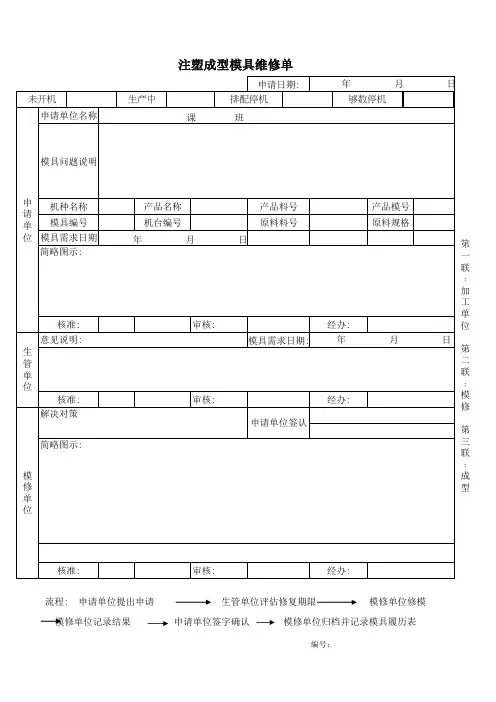
模具设变维修单
- 格式:doc
- 大小:36.50 KB
- 文档页数:1

序号时间型号模具名称修改类型负责修 改 类 容要求时间12011.05.05YLP05YLP05扳机修模注塑部模具模腔开裂,飞边多2011.05.092011.05.1022011.05.06YLS01YLS01弯头修模注塑部1#u形销孔飞边,2#.3#φ5.7内径拉毛2011.05.142011.05.1532011.05.07YLG08YLG08进水单向阀座修模注塑部合模线粗,上下端有飞边2011.05.92011.05.1042011.05.10SUPER SUPER大线卡修模注塑部产品未取压模(模具压坏)2011.06.252011.06.2652011.05.12YLP08YLP08快速U形销座修模注塑部其中一个产品顶出拉白2011.05.112011.05.1262011.05.12MK150MK150枪挂架修模注塑部模具表面蚀纹划伤2011.05.142011.05.1572011.05.12YLG02A YLG02A扳机修模注塑部毛边大,错位,有一只顶针飞边2011.05.112011.05.1282011.05.12YLS01YLS01弯头(新模)修模注塑部模具压模.四个滑块芯子压坏2011.05.172011.05.1892011.05.16YLP01YLP01塑料螺母修模注塑部1#模孔内拉毛2011.05.192011.05.20102011.05.16YLP11YLP11塑料螺母修模注塑部2#穴φ4孔内飞边2011.05.192011.05.20112011.05.19SY-88/96B 88/96下支架修模注塑部螺钉柱断一根,无法装配2011.05.202011.05.21122011.05.20YLG06YLG06长旋转螺母修模注塑部卡件过小,把前模钳坏2011.05.212011.05.22132011.05.20YLP11YLP11出水单向阀底座修模注塑部产品长毛边2011.05.212011.05.22142011.05.22YLQ5.32YLQ5.32开关装饰板修模注塑部司筒针断 2011.05.212011.05.22152011.05.25YLP01YLP01溢流阀芯修模注塑部端部飞边,杆部划伤2011.05.252011.05.26162011.05.25YLP01YLP01单向阀芯修模注塑部生产中4#穴产品偏心2011.05.252011.05.26172011.05.25W800W800上支架修模注塑部碳刷孔披风,2#穴碳刷孔下面胶位薄2011.05.272011.05.28182011.05.27YLG05A