铰刀切削参数表
- 格式:doc
- 大小:69.50 KB
- 文档页数:3
合金铰刀铰孔转速参数
合金铰刀铰孔转速参数的选择需要考虑多个因素,如合金铰刀的材质、直径、孔径大小、刀具类型以及进给量等。
一般来说,高速钢合金铰刀的转速适合在1500-3000转/分钟之间,而硬质合金铰刀的转速适合在500-1000转/分钟之间。
随着合金铰刀直径的增加,其所能承受的转速范围会有所变化。
例如,直径小于3mm的合金铰刀适合转速在5000-8000转/分钟之间,直径在
3mm-6mm之间的合金铰刀适合转速在3000-6000转/分钟之间,直径在6mm以上的合金铰刀适合转速在1500-3000转/分钟之间。
此外,孔径大小、刀具类型和进给量等因素也会对转速的选择产生影响。
因此,在实际操作中,需要根据具体情况进行综合考虑,以选择合适的转速参数。
20铰刀铰孔转速参数
铰刀铰孔的转速参数受多种因素的影响,包括加工材料的种类、孔径的大小以及刀具的类型等。
以下是关于转速的一些指导原则:
加工材料:不同种类的加工材料应采用不同的转速。
例如,对于钢材(如35CrMo、40Cr或45号钢)而言,转速通常在50-300r/min 左右;而对于玻璃钢和铸铁等非金属材料,转速可能较低,大约在20-80r/min左右。
1
孔径大小:孔径越小,铰刀的转速应该更快。
当孔径小于5mm时,转速通常需要超过100r/min;而当孔径大于10mm时,转速通常不会超过100r/min。
刀具类型:不同类型的刀具有不同的转速范围。
整体硬质合金刀具的转速一般在150-300r/min左右;可转换刀体的转速则需要根据具体刀具来确定。
进给量:进给量的高低会影响铰刀铰孔的转速选择。
在高进给量下(例如3mm/min以上),转速应相应加快;而在低进给量下(如1mm/min以下),转速应减慢。
合金铰刀铰孔转速参数
合金铰刀铰孔的转速参数取决于多个因素,包括材料类型、工件直径、铰刀尺寸、铰孔深度等。
一般来说,以下是合金铰刀铰孔的转速参数的一些考虑:
1.材料类型:不同材料具有不同的硬度和切削特性。
硬材料
(如不锈钢、合金钢)通常需要较低的转速,而软材料(如铝合金)可以使用较高的转速。
2.铰刀尺寸:铰刀的直径和设计也会影响转速参数。
一般来
说,较大直径的铰刀可以使用较低的转速,而较小直径的铰刀可能需要更高的转速。
3.铰孔深度:深度较大的铰孔可能需要降低转速,以确保切
削质量、避免过热和振动。
4.切削速率:合理的切削速率是保证高质量铰孔的关键。
一
般切削速率为每分钟铰孔进给量/铰刀齿数,通常建议在合金铰刀铰孔时保持中等切削速率。
总的来说,选择合适的铰刀尺寸、合金铰刀类型,并根据具体情况逐渐调整转速,以实现高效、质量良好的铰孔。

孔加工的切削参数及加工余量1)孔加工的切削参数表 1~表 4 中列出了部分孔加工切削用量,供选择时参照。
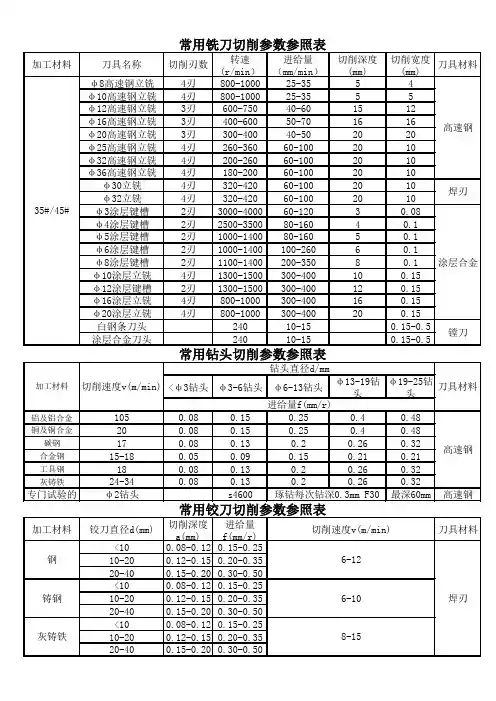
表 1 高速钢钻头加工钢件的切削用量材料强δb=520~700MPa δ b=700~900MPa δb=1000~ 1100MPa 切度(35 、 45 钢) (15Cr 、 20Cr) (合金钢 )削钻用量 f f f头υc υ c υc 直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~ 6 8~ 25 0.05 ~ 0.1 12~ 30 0.05 ~0.1 8~ 15 0.03 ~ 0.08 6~ 12 8~ 25 0.1 ~0.2 12~ 30 0.1 ~0.2 8~ 15 0.08 ~ 0.15 12~22 8~ 