最新钻头切削参数表教学文案
- 格式:doc
- 大小:73.50 KB
- 文档页数:4

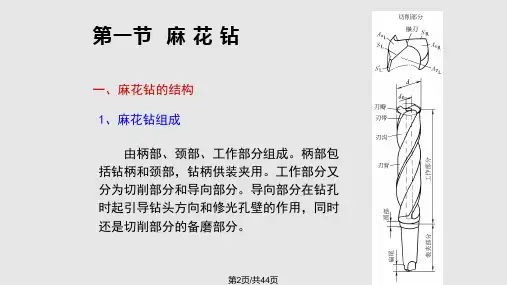
常用刀具的切削参数1.钻头:钻头是一种旋转式刀具,通常用于在硬材料上钻孔。
切削速度是指钻头每分钟旋转圈数,一般以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型和钻头直径的影响。
对于大型孔径和脆性材料,较低的切削速度可能更合适。
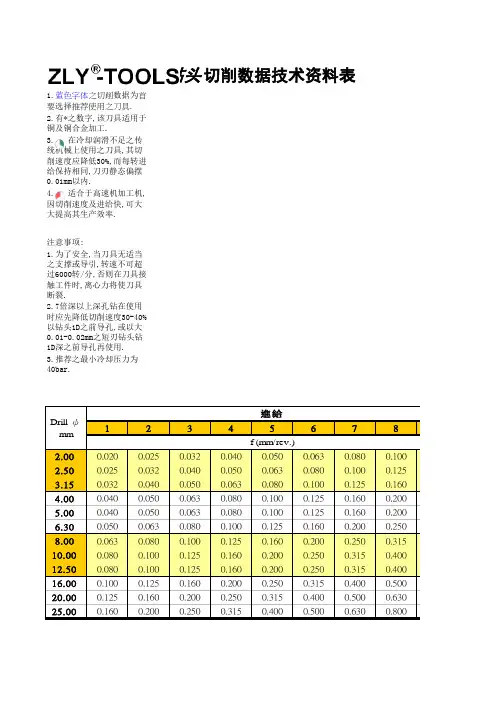
进给量是指每转刀具在轴向(沿钻孔方向)上移动的距离。
进给量的选择将受到钻头直径和材料类型的影响。
较大直径的钻头可能需要较大的进给量。
切削深度是指钻头在一次进给中的轴向深度。
如果切削深度太大,可能会导致钻头断裂或切削不洁净。
切削深度的选择还将受到材料类型和钻头直径的影响。
2.铣刀:铣刀是一种回转和前进运动刀具,常用于平面加工、开槽和切割。
切削速度是指铣刀每分钟旋转圈数,同样以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、铣刀材料和刀具直径的影响。
进给量是指铣刀在工件表面上移动的距离。
较大的进给量将导致更高的切削速度,但也可能影响切削表面的质量。
切削深度是指铣刀在一次运动中与工件表面的最大距离。
切削深度的选择将受到材料类型和铣刀直径的影响。
3.车刀:车刀是一种在工件上进行旋转切削的刀具,常用于车削和车削加工。
