国内外废润滑油的再生工艺技术
- 格式:doc
- 大小:15.00 KB
- 文档页数:3
前言:本文是中国润滑经济网编辑,通过这些年从业的经验,以及网上百度百科,百度知道等多个相关知道平台,问答平台整理总汇而成,都是润滑油相关的常见问题,对于刚从业的人员可以做到基础知识普及的作用。
基本覆盖了网上目前关于汽车养护的专业术语和常见问题,由于内容比较多有数百个,就每个部分开个来一个文档。
具体内容分别如下:发动机润滑油废润滑油再生阿特拉斯润滑油长城工业润滑油润滑油过滤设备出光润滑油路路达润滑油航空润滑油柴油机润滑油中石化润滑油电机润滑油BP润滑油润滑油以上文章在百度文库都有,可以直接搜索,更多详细内容可以到中国润滑经济网,同时也欢迎网友来中国润滑经济网给我们提问,我们会尽力解答实际问题。
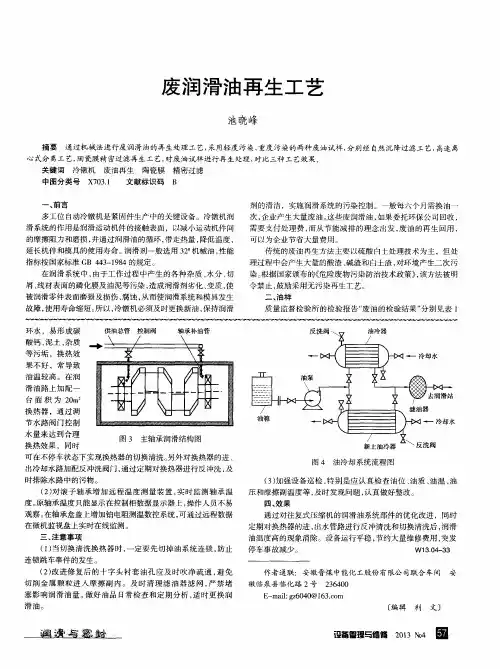
废润滑油再生一废润滑油再生工序现在,我国石油的消费量越来越大,机动车越来越多,机动车保养需要换机油,各式各样机器也要定期换油,换出来的废油可以回收利用,加工成再生机油,避免环境污染,同时也是致富的一条门路。
其主要工序如下:第一工序是"沉淀"。
把各处收回来的废油汇集到一个池里沉淀,让各种大一点杂质沉到池的下面,加工时把上面杂质少的废油抽出来就行。
沉淀池可以在地下挖个坑,用水泥砖砌就行。
第二工序是"蒸馏"。
蒸馏是将低沸点的汽油、柴油等分离出来,将废油里的水份彻底除掉,保持再生机油有一定的粘度,有一定的闪点。
蒸馏到最后锅里的废油温度达到350℃左右即可,什么时候停火根据最后生产出来的机油粘度而定,要使再生出的机油粘度高就蒸出多些柴油,一般适可而止,机油比柴油卖价贵。
蒸馏锅要加工结实点以防爆炸,可以用厚一些钢板如10毫米厚的卷个筒焊好卧倒使用,再开几个进料和出料以及出轻油汽以及压力表和插温度计等的洞。
为了让蒸出来的柴油冷凝,还要配套冷凝装置,用铁管圈多个圈放在冷水池里就是个简单的冷凝装置。
第三工序是"酸洗"。
酸洗就是通过浓硫酸的作用,使废油中的大部分杂质分离沉淀下来。
探讨废润滑油回收再利用及再生工艺中国对润滑油的需求量的逐年上升,2017年,我国润滑油消费量673.9万吨,同比增长12.98%。
按照该速度来计算,中国将在2020 年对润滑油的需求量超过美国,成为世界上最大的润滑油消费国。
润滑油使用量的增加必然会造成废润滑油产量的增加。
废润滑油如果不能得到再生处理不仅会严重破坏环境,还会造成石油资源的浪费。
所以对废润滑油进行再生处理变的越来越重要。
标签:废润滑油;精制;再生工艺正文一、我国废润滑油市场份额及未来市场潜力分析21世纪以来,随着我国经济持续稳定的发展,像汽车业、工程机械业、钢铁冶金业等也得到了突飞猛进的增长,从而带动了润滑油工业的快速发展。
在消耗大量润滑油的同时也势必产生一定数量的废润滑油。
一般在可供回收的废润滑油占消费量的40%-50%。
随着我国经济的快速发展,我国废润滑油市场发展迅速。
废润滑油主要来自于机动车辆和工业生产领域。
我国润滑油生产和使用的模式通常是:石油资源-----炼制润滑油产品------废油抛弃。
但是随着全球资源的危机加剧和环保经济的兴起,必须对废润滑油进行再生回收再利用。
废润滑油进行再利用,不仅保护了环境而且还能节约资源,所以废润滑油再利用是可行、必要的选择。
但是我国废润滑油的再生利用较国外企业有着较大的差距,废润滑油再生利用技术还有待提高,有着较大的提升和发展空间。
二、润滑油品质劣化原因及防治措施1、原因:机械和设备工作时,由于长期与金属接触,受到周围空气、温度、湿度、压力等各种因素的影响,随着使用时间的增长,油中外来杂质逐渐增多,结果水分、灰尘、颗粒、金属粉末等就会混入油中,一起搅拌,长期使用就会氧化,就会产生氧化物或生锈,产生变质物和有害杂质,这时油的色调变褐色,粘度增加,最终可能发出刺激性味道,腐蚀有色金属,使其性质与使用前完全不同。