YLG05A高低压旋转套修模注塑部滑块芯子短,造成孔不通2011.05.272011.05.28192011.05.27YLFJ-AR YLFJ-AR母接头修模注塑部顶针断,2011.05.272011.05.28202011.05.27YLG02YLG02喷嘴座修模注塑部合模线大,O型圈飞边大,以及4个模号U型销槽尺寸2011.05.282011.05.29212011.05.27YLQ22YLQ22出水面板修模注塑部产品缩影大,顶白,工艺难调,2011.05.272011.05.28222011.05.27SY-88/96C 88/96C下支架修模注塑部装配打螺丝孔偏小,2011.05.292011.05.30232011.05.28Ready2Ready2后壳修模注塑部排气不良,及一侧多胶2011.05.292011.05.30242011.05.31SY-8888风罩修模注塑部模具滑块断裂,重新加工研配2011.06.112011.06.12252011.05.30YLG04YLG04左右枪壳修模注塑部枪壳卡扳机2011.06.002011.06.01262011.05.20YLG05YLG05旋转套修模注塑部生产中顶板咬死2011.05.292011.05.30模 具 维 修 清 单维修小时模具技改记录打开。
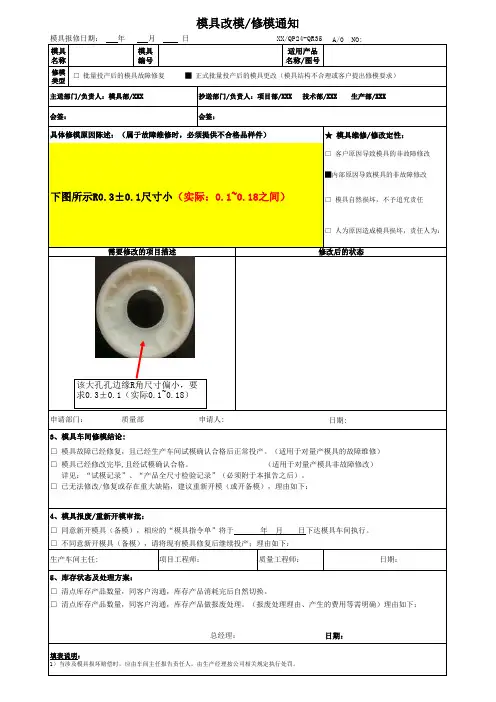
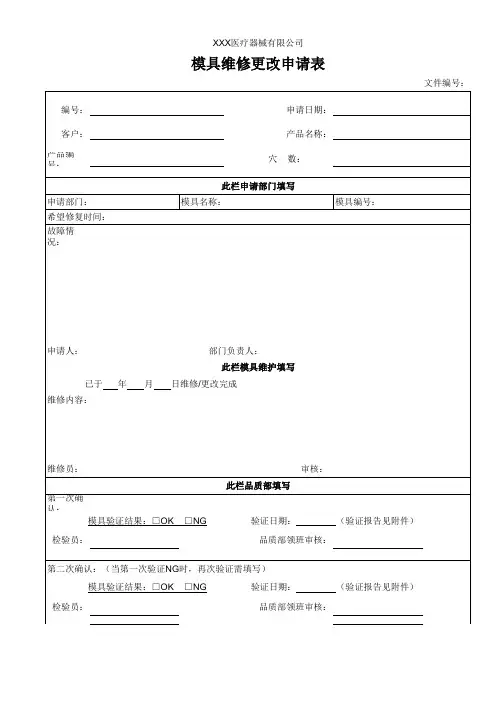
A/0 NO:模具名称模具编号适用产品名称/图号修模类型★ 模具维修/修改定性:□ 客户原因导致模具的非故障修改█内部原因导致模具的非故障修改□ 模具自然损坏,不予追究责任□ 人为原因造成模具损坏,责任人为:日期:日期:日期:□ 清点库存产品数量,同客户沟通,库存产品消耗完后自然切换。
□ 不同意新开模具(备模),请将现有模具修复后继续投产;理由如下:总经理:填表说明:1)当涉及模具损坏赔偿时,应由车间主任报告责任人,由生产经理按公司相关规定执行处罚。
下图所示R0.3±0.1尺寸小(实际:0.1~0.18之间)生产车间主任:项目工程师:质量工程师:5、库存状态及处理方案:申请部门: 质量部申请人:3、模具车间修模结论:□ 模具故障已经修复,且已经生产车间试模确认合格后正常投产。
(适用于对量产模具的故障维修)□ 清点库存产品数量,同客户沟通,库存产品做报废处理。
(报废处理理由、产生的费用等需明确)理由如下:□ 模具已经修改完毕,且经试模确认合格。
(适用于对量产模具非故障修改)详见:“试模记录”、“产品全尺寸检验记录”(必须附于本报告之后)。
□ 已无法修改/修复或存在重大缺陷,建议重新开模(或开备模),理由如下:4、模具报废/重新开模审批:□ 同意新开模具(备模),相应的“模具指令单”将于 年 月 日下达模具车间执行。