切削速度是指车刀每分钟旋转圈数,仍然以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、车刀材料和刀具直径的影响。
进给量是指车刀在工件上移动的距离。
较大的进给量可以提高生产效率,但也可能影响切削表面的质量。
切削深度是指车刀与工件表面的最大距离。
切削深度的选择将受到材料类型和车刀直径的影响。
4.锯片:锯片是一种用于切割材料的刀具,常用于金属、木材和塑料加工。
切削速度是指锯片每分钟旋转圈数,仍然以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、锯片材料和刀具直径的影响。
进给量是指锯片在工件上移动的距离。
较大的进给量可以提高切割速度,但也可能导致切割表面质量的下降。
切削深度是指锯片与工件表面的最大距离。
切削深度的选择通常由锯片的直径和材料类型确定。
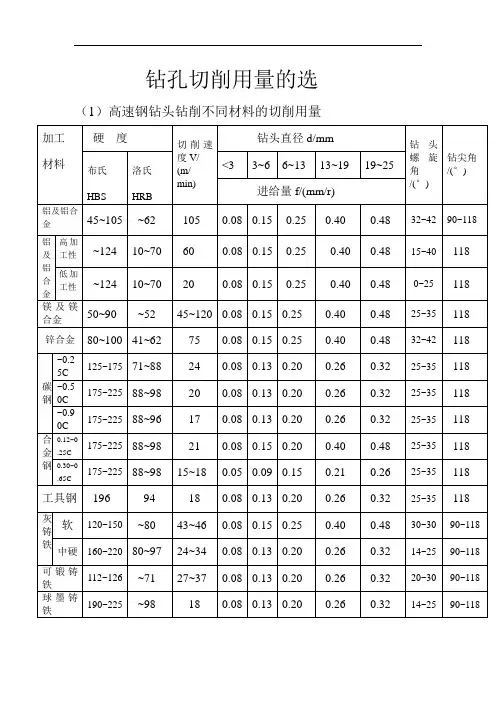
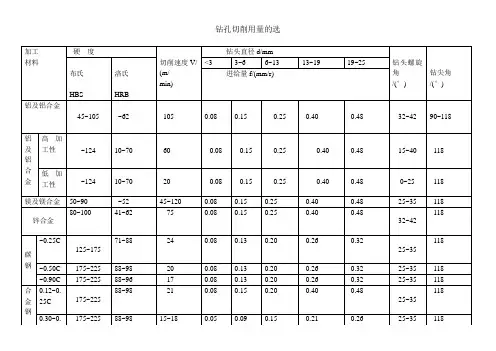
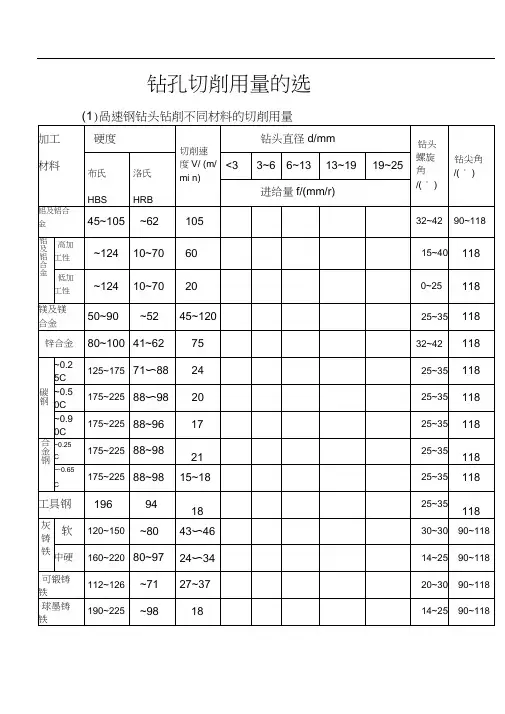
钻孔切削用量的选(1)高速钢钻头钻削不同材料的切削用量
(2)硬质合金钻头钻削不同材料的切削用量
《成数》教学设计
建中小学:刘红
教学内容:
新人教版六年级数学下册第二单元第9页的内容
教材分析:
本教材是最新人教版本,全书贯通《小学数学新课程标准》精神,旨在培养孩子们的综合能力,在学习上,倡导以学生为主体,老师只是学生学习的组织者、引导者和合作者,所以在教学设计上,一定要把孩子的主动学习、独立思考、自主探索放在首要位置!