比如像我们北营公司热连轧生产线,污染物进入润滑系统的途径主要有:(1)齿轮、轴承磨损物通过齿轮箱、减速机的润滑管路直接进入润滑站油箱;(2)水通过机械设备的密封处、旋转部位、管路连接处进入润滑站油箱;(3)其他杂质在设备安装时、设备检修更换零部件时通过润滑管路进入润滑站油箱等等。
废润滑油回收与再生利用技术导则The Standardization Office was revised on the afternoon of December 13, 2020废润滑油回收与再生利用技术导则(GB/T 17145-1997)(国家技术监督局1997年12月12日批准 1998年7月1日实施)1 范围本标准规定了废润滑油的定义、分级、回收与管理、再生与利用。
本标准适用于油单位和个人更换下来的废润滑油和废润滑油的回收、再生、销售及管理。
2 引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 261-1983 石油产品闪点测定法(闭口杯法)GB/T 3536-1987 石油闪点和燃点测定法(克利夫开口杯法)GB/T 润滑剂和有关产品(L类)的分类第一部分总分组GB/T 8030-1987 润滑油现场检验法GB/T 8978-1988 污水综合排放标准GB/T 16297-1996 大气污染物综合排放标准3 定义本标准采用下列定义。
废润滑油 used oil润滑油在各种机械、设备使用过程中,由于受的氧化、热分解作用和杂技污染,其理化性能达到各自的换油指标,被换下来的油统称废润滑油(以下简称废油)。
废油再生re-refining of used oil将废油经处理或精制,除去变质的和混入的杂技,根据需要,加入适量的添加剂,使其达到一定种类新油标准的过程。
废油回收率rate of recovery废润滑油回收量与原用油量的百分比。
4 分类更换下来的废油按GB/T 进行对应的分类和命名。
回收利用的废油包括:a) 废内燃机油;b) 废齿轮油;c) 废液压油;d) 废专用油(包括废变压器油1)、废压缩机油、废汽轮机油、废热处理油等)。
5 分级根据废油的变质程度、被污染情况、水分含量及轻组分含量等来划分等级。
废润滑油再生循环利用项目技术方案1.1工艺流程废润滑油→预处理→蒸馏切割→硫酸精制→白土补充精制→调和→成品润滑油。
废润滑油收集回厂,经过滤脱机械杂质、沉降脱水脱杂质,然后进入蒸馏装置进行减压切割分馏,减压各侧线馏份油就可以作为不同的润滑油原料,再分别进入硫酸或糠醛精制装置和白土精制装置进一步精制而获得合格的基础油,减底渣油和减顶轻组分可调和成燃料油供工厂作为燃料自用和外销。
硫酸或糠醛精制后产生的少量抽出余油可作为橡胶填充油外销或作为重质燃料调和组分自用或外销。
精制后获得的合格基础油经调和后作为润滑油成品油销售。
1.1.1工艺流程环节说明⑴预处理外购的废润滑油通过化验室化验进行品位分析,然后通过格栅进入卸油池内,接着通过油泵送入储油罐,在储油罐内同时通过蒸汽换热加温至50℃左右,自然沉淀4h左右,进行油、水及杂质的初步分离。
根据类比同类型的润滑油生产厂家,该过程分离出的油、水及杂质约为0.2%左右。
经沉淀处理后的润滑油进入原料油罐以备下一步处理。
⑵脱水经沉淀处理后的废油用油泵送入脱水塔内进行脱水,进入脱水塔前废油通过换热器与减压蒸馏得到的馏分基础油进行换热至90℃左右,再利用真空泵抽真空使脱水塔内保持一定的负压,然后根据油、水沸点差异进行蒸馏脱水,经过脱水后进入下一流程进行处理。
