男衬衫服装技术档案表格汇总
- 格式:docx
- 大小:44.21 KB
- 文档页数:20
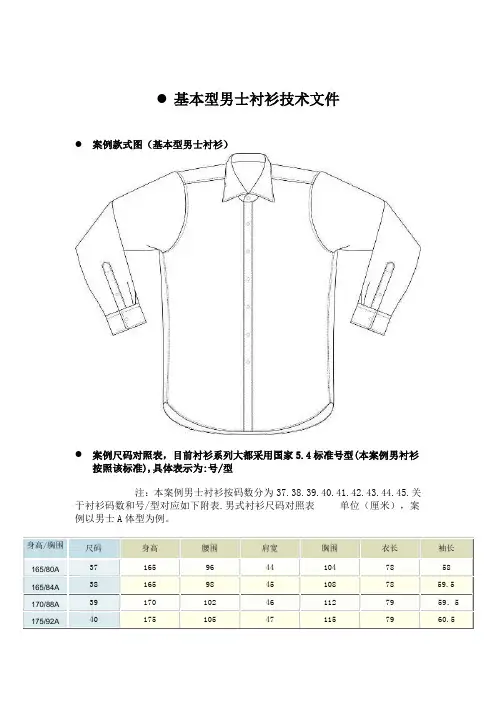
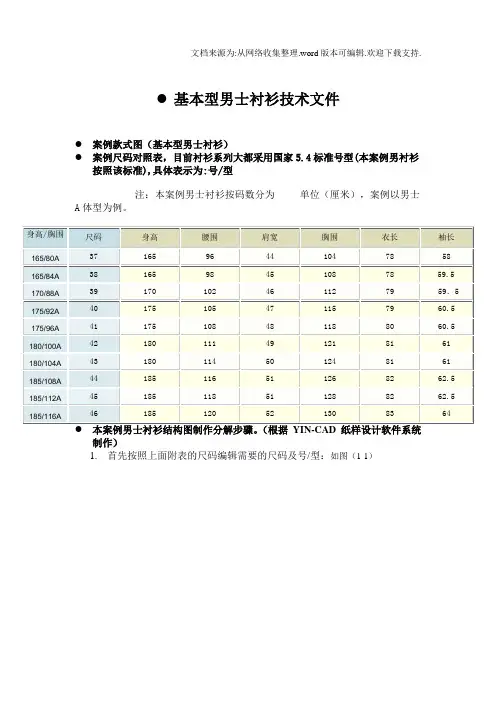
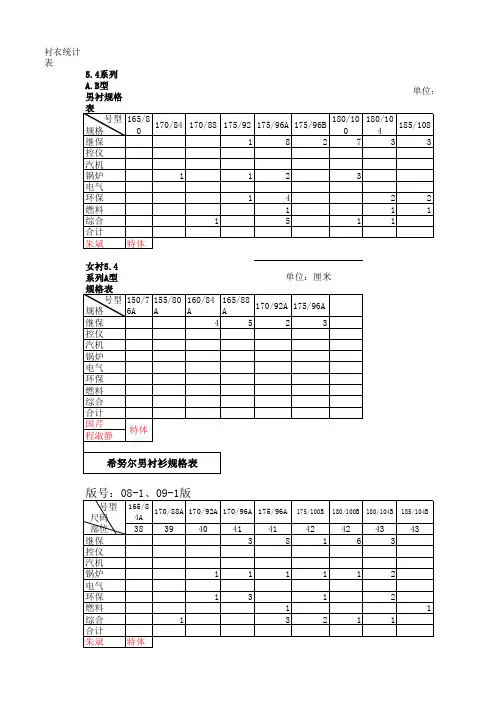
●基本型男士衬衫技术文件●案例款式图(基本型男士衬衫)●案例尺码对照表,目前衬衫系列大都采用国家5.4标准号型(本案例男衬衫按照该标准),具体表示为:号/型注:本案例男士衬衫按码数分为37.38.39.40.41.42.43.44.45.关于衬衫码数和号/型对应如下附表.男式衬衫尺码对照表单位(厘米),案例以男士A体型为例。
身高/胸围尺码身高腰围肩宽胸围衣长袖长165/80A 3716596441047858 165/84A 3816598451087859.5 170/88A 391701024611279 59.5 175/92A 40175105471157960.5175/96A 41175108481188060.5 180/100A 42180111491218161 180/104A 43180114501248161 185/108A 44185116511268262.5 185/112A 45185118511288262.5 185/116A 46185120521308364制作)1.首先按照上面附表的尺码编辑需要的尺码及号/型:如图(1-1)图1-12.在本系统的主界面中选择“绘图工具”进入纸样设计模式后。
在该模式下选择矩形绘制工具,水平放置衣片,根据尺码在右边的属性栏输入矩形的宽度(该图为衣长),高度(该图为胸围/4),当然可以根据每个人的习惯不同,也可以将衣片竖直摆放。
在右边的属性栏可以输入纸样名称,面料类型等属性。
如图(2-1)(2-2)图2-1图2-2 3.在本系统的主界面中选择“形状工具”进入纸样设计模式后。
以矩形的任意一个端点为原点,设定距离创建新的点(如前领深,肩宽等),以男士衬衫后片为例。
如图(3-1)图3-1用相同的工具找到肩端点,胸围,腰围线。
然后经过删除点工具,直线转换为曲线工具,90度尖端定义角工具生成衬衫后片的大体轮廓。
如图(3-2)如图3-2 4.在本系统的主界面中选择“服装工具”进入纸样设计模式后,运用创建关联线工具,在右边的属性栏里输入分割量,点击切割纸样,将过肩从后片分割出来。
