0i系统连接
- 格式:pdf
- 大小:835.58 KB
- 文档页数:8


数控维修实训指导书FANUC 0imateC/0iC 型数控系统顾拥军 顾海 编写二 00 九年八月目录FANUC 0imate/0i 系统的基本连接 系统数据的传输 机床参数的设置实验 伺服驱动单元的调试及故障诊断 主轴变频单元的调试及故障 机床主轴的概念及主轴编码器的安装与故障诊断 PLC 编程练习 机床回参考点 丝杆螺距误差补偿 外围机床故障模拟与诊断 刀架控制原理及调试 数控机床全闭环控制(配光栅尺) 项目一FANUC Oi C/0i mate C 数控系统的基本连接一、 实训目的1、 了解FANUC 数控系统的各基本单元2、 了解FANUC 数控系统的硬件连接二、 实训设备1、RS-SY-Oi C/Oi mate C 数控机床综合实验系统项目一项目二项目三项目四项目五项目六项目七 项目八 项目九项目十项目十一 项目、基础知识目前FANUC出厂的OiC/Oi-Mate-C包括加工中心/铣床用的OIMC/Oi-Mate-MC 和车床用的OiTC/ Oi-Mate-TC,各系统一般配置如下:注意:对于Oi Mate-C,如果没有主轴电机,伺服放大器是单轴型(SVU),如果包括主轴电机,放大器是一一体型(SVPM)。
1、FANUC Oi-C 及FANUC 01 Mate-C 系统构成:FANUC Oi-C系统可控制4个进给轴和一个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机等。
FANUC OI Mate-C系统可控制3个进给轴和一个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机和外置I/O模块等。
FANUC Oi C/Oi mate C控制单元接口见下图伺服检测板插座 (CA69) I/O 接口装置插座(JD36A > 左 ■ TD36B)右1 . FSSB 光缆一般接左边插口。
2 .风扇,电池,软键,MDI 等一般都已经连接好,不要改动。
3•伺服检测[CA69]不需要连接。

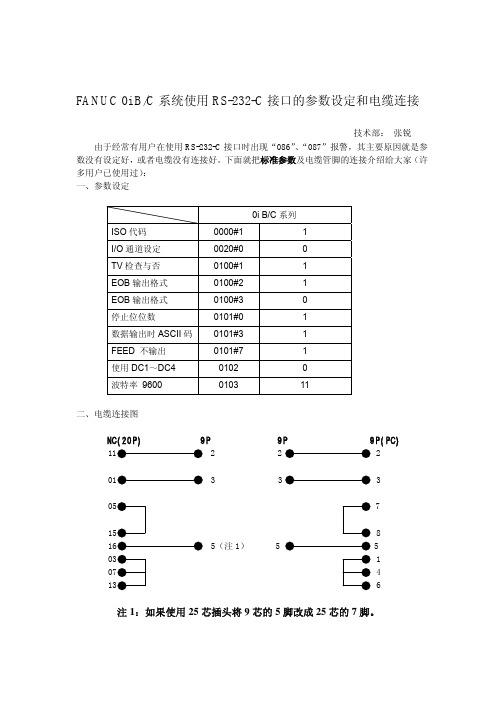
FANUC 0i B/C系统使用RS-232-C接口的参数设定和电缆连接技术部:张锐由于经常有用户在使用RS-232-C接口时出现“086”、“087”报警,其主要原因就是参数没有设定好,或者电缆没有连接好。
下面就把标准参数及电缆管脚的连接介绍给大家(许多用户已使用过):一、参数设定二、电缆连接图NC(20P) 9P 9P 9P(PC)2 23 385146 注1:如果使用25芯插头将9芯的5脚改成25芯的7脚。
三、使用Windows 中的超级终端进行传输参数、加工程序1. 计算机侧的设定步骤1) Windows 98中的附件中的通信中选择超级终端,并执行。
该程序运行后则显示右图显示的画面2) 设定新建连接的名称CNC (或其他),并选择连接的图标。
设定方法如右图所示。
3) 在完成第2项的设定后,用鼠标确认确定按钮,则会出现右图所显示的画面,而后根据本计算机的资源情况设定进行连接的串口,本例子选择为直接连接到串口1。
4) 在完成第3项的设定后,用鼠标确认确定按钮,则会出现右图所显示的画面,该画面即为完成串行通信的必要参数。
波特率:9600(可根据系统设定的参数而定)数据位:8奇偶校验:无停止位:1流量控制:Xon/Xoff5) 完成第4项的设定后,进行设定该CNC连接的属性,在设置的画面中按右图所示的选择设定。
在以上的设定工作完成后,则可进行计算机与数控系统的通讯工作了,以下程序名称DEMO.txt 为例,进行通讯。
6) 在完成第5项的设定后,进行设定ASCII 码的设定画面,设定选择按右图所示的选择设定。
当要接收数控系统的信息时,首先要将计算机的CNC 连接打开,打开后从下拉菜单传送中选择捕获文本,并执行该程序,随即显示右图的显示内容,命名DEMO.TXT后,确认开始。
当要发送数控系统的信息时,首先要将数控系统处于接收状态,然后设定计算机的状态,从下拉菜单传送中选择发送文本文件,并执行该程序,随即显示右图的显示内容,选择DEMO.TXT 后,确认打开。
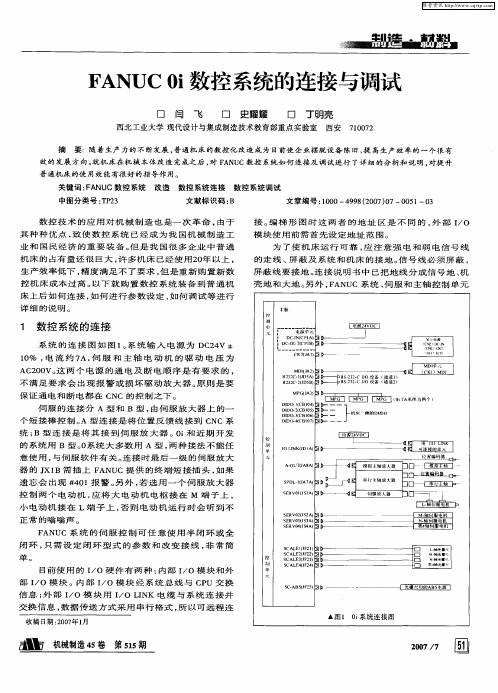
数控系统FANUC-0i Mate C系统的组成与连接FANUC-0i Mate C的系统结构与FANUC-0i C系统基本相同,只是取消了扩展小槽功能板,如远程缓冲器串行通信板DNC1/DNC2、数据服务器板、以太网功能板等。