⑶初馏经脱水塔处理后的废油由管道输送至换热器进行余热换热,达到200℃左右进入初馏塔,由真空泵保持塔内负压,利用油水物理性质差异彻底去除废油水分及其他杂质,油料中的极少量低碳组分随水分一起带出。
⑷减压蒸馏初馏塔塔底油经塔底泵升压后再次经加热炉间接加热到390℃进入减压塔。
控制减压塔内各馏分的馏出温度,分别得到一线馏分、二线馏分、三线馏分、减顶轻质油组分和塔底重油组分。
减顶轻质油和减压塔三条侧线产品分别换热、冷却后出装置得到基础油进原料罐区待下一步处理,同时也可以作为产品进行外卖。
减压塔底部重组分换热、冷却后进入重油罐内储存外卖。
废润滑油再生的三种方法废润滑油再生主要有三种方法,废润滑油中一般真正变质的只有百分之几,如果将这些变质的成分除去,经过一定工艺技术加工就可以生产出与天然油质量相当的高品质、高标号润滑油来。
下面变宝网小编介绍下废润滑油再生的几种方法。
(一)、物理净化法这种方法主要包括沉降、过滤、离心分离和水洗等。
具体再生处理时可根据废油的劣化程度、设备条件等,选择其中—种或几种单元操作作为废油的净化处理。
这种方法严格说来不属于废油再生处理的范畴,主要是净化油,除去油中污染物,也可作为废油再生处理前的预处理。
(二)、物理-化学方法这一方法主要包括凝聚、吸附等单元操作。
通过絮凝作用让油中的氧化产物形成絮状凝聚物而从油中分离出来,这种以少量的絮凝剂来代替浓硫酸的工艺,被称为絮凝工艺。
这是废润滑油再生处理工艺改革中出现的一种无污染工艺,避免了使用硫酸-白土法的各种弊病,彻底根除了硫酸对环境的污染,较好地除去了油品中的氧化产物。
吸附剂的作用是将废油中的沥青、胶状物质、酸性化合物、酯及类似的产物吸附在吸附剂的表面上,用过滤的方法将吸附剂连同吸附在其表面上的物质从油中除去。
在吸附过程中,通常吸附质通过孔表面边界膜,通过孔的毛细孔和整个孔内表面的扩散过程是主要的。
在这一过程中,由于分子间范德华力的作用而产生吸附,从而对油脂中的色素、杂质进行吸附,而达到脱色、脱杂质的目的。
(三)、化学方法这一方法主要包括硫酸处理,硫酸-白土处理和硫酸-碱-白土处理等。
虽然采用硫酸对废油进行再生处理的效果较好,但是该工艺明显的不足是产生比较严重的二次污染,如产生大量的酸性气体二氧化硫及大量的难以处理的酸渣、酸水、白土渣等,危害操作人员身体健康、腐蚀设备、污染环境。
如使用硫酸-白土工艺对废油进行再生处理时,在排放的酸渣浸出液中含有3,4-苯并芘,它是世界公认的致癌最强的多环芳烃之一。
所以,现在一些技术比较先进的国家已经基本上不用或很少用硫酸来再生处理废油,而是采用更先进的少酸或无酸的再生处理工艺。
润滑油回收再生利用的原理润滑油回收再生利用的原理是通过一系列的工艺过程将使用过的润滑油进行处理,去除其中的杂质和污染物,使其恢复到可再次使用的状态。
首先,润滑油的回收处理开始于收集阶段。
使用过的润滑油通常被收集并存储在特定的容器中以防止进一步的污染和外泄。
这些收集容器可以是地下储罐、桶或其他储存设施。
回收润滑油的过程要确保容器的密封性和安全性,以防止环境中的液体外溢和污染。
其次,回收润滑油的处理过程可以包括预处理、分离和精炼。
预处理的目的是去除润滑油中的大多数固体和水分,以减少后续处理中的影响。
常见的方法包括使用离心分离、沉淀、过滤和真空蒸馏等。
分离工艺可以通过分离杂质和污染物来提高润滑油的质量。
这包括使用离心分离、沉淀、融化沉融、过滤和吸附等技术。
精炼是最后的步骤,通过进一步去除残留的杂质和重组润滑油分子结构来提高回收润滑油的性能。
这可以通过使用分子蒸馏、溴化、薄膜蒸馏和脱色等技术来实现。
润滑油回收再生利用的关键是控制处理过程中的温度、压力和反应时间等参数。
不同类型的润滑油可能需要不同的处理条件,以便最大限度地提高回收润滑油的质量。
此外,回收润滑油的处理可以使用化学添加剂和催化剂来改善处理效果。