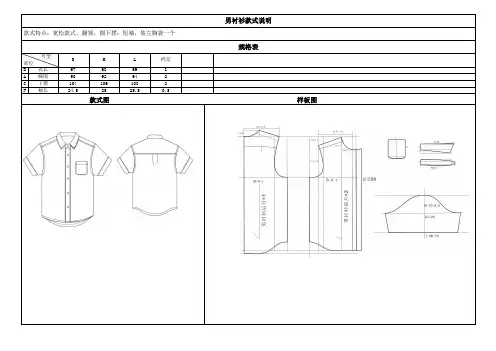
男衬衫款式说明款式特点:宽松款式,翻领,圆下摆,短袖,装左胸袋一个规格表号型S M L档差部位B衣长6768691A胸围9092942C下摆1041061082F袖长24.52525.50.5款式图样板图面料排料图门幅150cm单耗120cm裁片14片成衣照片成衣照片(一)做缝制标记(二)烫门里襟挂面1.辑翻襟3.5厘米,正面与前身左片反面对齐车缝1cm ,然后翻与正面熨烫两边各缉0.5cm明线。
2.里襟:右里襟向里翻两折,宽2.5厘米,缉0.1cm明线。
(三)做、装胸贴袋胸袋一个袋口面里反握2次,净宽2.6cm 缉明线2.5cm,袋边缉明线0.1cm。
封袋口三角宽0.5cm,袋与大身对好斜条,袋位准确,高低大小对称。
(四)装后过肩过肩两层,表和里夹住后衣片,衣身上下对齐,车缝1厘米,翻折过肩的表层熨烫,再辑明线0.1厘米,前衣片对准过肩车缝1厘米向后倒缝,外面过肩折折烫1厘米后辑明线0.1(五)合肩头1、缉肩缝2、压肩缝(六)做领1.做翻领:翻领正面相对,车缝1cm反烫,缉0.5cm明线。
表面压着上领头,夹中间1厘米。
2.做底领:领座将粘衬的一片领座折烫1cm缉明线0.5cm,然后将2片领座正面夹于翻领面车缝1cm,外翻1cm 。
(七)装领1、装领:将另一片领座与衣身对齐车缝1cm,翻于领座内缉明线0.1cm一周。
2、压领(八)做袖、做袖克夫1.袖口缉明线0.1cm一周在距上端3.5cm处横向固定。
2.袖口正面相对车缝1cm,翻折缉明线0.5cm。
(九)装袖衣身敞开缝合衣袖,以表面为内对齐衣身与袖子做缝合衣袖车缝,弯曲强的部分要伸展缝份,车缝1cm。
缝份倒向后身,在外缉明线0.8cm。
(十)缝合摆缝和袖底缝正面相对车缝1cm,缝份倒向后身。
(十一)卷底边将底边内握2次缉明线1cm。
(十二)锁眼、钉钮、整烫在左衣身锁扣眼,右衣身缝扣,扣眼中心对齐纽扣中心,台领的扣眼要制成固定一端的锁缝,其扣眼的1/3必须对齐前中心。
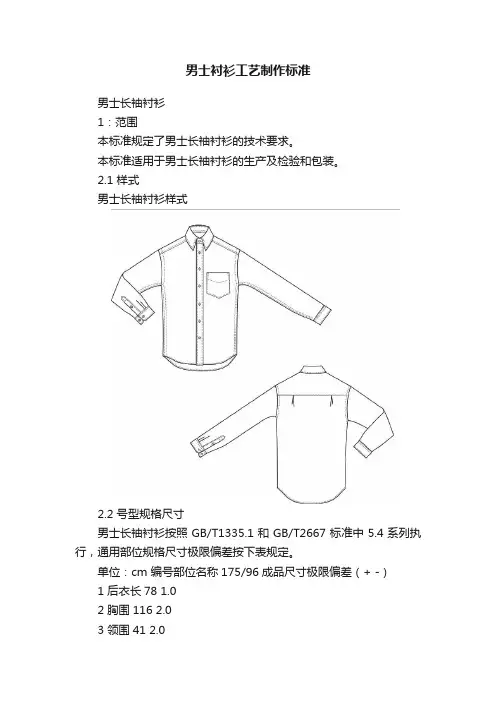
男士衬衫工艺制作标准男士长袖衬衫1:范围本标准规定了男士长袖衬衫的技术要求。
本标准适用于男士长袖衬衫的生产及检验和包装。