25 0.2 ~0.3 12~ 30 0.2 ~0.3 8~ 15 0.15 ~ 0.25 22~50 8~ 25 0.3 ~0.45 12~ 30 0.3 ~0.54 8~ 15 0.25 ~ 0.35表 2 高速钢钻头加工铸铁的切削用量材料硬度160 ~200HBS 200~400HBS 300~400HBS 切钻削用量υ c f υ c f υ c f 头直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~6 16~ 24 0.07 ~0.12 10~ 18 0.05 ~ 0.1 5~12 0.03 ~0.08 6~ 12 16~ 24 0.12 ~ 0.2 10~ 18 0.1 ~0.18 5~12 0.08 ~0.15 12~22 16~ 24 0.2 ~0.4 10~ 18 0.18 ~0.25 5~12 0.15 ~ 0.2 22~50 16~ 24 0.4 ~0.8 10~ 18 0.25 ~ 0.4 5~12 0.2 ~0.3表 3 高速钢铰刀铰孔的切削用量工件资料铸铁钢及合金钢铝铜及其合金切削用量υc f υc f υ c f /(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 铰刀直径6~ 10 2~6 0.3 ~ 0.5 1.2 ~5 0.3 ~ 0.4 8~ 12 0.3 ~0.5 10~15 2~6 0.5 ~1 1.2 ~5 0.4 ~ 0.5 8~ 12 0.5 ~1 15~25 2~6 0.8 ~ 1.5 1.2 ~5 0.5 ~ 0.6 8~ 12 0.8 ~1.5 25~40 2~6 0.8 ~ 1.5 1.2 ~5 0.4 ~ 0.6 8~ 12 0.8 ~1.5 40~60 2~6 1.2 ~ 1.8 1.2 ~5 0.5 ~ 0.6 8~ 12 1.5 ~2表 4 镗孔切削用量工件资料铸铁钢及合金钢铝及其合金工序切削用量υc fυc f υ c f刀具资料/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r)高速钢20~2515~300.35 ~0.7100~ 150 0.5 ~ 1.5粗加工35~50 0.4 ~0.45100~ 250 合金 50~70高速钢20~35 15~50 0.15 ~0.45100~ 2000.2 ~ 0.5半精加工50~70 0.15 ~ 0.45 合金 95~135高速钢70~90D1 级<0.08 0.02 ~0.15150~ 4000.06 ~ 0.1精加工100~135合金D 级 0.12 ~0.152)孔加工的加工余量表 5 中列出在实体资料上的孔加工方式及加工余量,供选择时参照。
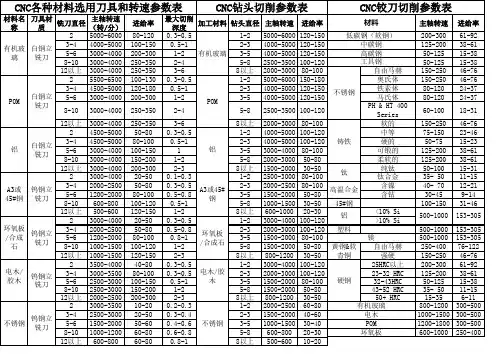

CNC各种材料选用刀具与转速参数表
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
铰刀转速进给参数表铰刀是一种常见的金属加工工具,广泛应用于机械加工、汽车制造、航空航天等领域。
在使用铰刀进行加工时,需要根据不同的材料、加工要求和设备条件等因素,确定合适的转速和进给参数。
本文将介绍铰刀转速进给参数表的编制方法和应用实例,以期对读者在铰刀加工中提供帮助。
二、铰刀转速进给参数表的编制方法铰刀转速进给参数表是根据铰刀的材料、刃数、刃径、刃长、切削深度、切削速度等因素,结合加工要求和设备条件,制定的一份规范化的表格。
编制铰刀转速进给参数表的方法如下:1.确定铰刀的材料和硬度。