这些添加剂和催化剂可以帮助去除污染物、降低黏度、改善润滑性能和稳定性。
最后,回收润滑油的再生利用可以适用于多个应用领域。
回收的润滑油可以经过进一步的处理,以满足各种要求。
可再生润滑油可以用于工业机械、发动机润滑、轴承润滑和其他润滑需求。
这能够节省资源、减少环境污染,同时也降低了企业和个人的成本。
总结起来,润滑油回收再生利用的原理是通过将废弃的润滑油进行一系列工艺处理,去除污染物和杂质,使其恢复到适用于再次使用的状态。
这个过程涉及到预处理、分离和精炼等步骤,并且需要控制温度、压力和反应时间等参数。
回收的润滑油可以再生利用于多个领域,实现资源的节约和环境的保护。
(分享)废润滑油无酸再生技术介绍润滑油作为一种缓和机械配件之间摩擦,维护机械设备正常运行的石油制品,在工业发展中有着不可替代的作用。
机械制造业的蓬勃发展以及机动车消费的增长,国内对润滑油需求呈逐年递增的趋势。
然而,润滑油在使用一段时间后,由于机械设计及长期在高温状态运行原因,不仅会受到工作环境中水分、灰尘、机械磨合产物的污染且润滑油中的烃类物质、各类添加剂也会发生氧化反应,形成有机酸、沥青质、炭黑、多环芳烃、醛酮等劣化产物。
润滑油受到上述污染物质影响,其功能不断下降,最终被替换成为废润滑油。
就我国而言,每年替换下来的废润滑油数量巨大,这些废润滑油如果直接排入环境中,不仅会造成资源浪费,对生态系统也会造成严重的危害,而合理再生废润滑油既能避免环境污染还能产生巨大的经济效益。
我国的废润滑油再生技术始于20世纪40年代,经过几十年的发展,废油再生业在规模上有了显著变化,但再生技术仍以硫酸-白土工艺、溶剂萃取-吸附工艺为主,再生过程中存在硫酸用量大、二次污染物排放量大、环境污染重、再生产品品质不理想、再生产品产值较低等问题。
针对上述问题,以加氢工艺、分子蒸馏、微波热解、膜吸附为代表的废润滑油无酸再生工艺,凭借环境友好,再生产品品质高的特点,逐渐成为废润滑油再生研究的热点,工业应用的新方向。
1加氢精制工艺再生废润滑油加氢精制工艺最早应用于天然润滑油加工,得到的产品性能优异,种类丰富。
作为无污染再生精制工艺的代表,近年来在废润滑油再生中也得到了广泛地应用,其工艺流程如图1所示。
由于废润滑油中含有水分、金属屑、沥青质等固体杂质以及汽油、柴油等轻质组份,因此在加氢精制前需要对废润滑油进行沉淀、减压蒸馏等预处理。
经过预处理后得到的废润滑油依然含有多种氧化物,主要以羧基酸、羟基酸、羧酸酯类、醛酮类为主。
这类含氧化物加氢难度最低,经过加氢反应并伴随着缩合开环、脱烷基异构化等反应,最终形成相应的烃类。
而废润滑油中含量较高的饱和烃、芳香烃,在加氢条件下一般不发生反应;而废润滑油中存在的少量烯烃,则在加氢过程会发生加成反应生成相应的饱和烃。

废油再生生产工艺
废油再生生产工艺是一项综合利用废旧润滑油的技术,通过一系列的工艺流程将废油进行处理,使其重新成为可以再利用的润滑油。
废油再生生产工艺主要包括预处理、脱水脱色、脱酸、脱异、脱臭、添加剂调整等环节。
首先进行的是预处理环节。
在预处理环节中,废油首先进行物理处理,主要是通过沉淀、离心等方式去除废油中的固体杂质和水分,以确保后续工艺步骤的顺利进行。
接下来是脱水脱色环节。
在脱水脱色环节中,废油首先经过一系列过滤器和离心分离器,进一步去除废油中的固体杂质。
然后使用一定的化学药剂对废油进行脱色处理,从而提高废油的质量和稳定性。
然后进行的是脱酸环节。
在脱酸环节中,废油首先经过一系列酸洗步骤,使用强酸来去除废油中的酸性杂质。
然后通过碱洗步骤来去除废油中的碱性杂质。
这样可以大大降低废油的酸度,提高废油的质量。
接下来是脱异环节。
在脱异环节中,废油首先经过一系列的萃取步骤,使用一定的溶剂将废油中的异物和重金属杂质与溶剂分离,从而提高废油的纯度和稳定性。