2.1 样式男士长袖衬衫样式2.2 号型规格尺寸男士长袖衬衫按照GB/T1335.1和GB/T2667标准中5.4系列执行,通用部位规格尺寸极限偏差按下表规定。
单位:cm 编号部位名称175/96成品尺寸极限偏差(+ -)1 后衣长78 1.02 胸围116 2.03 领围41 2.04 肩宽49.6 0.65 袖长59.5 0.86 袖克夫宽 6.5 0.17 左门襟明贴宽 3.5 0.18 领尖长7.5 0.19 翻领中宽 4.5 0.110 下盘中宽 3.5 0.111 袖叉2.5×15/1.3×11.5 0.112 领尖距11 0.52.3粘衬部位按下表规定。
粘衬部位二层衬门襟条、翻领面、下盘里、袖头面翻领面2.4 二层衬2.5 测量位置2.6裁片纱向规定裁片名称纱向前身、后身、大襟条、胸袋、袖子、袖叉条、经过肩面、里、翻领面、里、下盘面、里、袖头纬3 缝制:3.1缝纫针距:明线针距17针/3.0cm,暗线针距17针/3cm。
3.2缝纫线:缉线顺直,定位准确,结合牢固,松紧适宜,距边宽窄一致。
3.3缝制工艺:缝制工艺按表规定。
单位:cm3.4 对条:面料为条形面料要求兜与大身对条,袖叉与袖子对条,其它部位左、右要对称。
4 锁眼、钉扣:4.1 锁眼:不小于15针/1cm,扣眼美观、规整、牢固、不偏歪。
4.2 钉扣:钉扣必需要16针,钉扣用平头钉扣机。
4.3 锁钉工艺按下表执行。
单位:cm5 外观质量产品整洁,美观,平整,挺括,无烫光,线路顺直,左右对称。
6 检验、包装7 检验按GB/T2660-1999中有关规定执行。
8 产品包装按FZ/T80002-1991中有关规定执行。
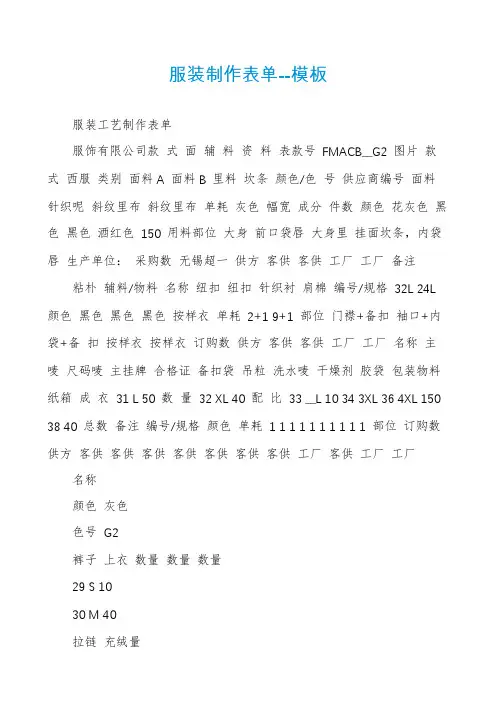
服装制作表单--模板服装工艺制作表单服饰有限公司款式面辅料资料表款号FMACB__G2 图片款式西服类别面料A 面料B 里料坎条颜色/色号供应商编号面料针织呢斜纹里布斜纹里布单耗灰色幅宽成分件数颜色花灰色黑色黑色酒红色150 用料部位大身前口袋唇大身里挂面坎条,内袋唇生产单位:采购数无锡超一供方客供客供工厂工厂备注粘朴辅料/物料名称纽扣纽扣针织衬肩棉编号/规格32L 24L 颜色黑色黑色黑色按样衣单耗2+1 9+1 部位门襟+备扣袖口+内袋+备扣按样衣按样衣订购数供方客供客供工厂工厂名称主唛尺码唛主挂牌合格证备扣袋吊粒洗水唛干燥剂胶袋包装物料纸箱成衣31 