学情分析:
1、大部分学生能从已有知识经验出发。
获取知识,抽象思维水平有了一定的发展,具备了一定的学习数学的能力。
2、绝大多数学生养成了良好的学习习惯,在课堂上能积极主动地参与学习过程,并勇于发表自己的意见,听取和尊重别人的意见,独立思考,并能自评。
3、在上册已经认识了百分数,并理解了单位”1“,会解答与百分数相关的一些生活实际问题。
教学目标:
1、知识和技能:
明确成数的含义,能够熟练的把成数写成分数、百分数,正确解答有关成数的生活实际问题。
2、过程与方法:
通过成数的计算,进一步掌握解决百分数的方法。
3、情感态度与价值观:。
常用钻头转速和进给参数在机械加工领域,钻孔是一个非常常见且重要的工序。
无论是木材、金属还是塑料,钻孔都是必不可少的工艺之一。
而正确选择和调整钻头的转速和进给参数,对于钻孔质量和效率有着显著的影响。
本文将为您介绍常用的钻头转速和进给参数,并提供指导意义。
首先,让我们先来了解一下钻头的转速参数。
钻头的转速通常使用转/分钟(rpm)来表示。
转速的选择应根据钻头的直径、材料和加工工艺来确定。
通常情况下,钻头直径越大,转速就要越慢。
原因是,大直径钻头在转动时产生的离心力会更大,因此转速过快会导致钻孔不稳定、刀具磨损加剧甚至危险。
另外,不同材料有不同的切削速度要求。
一般来说,钻木材需要较高的转速,而钻金属需要较低的转速。
其次,我们需要了解钻头的进给参数。
进给参数主要包括每转进给量和进给速度。
每转进给量是指每转钻孔时刀具在轴向方向移动的距离。
它的选择取决于加工要求和材料特性。
例如,钻孔深度较大时,每转进给量可以适当增大,以提高钻孔效率。
而对于较脆弱的材料,每转进给量应较小,以减小切削力,避免破裂。
进给速度是指刀具在单位时间内前进的距离,通常使用毫米/分钟(mm/min)来表示。
进给速度的选择与转速相似,取决于材料的硬度和切削性能。
一般情况下,硬度较高的材料需要较低的进给速度。
综上所述,正确选择钻头的转速和进给参数对于钻孔的质量和效率至关重要。
在实际加工过程中,需要根据加工材料的特性、钻孔直径和工艺要求综合考虑。
一般来说,钻孔直径越大,转速和进给参数应调低;而在钻孔木材时,转速和进给参数可以适当提高。
此外,还需要根据实际情况进行试钻和调整,以获取最佳加工效果。
当然,除了钻头的转速和进给参数外,我们还需要注意钻孔过程中的冷却润滑。
在高速旋转的钻头切削过程中,会产生大量的热量,如果不及时冷却,不仅会影响钻孔质量,还可能损坏刀具。
因此,在钻孔过程中,一定要通过切削液或润滑油来冷却和润滑,以提高切削效率和延长刀具寿命。
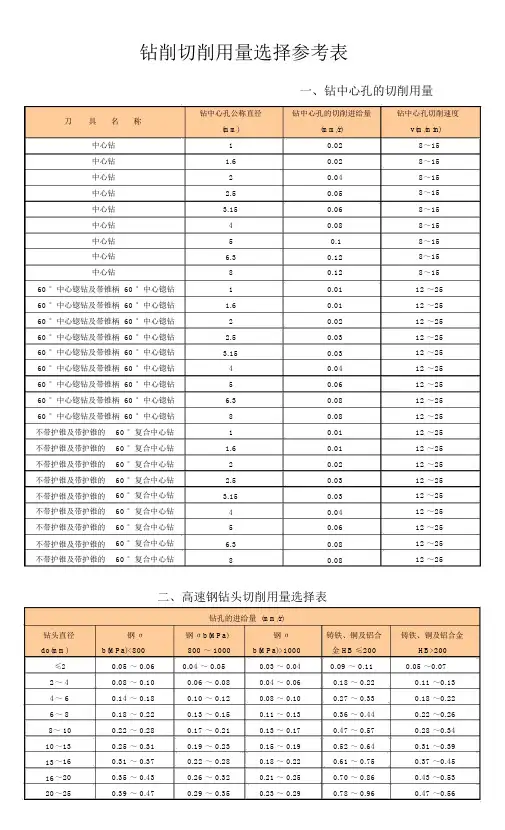
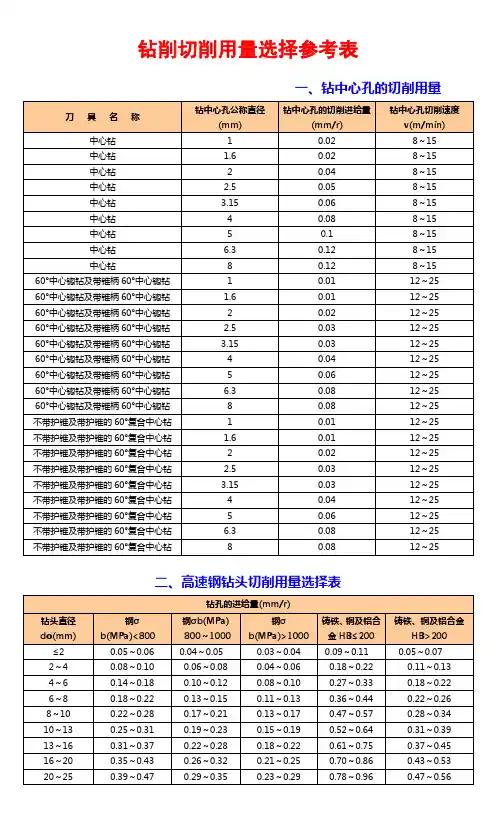
钻削切削用量选择参考表一、钻中心孔的切削用量钻中心孔公称直径钻中心孔的切削进给量钻中心孔切削速度刀具名称(mm) (mm/r) v(m/min) 中心钻 1 0.02 8~15中心钻 1.6 0.02 8~15中心钻 2 0.04 8~15中心钻 2.5 0.05 8~15中心钻 3.15 0.06 8~15中心钻 4 0.08 8~15中心钻 5 0.1 8~15中心钻 6.3 0.12 8~15中心钻8 0.12 8~1560 °中心锪钻及带锥柄 60 °中心锪钻 1 