不同的材料和硬度对铰刀的切削性能和耐磨性有影响,需要根据实际情况进行选择。
2.确定铰刀的刃数、刃径和刃长。
铰刀的刃数、刃径和刃长影响着切削力和切削刃数,需要根据加工要求和设备条件进行选择。
3.确定铰刀的切削深度和切削速度。
铰刀的切削深度和切削速度决定了加工效率和加工质量,需要根据材料、硬度、刃数、刃径、刃长等因素进行综合考虑。
4.根据上述参数,编制铰刀转速进给参数表。
表格应包括铰刀的材料、刃数、刃径、刃长、切削深度、切削速度等参数,以及对应的转速和进给速度。
表格应尽可能详细,方便使用者查阅。
三、铰刀转速进给参数表的应用实例下面以一款HSS铰刀为例,介绍铰刀转速进给参数表的应用实例。
1.铰刀材料:HSS2.铰刀刃数:43.铰刀刃径:10mm4.铰刀刃长:25mm5.铰刀切削深度:2mm6.铰刀切削速度:30m/min根据上述参数,编制铰刀转速进给参数表如下:铰刀转速进给参数表材料刃数刃径刃长切削深度切削速度转速进给速度HSS 4 10mm 25mm 2mm 30m/min 240rpm 0.08mm/r使用者根据实际情况,可以根据表格中的参数,确定适合的转速和进给速度,进行铰刀加工。
四、总结铰刀转速进给参数表是铰刀加工中的重要工具,可以帮助使用者确定合适的加工参数,提高加工效率和加工质量。
编制铰刀转速进给参数表需要考虑多方面因素,如材料、刃数、刃径、刃长、切削深度、切削速度等,以便准确地反映出不同条件下的合适参数。
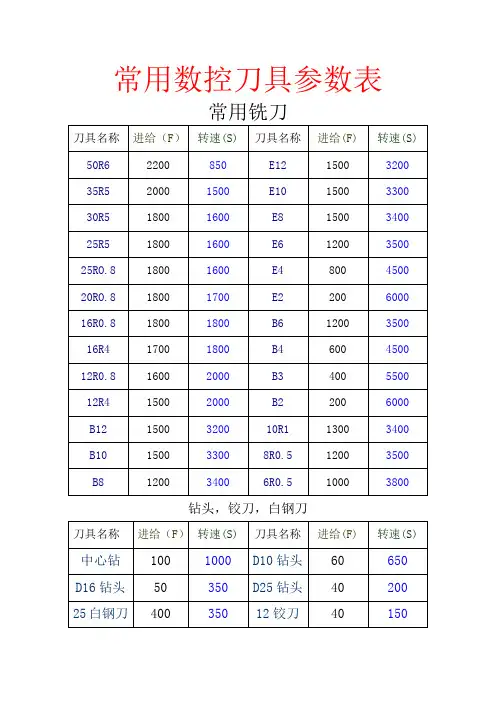
CNC各种材料选用刀具和转速参数表CNC钻头切削参数表CNC铰刀切削参数表材料名称刀具材质铣刀直径主轴转速(转/ 分)进给率最大切削深度加工材料钻头直径主轴转速进给率材料主轴转速进给率2 5000-6000 80-120 0.3-0.5 1-2 5000-6000 120-150 200-300 61-92低碳钢(软钢)有机玻璃白钢立铣刀3-4 4000-5000 100-150 0.5-1 2-3 4000-5000 120-150 中碳钢125-200 38-615-6 3000-4000 200-300 1-2 有机玻璃3-5 4000-5000 120-150 高碳钢50-125 15-388-10 3000-4000 250-350 2-4 5-8 2500-3500 100-120 工具钢50-125 15-38 12以上3000-4000 250-350 3-6 8以上2000-3000 80-100 自由马赫150-250 46-762 5500-6500 100-130 0.3-0.5 1-2 5000-6000 150-180 奥氏体150-250 46-76POM 白钢立铣刀3-4 4500-5000 120-180 0.5-1 2-3 4000-5000 120-150 铁素体80-120 24-37不锈钢5-6 3000-4000 200-300 1-2 3-5 4000-5000 120-150 马氏体80-120 24-37POMPH & HT 400 8-10 3000-4000 250-350 2-4 5-8 2500-3500 100-120 60-100 18-31Series 12以上3000-4000 250-350 3-6 8以上2000-3000 80-100 软的150-250 46-762 4500-5000 50-80 0.3-0.5 1-2 4000-5000 100-120 中等75-150 23-46铝白钢立铣刀3-4 4500-5000 80-100 0.5-1 2-3 4000-5000 100-120 