然后是脱臭环节。
在脱臭环节中,废油经过蒸馏或蒸发等方式,将废油中的挥发性有机物和异味物质去除,从而提高废油的品质和可用性。
最后是添加剂调整环节。
在添加剂调整环节中,将符合国家标准的高品质基础油与一定比例的废油混合,然后添加适量的抗氧化剂、抗磨剂和防锈剂等添加剂,使其达到再生润滑油的质量标准。
总的来说,废油再生生产工艺通过一系列的物理和化学处理步骤,将废旧润滑油转化为再生润滑油,实现了废弃资源的再利用,减少了对环境的污染,对于资源的可持续利用具有重要意义。
废油再生工艺现针对我国废油市场和工厂生产实际,旨在寻求一种大型机械(如冷冻机、发电机组等)使用过的废机油和金属清洗过程中所产生的废乳化油的净化、再生新工艺,我国废油再生工艺都有哪些呢?有什么优缺点呢?1、蒸馏—酸洗—白土精制工艺这是一条传统而古老的工艺路线,目前国内约有2/3 的厂家采用这种工艺,该工艺流程较为简单、设备费用较低,可以适用于任何类型的废油,H SO 加入量因油而异,一般在10 %以下,白土用量也因油品质量和对再生油所要求的质量而异,一般亦在10 %以下。
再生油的收率一般在80 %以下,再生油质量不高,仅能作低档油品。
这种工艺所产生的酸渣问题迄今未完全解决,形成了废酸渣和废白土、废水的二次污染。
2、沉降—酸洗—白土蒸馏工艺其主要特点在于将蒸馏和白土精制合并为一个工序,和前工艺比较,减少一个加热高峰,节约了热能,工艺亦较简单。
但它酸洗沉降较缓慢,洗油中可能含有一定量的酸渣,白土蒸馏后亦可能影响油品质量;特别是目前中高档油品比例增加,更增加了使用此工艺的难度,其它弊病如前工艺。
目前,全国约有1/3 工厂使用。
3、沉降—蒸馏—酸洗—钙土精制工艺其主要特点是在白土精制前,先用石灰石粉加入酸洗油中使其中和游离H SO 和石油磺酸,以减少价高的白土用量;待反应结束后再加入活性白土进行吸附精制。
该工艺可以减少价高的白土用量,还有人认为生成的石油磺酸钙有助于内燃机油的质量提高。
4、白土高温接触无酸再生工艺其特点是取消了H SO 精制工艺,油品经白土预蒸馏后,即送入管式—蒸馏联合精制装置循环加热精制,炉管中注入水蒸汽。
精制终温为360~380°C添加剂在高温下和白土催化接触中被分解,为了防止油品氧化,降温过滤后加入约0.2 %T501。
该工艺再生油品质量好,但存在着白土用量大>10 % 、润滑油( )收率较低一般< 80 % 、设备腐蚀较重、炉管可能堵塞、操作条件较为苛刻等因素,故不宜于在我国全面推广该工艺。
废润滑油再生技术的分析进展论文2019-12-151引言润滑油在使用过程中,由于要与金属器件和空气接触,被水分、灰尘污染和汽油稀释,同时暴露在温度、压力和电场等环境中,从而导致其理化性能和使用性能发生改变,成为废油。
废润滑油中绝大部分是有用组分,可作为一种宝贵的再生资源和能源,而目前我国废润滑油的回收率很低,造成了极大的资源浪费和环境污染,其实这些废油并没有完全变质,只是其中一部分变质了,因此只要采用合适的再生技术把其中有害、变质的部分去除,就能达到回收利用的目的。
本文对近年来废润滑油再生技术的最新研究进展进行了综述,并探讨各种再生技术的优缺点和应用前景。
废润滑油再生利用的状况目前国内对废润滑油的处理主要有以下几种方式:直接丢弃、燃烧掉、回收再生处理。
由于废油中含有重金属离子、硫磷氮氧化合物、石油类饱和烃等有害杂质,直接丢弃到环境中会造成土壤和水体污染,危害人体健康,破坏水生动植物链,赵玉霞等总结了主要的石油污染土壤修复技术,对修复已被废润滑油污染的土壤等有一定的参考价值。
而燃烧产生的废气和烟尘中所含的,重金属氧化物和多环芳烃氧化物等,会造成大气污染,危害生态环境和人体健康。