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 1.6 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2 0.02 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2.5 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 3.15 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 4 0.04 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 5 0.06 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 6.3 0.08 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻8 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻 1 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 1.6 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 2 0.02 12 ~25不带护锥及带护锥的60 °复合中心钻 2.5 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 3.15 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 4 0.04 12 ~25不带护锥及带护锥的60 °复合中心钻 5 0.06 12 ~25不带护锥及带护锥的60 °复合中心钻 6.3 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻8 0.08 12 ~25二、高速钢钻头切削用量选择表钻孔的进给量 (mm/r)钻头直径钢σ钢σb(MPa) 钢σ铸铁、铜及铝合铸铁、铜及铝合金do(mm) b(MPa)<800 800 ~ 1000 b(MPa)>1000 金 HB ≤200 HB>200 ≤2 0.05 ~ 0.06 0.04 ~ 0.05 0.03 ~ 0.04 0.09 ~ 0.11 0.05 ~0.072 ~ 4 0.08 ~ 0.10 0.06 ~ 0.08 0.04 ~ 0.06 0.18 ~ 0.22 0.11 ~0.134 ~ 6 0.14 ~ 0.18 0.10 ~ 0.12 0.08 ~ 0.10 0.27 ~ 0.33 0.18 ~0.226 ~ 8 0.18 ~ 0.22 0.13 ~ 0.15 0.11 ~ 0.13 0.36 ~ 0.44 0.22 ~0.268~ 10 0.22 ~ 0.28 0.17 ~ 0.21 0.13 ~ 0.17 0.47 ~ 0.57 0.28 ~0.3410 ~13 0.25 ~ 0.31 0.19 ~ 0.23 0.15 ~ 0.19 0.52 ~ 0.64 0.31 ~0.3913 ~16 0.31 ~ 0.37 0.22 ~ 0.28 