会签:会签:具体修模原因陈述:(属于故障维修时,必须提供不合格品样件)需要修改的项目描述修改后的状态模具改模/修模通知模具报修日期: 年 月 日XX/QP24-QR35 □ 批量投产后的模具故障修复 █ 正式批量投产后的模具更改(模具结构不合理或客户提出修模要求)主送部门/负责人:模具部/XXX抄送部门/负责人:项目部/XXX 技术部/XXX 生产部/XXX 该大孔孔边缘R 角尺寸偏小,要求0.3±0.1(实际0.1~0.18)。

序号模具名称工程别模具异常原因分析维修描述维修人维修结果送修时间修复时间小计(H)备注1QD6-UK 7/7铆合凸点拉掉检查上下模凸包限位及冲头有无缺损抛光更换冲头陈守松OK 09.12.1 22:2009.12.1 23:000.52Q817承架1/1少凸包冲头打崩磨配更换新冲头焦勇OK 09.12.1 23:5009.12.2 1:000.53PG-BTM-HDD盒1/2毛边冲头自然磨损现场调修韦杰飞OK 09.12.2 4:0509.12.2 4:300.54WA1-USA 1/7上模带料加油不当导致冲头脱落更换冲头焦勇OK 09.12.2 2:1509.12.2 3:40 1.55QD6-UK 3/7堵料清理废料不及时磨配下模刀口入块,检查冲头刀口朱以洲OK 09.12.2 1:4009.12.2 2:3016ME-CPU支架1/1改字模字母正确无需更换版本朱辉OK 09.12.1 22:4009.12.1 22:500.57S816附件21/1冲头断误送导致冲头断磨配更换冲头韦杰飞OK 09.12.2 1:3009.12.2 2:3018S816附件11/2冲头断误送冲头打断更换研磨冲头李涛OK 09.12.2 3:1909.12.4 4:000.59IV9-USA 2/6不脱料打杆长短不一修整打杆韦良彭OK 09.12.2 13:3009.12.2 14:000.510IV9-USA 2/6孔未冲开打杆松动修整打杆韦良彭OK 09.12.2 9:1509.12.2 9:400.511IV9-USA 2/6冲头脱落挂台断换冲头贺林波OK 09.12.2 13:5009.12.2 15:00112DBB-USA 2/6冲头脱落挂台断裂换冲头吴亮OK 09.12.2 11:1509.12.2 12:000.513IV9-USA 1/6毛边刀口磨损磨刀口贺林波OK 09.12.2 16:3709.12.2 17:30114FD1-USA 1/8 2/84/8改版本FD1-UK 改版本改版本吴亮OK 09.12.2 17:1009.12.2 19:00 1.515DBB-USA 4/5卡钩低冲头大,清角调配冲头R角吴亮OK 09.12.2 10:1509.12.2 10:400.516S816附件1/2毛刺,刀口崩刀口磨损,下模刀口材质差研磨刀口和磨配新冲头朱辉/陈守松OK 