因此,只有将废润滑油集中回收起来,根据废油的变质程度,采用合适的再生技术对其进行再生处理,所得再生油的循环利用可以节约物质和能源资源,在提高资源利用率的同时,最大限度地也减少了有害物质的排放。
世界各国根据自己的发展情况,对废润滑油的再生加工利用采取了不同的对策。
国外侧重点是从环境保护来考虑,求得废油不污染环境,或在再生时不再产生二次污染,同时节约了资源,开发了以加氢精制为主的再生工艺;而我国则是从废润滑油再生利用中获得经济效益来考虑.并且由于技术和资金等不足,对废油再生中所产生的二次污染考虑较少或者处理不力,从而造成了目前国内大部分厂家仍采用以硫酸――白土精制为主的再生工艺技术,容易产生严重的二次污染,而且回收产率不高,能耗较大。
全氢型工艺再生废润滑油技术的开发孙国权;蔡玉录;姚春雷;全辉【摘要】介绍了中国石化抚顺石油化工研究院开发的废润滑油高压加氢处理与补充精制两段加氢组合工艺再生润滑油基础油技术.以废润滑油小于510 ℃馏分油为原料,在小型加氢反应装置上进行试验,在最大限度保留废润滑油中大部分优质基础油组分的同时脱除杂质和芳烃饱和.结果表明:在反应压力为(基准+5)MPa、加氢处理/补充精制反应温度为(基准+20)℃/(基准+10)℃、加氢处理/补充精制体积空速为基准/(基准+1.0)h-1、氢油体积比为800的条件下,废润滑油可再生为润滑油基础油,生成油色度达到+30号,分馏得到大于400 ℃馏分的倾点为-18 ℃,100 ℃黏度为6.856 mm2/s,黏度指数为100,可生产HVI Ⅱ6号基础油产品;320~400 ℃馏分的倾点为-23 ℃,100 ℃黏度为3.218 mm2/s,可作为HVI Ⅱ3号基础油产品或3号工业白油;280~320 ℃馏分的40 ℃黏度为6.725 mm2/s,倾点为-45 ℃,可作为40号通用变压器油;大于320 ℃基础油的收率在80%以上,总液体收率大于98%.%The combined process consistent of high pressure hydrotreatingand hydrofinishing,developed by SINOPEC Fushun Research Institute of Petroleum and Petrochemical,was adopted for the regeneration of waste lubricant oil in a bench scale hydrotreating unit.The oil fraction below 510 ℃ obtained by distillation of waste lubricant was used as hydrotreating feed.The test goal is to retain the majority of high-quality base oil component and simultaneously remove the impurities and saturate the aromatics in the feed.The test results show that at the reaction conditionsof pressure of (base+5) MPa,hydrotreating/hydrofinishing reaction temperature of (base+20) ℃/(base+10) ℃,respectively and liquid volumespace velocity of base/(base+1.0) h-1,respectively,and hydrogen/oil volume ratio of 800,the