0.18 ~ 0.22 0.61 ~ 0.75 0.37 ~0.4516 ~20 0.35 ~ 0.43 0.26 ~ 0.32 0.21 ~ 0.25 0.70 ~ 0.86 0.43 ~0.5320 ~25 0.39 ~ 0.47 0.29 ~ 0.35 0.23 ~ 0.29 0.78 ~ 0.96 0.47 ~0.5625 ~30 0.45 ~ 0.55 0.32 ~ 0.40 0.27 ~ 0.33 0.9 ~ 1.1 0.54 ~0.6630 ~50 0.60 ~ 0.70 0.40 ~ 0.50 0.30 ~ 0.40 1.0 ~ 1.2 0.70 ~0.80注 :1.表列数据适用于在大刚性零件上钻孔,精度在H12 ~H13 级以下(或自由公差),钻孔后还用钻头、扩孔钻或镗刀加工,在下列条件下需乘修正系数;1).在中等刚性零件上钻孔(箱体形状的薄壁零件、零件上薄的突出部分钻孔)时,乘系数0.75 ;2).钻孔后要用铰刀加工的精确孔,低刚性零件上钻孔,斜面上钻孔,钻孔后用丝锥攻螺纹的孔,乘系数 0.50 ;2.钻孔深度大于 3 倍直径时应乘修正系数。
1mm钻头加工中心切削参数
对于1mm的钻头在加工中心上的切削参数,主要涉及主轴转速、进给速度和切削深度等。
1. 主轴转速:通常,1mm的钻头在加工中心上的转速建议为1800转左右。
这取决于所使用的刀具和加工材料,因为不同的刀具和材料有不同的最高切削速度。
例如,高速钢刀具的最高切削速度为50m/min,而超硬工具的最
高切削速度为150m/min。
此外,还有主轴转速的计算公式:主轴转速
=1000Vc/πD,其中Vc是切削速度,D是刀具直径。
2. 进给速度:进给速度是指钻头在钻孔过程中沿钻孔轴向运动的速度。
对于1mm的钻头,进给速度一般建议控制在\~/r之间,具体数值取决于加工材料的硬度和机床的进给装置。
3. 切削深度:对于深孔加工,需要选择合适的切削深度。
根据所使用的刀具和加工材料的硬度,切削深度会有所不同。
一般来说,1mm的钻头在加工
深度为1mm的孔时,切削深度不应超过5微米。
请注意,以上参数只是建议值,实际应用中还需要根据具体情况进行调整。
同时,为了保证安全,操作加工中心时一定要遵守安全操作规程。
钻孔切削用量的选(1)高速钢钻头钻削不同材料的切削用量
(2)硬质合金钻头钻削不同材料的切削用量
《成数》教学设计
建中小学:刘红
教学内容:
新人教版六年级数学下册第二单元第9页的内容
教材分析:
本教材是最新人教版本,全书贯通《小学数学新课程标准》精神,旨在培养孩子们的综合能力,在学习上,倡导以学生为主体,老师只是学生学习的组织者、引导者和合作者,所以在教学设计上,一定要把孩子的主动学习、独立思考、自主探索放在首要位置!
学情分析:
1、大部分学生能从已有知识经验出发。
获取知识,抽象思维水平有了一定的发展,具备了一定的学习数学的能力。
2、绝大多数学生养成了良好的学习习惯,在课堂上能积极主动地参与学习过程,并勇于发表自己的意见,听取和尊重别人的意见,独立思考,并能自评。
3、在上册已经认识了百分数,并理解了单位”1“,会解答与百分数相关的一些生活实际问题。
教学目标:
1、知识和技能:
明确成数的含义,能够熟练的把成数写成分数、百分数,正确解答有关成数的生活实际问题。
2、过程与方法:
通过成数的计算,进一步掌握解决百分数的方法。
3、情感态度与价值观:。