50-75 15-23硬的铸铁5-6 3000-4000 100-150 1 3-5 3000-4000 80-100 125-200 38-61铝可锻的8-10 3000-4000 150-200 1-2 5-8 2000-3000 50-80 125-200 38-61柔软的12以上3000-4000 200-300 2-3 8以上1500-2000 30-50 纯钛50-100 15-31钛2 3000-4000 20-50 0.1-0.3 1-2 2500-3000 80-100 35- 50 11-15钛合金A3或45#钢钨钢立铣刀3-4 2000-2500 50-80 0.3-0.5 2-3 2000-2500 80-100 含镍40- 70 12-21A3或45#高温合金5-6 1200-2000 80-100 0.5-0.8 3-5 1500-2000 50-80 含钴30-45 9-14钢8-10 600-800 100-120 0.5-1 5-8 1000-1500 30-50 45#钢100-150 31-462 3000-4000 20-50 0.3-0.5 1-2 3000-4000 100-120 >10% Si12以上500-600 120-150 1-2 8以上600-1000 20-30 <10% Si铝500-1000 153-305环氧板/ 合成石钨钢立铣刀3-4 2000-2500 50-80 0.5-0.8 2-3 2000-3000 100-120 塑料500-1000 153-305环氧板5-6 1200-2000 80-100 0.8-1 3-5 1500-2000 80-100 500-1000 153-305镁/ 合成石8-10 1000-1500 100-120 1-2 5-8 1500-2000 50-80 黄钢&软自由马赫250-400 76-12212以上1000-1500 120-150 2-3 8以上800-1200 30-50 强硬150-250 46-76青铜电木/ 胶木钨钢立铣刀2 3500-4000 40-80 0.3-0.5 1-2 3000-4000 100-120 25HRC以上200-300 61-92电木/ 胶3-4 3000-3500 80-100 0.3-0.5 2-3 2000-3000 100-120 23-32 HRC 125-200 38-615-6 2500-3000 100-150 0.5-1 木3-5 1500-2000 80-100 硬钢32-43HRC 50-125 15-388-10 2500-3000 150-200 1-2 5-8 1500-2000 50-80 43-52 HRC 35- 50 11-1512以上2000-2500 200-300 2-3 8以上800-1200 30-50 50+ HRC 15-35 6-112 3000-3500 10-20 0.2-0.3 1-2 2000-2500 60-80 有机玻璃800-1200 300-500不锈钢钨钢立铣刀3-4 2500-3000 20-50 0.3-0.4 2-3 1500-2000 40-60 1000-1500 300-500电木5-6 1500-2000 50-60 0.4-0.6 不锈钢3-5 1000-1500 30-40 POM 1200-1800 300-5008-10 1000-1200 60-80 0.6-0.8 5-8 600-800 20-30 环氧板600-1000 250-400 12以上600-800 60-80 0.8-1 8以上500-600 10-20。