09.12.2 4:2509.12.2 6:20 1.517S816附件1/2冲头断冲头与下模刀口间隙有误重新配磨冲头与下模刀口间隙朱辉/朱以洲OK 09.12.2 2:1009.12.2 3:30 1.518SAC-CPU 弹片1/1毛边冲头和下模刀口大量磨损研磨冲头和下模刀口焦勇NG 09.12.2 20:3009.12.2 22:00 1.519QA2-JPN 6/6卡钩高上模限位太低,冲头偏高加高上模限位,降低冲头李涛待生产09.12.3 4:4009.12.3 5:000.520FD1-USA 2/8现FD1-USA请改为FD1-UK 生产需要已OK 韦杰飞待生产09.12.3 4:5009.12.3 5:100.521S816附件1/2冲头脱落误送导致冲头断更换研磨冲头朱以洲/陈守松OK 09.12.2 12:3509.12.2 1:35122QD6-UK 7/7冲头断铆合过死导致冲头崩向更换磨配铆合冲头朱辉/韦杰飞OK 09.12.3 00:3009.12.3 1:20123QD6-UK 7/7铆合后下模不脱料下模弹簧断裂导致不脱料更换弹簧朱辉OK 09.12.3 23:1009.12.3 1:00124DBB-USA 2/5冲头脱落脱料板拉伤到冲子挂台断润滑脱料板更换冲子焦勇OK 09.12.2 5:1009.12.2 5:300.525S816附件21/1冲头断误送导致冲头拉断更换研磨冲头李涛OK 09.12.2 22:3009.12.3 1:30226S816附件21/1毛边冲头刀口不利现场调修李涛OK 09.12.3 21:1009.12.3 21:300.527FD1-UK 2/8现FD1-UK请改为FD1-USA 生产需要换USA版本韦杰飞OK 09.12.3 23:0009.12.3 00:40128FD1-UK 7/8卡钩冲头断折弯冲头R角较小,上模压线过高抛光R角,降低压线陈守松OK09.12.3 23:3009.12.3 1:100.5。
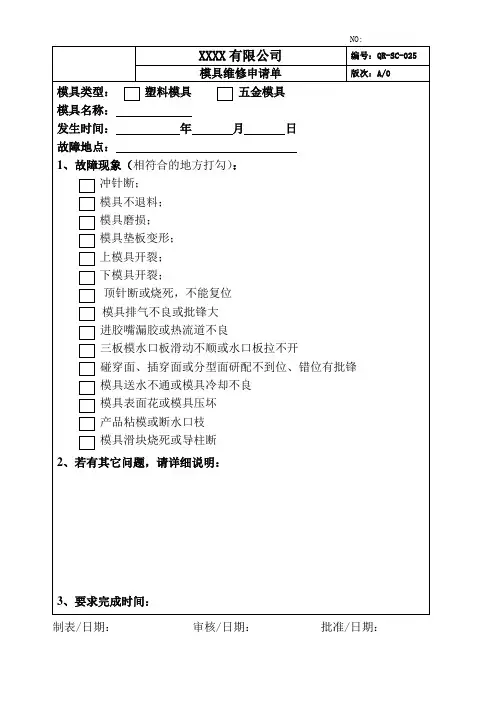
NO:
XXXX有限公司编号:QR-SC-025
模具维修申请单版次:A/0
模具类型:塑料模具五金模具
模具名称:
发生时间:年月日
故障地点:
1、故障现象(相符合的地方打勾):
冲针断;
模具不退料;
模具磨损;
模具垫板变形;
上模具开裂;
下模具开裂;
顶针断或烧死,不能复位
模具排气不良或批锋大
进胶嘴漏胶或热流道不良
三板模水口板滑动不顺或水口板拉不开
碰穿面、插穿面或分型面研配不到位、错位有批锋
模具送水不通或模具冷却不良
模具表面花或模具压坏
产品粘模或断水口枝
模具滑块烧死或导柱断
2、若有其它问题,请详细说明:
3、要求完成时间:
制表/日期:审核/日期:批准/日期:。