CP1:系统直流24V输入电源接口,一般与机床侧的DC24V稳压电源连接。
FUSE:系统DC24V输入熔断器(5A)。
JA7A:串行主轴/主轴位置编码器信号接口。
当主轴为串行主轴时,与主轴放大器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码器的主轴位置反馈信号接口。
JA40:模拟量主轴的速度信号接口,CNC系统输出的速度信号(0~10V)与变频器的模拟量频率设定端相连接。
JD44A:外接的I/O卡或I/O模块信号接口(I/O Link控制)。
JD36A:RS-232-C串行通信接口(0、1通道)。
JD36B:RS-232-C串行通信接口(2通道)。
CA69:伺服检测板接口。
CA55:系统MDI键盘信号接口。
CN2:系统操作软键信号接口。
CPl0A:系统伺服高速串行通信FSSB接口(光缆),与伺服放大器的CP10B连接。
Battery:系统备用电池(3V标准锂电池)。
Fan Unit:系统散热的风扇(两个)。
下图为一台采用FANUC-0i Mate C系统的数控铣床电气系统连接图。
机床的伺服放大器采用可靠性强、价格性能比卓越的βi系列伺服驱动模块。
该伺服驱动模块集电源模块、主轴模块、伺服模块为一体的伺服驱动单元,使机床的电气系统所占空间大大缩小。
而且伺服电动机采用价格性能比卓越的βis进给伺服电动机及βi串行主轴电动机,在具有充足的性能和功能的前提下,充分体现了价格性能比卓越的特点。
下图为FANUC-0i Mate的总连接图。
FANUC-0i Mate总连接。
0i-C 系统结构及硬件连接
目前北京FANUC 出厂的0iC/0i-Mate-C 包括加工中心/铣床用的0IMC/0i-Mate-MC 和车床用的0iTC/ 0i-Mate-TC ,各系统一般配置如下:
系统型号 用于机床
放大器
电机
0iMC 加工中心,铣床 αi系列的放大器 αi,αIs 系列 0iC 最多4轴 0iTC
车床
αi系列的放大器 αi,αIs 系列 0i Mate MC 加工中心,铣床 βi系列的放大器 βi, βIs 系列
0i Mate C 最多3轴 0i Mate TC
车床
βi系列的放大器
βi, βIs 系列
注意:对于0i Mate-C, 如果没有主轴电机, 伺服放大器是单轴型(SVU), 如果包括主轴电机,放大器是一体型(SVPM),下面详细介绍基本调试步骤。
1.基本连接图
主轴电机 伺服电机
2.0i-C显示器外形结构
插座号用途
COP10A-1 伺服放大器(FSSB)
CA55 MDI
CA69 伺服检查板
JD36A RS-232C串口
JD36B RS-232C串口
JA40 模拟输出/高速DI
JA44A I/O Link
JA41 串行主轴/位置编码器
CP1 DC24V-输入
3.显示器与主板结构
0i-C主板与显示器为一体型,其结构如图:
(1)轴控制
卡(2)显示卡(3)CPU卡
(4)电源单元
电源单元的输入为24V直流电,经变压后,在印刷板内部有5V,3.3V,15V三种电压,3.3V为内部CPU使用。
4.把轴卡、显卡、CPU卡拆下来之后,就可看到存储卡和模拟主轴卡。
在使用模拟主轴时,如果模拟主轴无信号输出,则首先检查是否安装了模拟主轴卡,可从诊断中判断。
#1(POS ) :模拟主轴控制所需要的模块。
0:没安装。
1:已安装。
FANUC 每个印刷板都有一个编号,具体型号可参照下表:
序号
名称 生产号 功能 备注 A20B-3300-0393 2轴控制 (1) 轴控制卡 A20B-3300-0392 4轴控制 A20B-3300-0281 8.4” 彩色LCD (2) 显示控制卡 A20B-3300-0283 7.2” 单色LCD A20B-3300-0291 DRAM 16MB486
A20B-3300-0290 DRAM 32MB486 0i-C (3) CPU A20B-3300-0313 DRAM32MB 奔腾 0i-C
(4) 电源单元 A20B-8101-0180
(5) FROM/SRAM 模块 A20B-3900-0163 FROM 32MB SRAM1MB FROM 存储不同的控制软件。
SRAM 的数据由电池来保持。
(6) 模拟主轴模块 A20B-3900-0170
模拟主轴位置编码器
6 框图结构:
5.总体连接
急停接2 和3脚
MCC接1和3脚
控制电源接1和2脚(一脚接24V)。