color of produced oil reaches +30,the >400 ℃fraction produced has a pour point of-18 ℃,viscosity (100 ℃) of 6.856 mm2/s and VI of 100,which can meet the standard requirements of SINOPEC HVI Ⅱ6# base oil.The fraction of 320-400 ℃ has a pour point of-23 ℃ with viscosity (100 ℃)of 3.218 mm2/s and VI of 100,which meets the standard requirements o f SINOPEC HVI Ⅱ3# base oil or 3# industrial white oil product.The fraction of 280-320 ℃ with pour point of-45 ℃,viscosity (40 ℃) of 6.725 mm2/s meets the standard requirements of PetroChina40# universal transformer oil.The liquid yield of >320 ℃ fraction is more than 80% and the total liquid yield is more than 98%.【期刊名称】《石油炼制与化工》【年(卷),期】2017(048)003【总页数】6页(P11-16)【关键词】废润滑油;加氢处理;补充精制;贵金属【作者】孙国权;蔡玉录;姚春雷;全辉【作者单位】中国石化抚顺石油化工研究院,辽宁抚顺 113001;中国石油抚顺石化公司腈纶化工厂;中国石化抚顺石油化工研究院,辽宁抚顺 113001;中国石化抚顺石油化工研究院,辽宁抚顺 113001【正文语种】中文随着我国经济的迅猛发展,汽车、轮船、机械等润滑油的需求不断增长,同时也产生大量的废润滑油料。
国内外废润滑油的再生工艺技术
作者:蔡茂
来源:《中国化工贸易·中旬刊》2018年第08期
摘要:润滑油在机械行业制造领域中的应用十分广泛,然而润滑油在使用一段时间后,由于性能指标降低,所以会形成废油,如果直接将其进行处理,不仅会造成大量的资源浪费,同时也会对生态环境造成严重影响。
因此,废润滑油再生工艺的研究成为了机械制造领域的重点,需要相关业内人士提供高度重视。
文章重点就国内外废润滑油的再生工艺技术进行研究分析,以供参考和借鉴。
关键词:国内外;废润滑油;再生工艺;技术
对于机械制造而言,其发动机传动系统的正常有序运行离不开润滑油,而润滑油在工作一段时间后会发生质变,特别是在冷却、传动和热处理装置中使用的润滑油,其质变的速度更快,如此会导致润滑油的性能有所降低,最终形成废润滑油。
而废润滑油的再生工艺技术主要是将其进行回收处理,最终进行二次利用,一方面缓解当下世界的能源危机,另一方面也对环境保护起到一定的积极性效果。
1 国内废润滑油再生工艺技术研究
1.1 蒸馏-酸洗-白土精制工艺
现阶段,我国大部分企业都是采用蒸馏-酸洗-白土精制工艺进行废润滑油的再生处理。
相对比其它工艺技术,该技术主要原料是酸和白土,所以成本投入较低,加之处理工艺相对简便、对设备依赖性较低、适用于多种废润滑油的处理,所以其成为主流的工艺再生技术。
蒸馏-酸洗-白土精制工艺进行废润滑油处理主要应用的是硫酸,而硫酸加入量的多少主要取决于废润滑油的废弃程度,同时对于白土的添加量也需要根据废潤滑油的要求而定。
尽管蒸馏-酸洗-白土精制工艺具有多种优势,但是也不可避免的存在一些不足,例如该工艺进行废润滑油处理的再生利用率较低,同时再生的润滑油在质量和性能方面指标较差。
