确定
由编制的零件工艺文件(如下页图3)中可见,第2、4、5、6、7、8、9工序由数控车完成,
并注意尺寸的一致性。
先下料,钻好中心孔Ф10①,送去热处理,在车削时,利用三爪卡盘夹零件一端,先车另
一端端面②,粗车成一段台阶(不给余量)③,再粗车内轮廓④,再精车成内轮廓⑤(以上两步均可
用对中型车刀一次车成),然后掉头粗车成另一段台阶⑥,最后车端面⑦,保证总长35。
图3管接头机加工艺过程卡片
3. 编制加工程序
(1)绘图:绘制车削加工零件管接头轮廓图形,只需半视的二维图就可以了,注意将坐标原点选
在零件的端面中心,用直线命令开始绘制零件轮廓。
单击直线按钮,在左边菜单中选择绘图方式,以坐标原点为起点绘制,如图4所示,
图4 直线绘制示意图
然后修改长度值并结合曲线编辑绘制接下来的轮廓,绘图过程就不再重述了,如图5所示,
图5 轮廓示意图
接下来绘制毛坯,毛坯内外尺寸分别以Φ10,Φ17绘制,端面毛坯左右分别偏移1.5这个尺寸来
绘制,如图6所示,
图6 毛坯示意图
为区分和方便拾取轮廓及毛坯,注意在图5中有10处是断点,如图7所示
图7 断点示意图
至此,管接头零件在本软件中的造型就完成了,下面进入加工部分。