另外,由于蒸馏-酸洗-白土精制工艺涉及到硫酸和白土的大量使用,所以为后续的处理提出了更高的要求,一旦处理不到位,就会造成严重的生态环境污染。
1.2 沉降-蒸馏-酸洗-钙土精制工艺
相对比蒸馏-酸洗-白土精制工艺,沉降-蒸馏-酸洗-钙土精制工艺更加适用于当下的工业生产。
该工艺的主要原理如下,即废润滑油经过硫酸酸化处理后,向体系中加入一定量的石灰粉进行中和反应,去除体系中的硫酸和石油磺酸等物质,不仅极大地提高了废润滑油的再生质量和性能,同时也更加的环保。
另外,沉降-蒸馏-酸洗-钙土精制工艺中对于硫酸和白土的使用量较低,成本投入较少,所以应用前景十分广阔。
1.3 蒸馏-糠醛精制-白土精制工艺
该工艺技术的最大优势在于通过糠醛进行废润滑油的萃取操作,以此达到去除体系中非理想成分的目的。
通过蒸馏-糠醛精制-白土精制工艺所再生的润滑油,回收率高达85%,无论是在色泽还是性能方面,都基本达到了相关的标准和规范,具有良好的应用前景。
但是蒸馏-糠醛精制-白土精制工艺也或多或少的存在一些缺陷,即糠醛的使用量较大,导致溶剂回收出现能耗问题,同时该工艺技术对于设备的要求较高,会降低设备的使用寿命,最终提高成本投入。
2 国外废润滑油再生工艺技术研究
2.1 IFP工艺法
该工艺技术作为硫酸-白土精制工艺的一种,主要原理与其相同,但是也存在一些异处,即在使用硫酸进行废润滑油酸化处理前,需要用丙烷对体系进行萃取净化,目的主要是降低硫酸和白土等原料的投入量。
相对比传统的硫酸-白土精制工艺,IFP工艺法不仅可以大大提高润滑油的再生质量和性能,同时由于降低了原料的使用量,所以在运行投入成本方面也得到了很大程度的改善。
2.2 Snamprogeti工艺
Snamprogeti工艺是意大利S.P.A.公司在IFP工艺技术基础之上进行改造和优化得到的,该技术原理如下,即废润滑油在进行精制处理前,先经常压蒸馏以去除体系中的水分和轻油物质,接着使用丙烷进行真空蒸馏,最终获得润滑油基础油,而对于体系残留部分可以再次利用丙烷油进行抽取,从而提高润滑油的再生效率。
相对比IFP工艺技术,Snamprogeti工艺不需要消耗硫酸和白土,并且后续处理中也不存在酸渣和废渣的处理,一方面降低了成本投入,另一方面也有效确保生态环境不受到污染。
但是该工艺技术由于对装置的要求较高,通常需要多套设备和装置进行组合操作,所以再生操作流程繁琐复杂,不适用于现实的工艺生产中。
2.3 Meinken工艺
Meinken工艺作为硫酸-白土精制工艺的改善和优化,是德国Meinken公司开发和研究的。
该工艺技术在硫酸-白土精制工艺基础之上,研发了一种强力的搅拌器,其作用是确保硫酸和废润滑油体系的反应更加充分,最终达到减少酸渣生成的目的。
由于搅拌效果更加显著,所以最终得到的润滑油再生质量和性能指标更高。
2.4 BERC工艺
BERC工艺是由美国能源中心研究开发的一种无酸工艺,主要特点是利用混合有机溶剂对废润滑油进行萃取和离心处理,除去废润滑油中的非理想组分。
废润滑油经溶剂精制后,再经减压蒸馏蒸出馏分,所得馏分再进行加氢精制或白土补充精制,即可得润滑油基础油。
3 结束语
综上所述,对于工业生产制造所使用的润滑油,其再生处理工艺技术的研究一方面可提高资源的利用效率,另一方面也可达到保护环境的实质性目的。
当下国内外对于废润滑油的再生处理工艺研究力度不断加强,虽然取得一定成效,但是仍然存在一些不足,需给予更深层次的研究。
参考文献:
[1]张玉君.废润滑油再生工艺现状与发展[D].大庆:东北石油大学,2016.
[2]孙红翠,傅忠君,王倩倩.国内外废润滑油的再生工艺技术[J].石油规划设计,2011,22(04):17-21+56.。