L 50 数量32 XL 40 配比33 __L 10 34 3XL 36 4XL 150 38 40 总数备注编号/规格颜色单耗1 1 1 1 1 1 1 1 1 1 部位订购数供方客供客供客供客供客供客供客供工厂客供工厂工厂名称颜色灰色色号G2裤子上衣数量数量数量29 S 1030 M 40拉链充绒量数量数量绣花部位:□手绣□机绣□裁片绣□半成品绣□成品绣□布匹绣。
打样厂家:____________________ 洗水方式:□成衣水洗胶印:□裁片胶印□光水洗□面料水洗□水洗柔然□酵素柔然□酵洗□不水洗□成衣胶印□面料胶印。
打样厂家:____________________ □烫平□其它烫法特需用线:面______号线里______号线样衣备注:整烫要求:□喷烫后整理:□植绒□喷砂□绞皱成衣套色□其它_________________制单:复核:签收:最终核对:日期:服装工艺制作表单服饰有限公司色款号FMACB__G2 款式西服颜色/色号样灰色卡件数150 生产单位:无锡超一主名称部位名称料色样部位名称部位品质样品质样品质样名称部位名称部位名称部位品质样品质样品质样辅名称部位品质样备注。
●基本型男士衬衫技术文件●案例款式图(基本型男士衬衫)●案例尺码对照表,目前衬衫系列大都采用国家5.4标准号型(本案例男衬衫按照该标准),具体表示为:号/型注:本案例男士衬衫按码数分为单位(厘米),案例以男士A体型为例。
制作)1.首先按照上面附表的尺码编辑需要的尺码及号/型:如图(1-1)图1-1 2.在本系统的主界面中选择“绘图工具”进入纸样设计模式后。
在该模式下选择矩形绘制工具,水平放置衣片,根据尺码在右边的属性栏输入矩形的宽度(该图为衣长),高度(该图为胸围/4),当然可以根据每个人的习惯不同,也可以将衣片竖直摆放。
在右边的属性栏可以输入纸样名称,面料类型等属性。
如图(2-1)(2-2)图2-1图2-2 3.在本系统的主界面中选择“形状工具”进入纸样设计模式后。
以矩形的任意一个端点为原点,设定距离创建新的点(如前领深,肩宽等),以男士衬衫后片为例。
如图(3-1)图3-1用相同的工具找到肩端点,胸围,腰围线。
然后经过删除点工具,直线转换为曲线工具,90度尖端定义角工具生成衬衫后片的大体轮廓。
如图(3-2)如图3-2 4.在本系统的主界面中选择“服装工具”进入纸样设计模式后,运用创建关联线工具,在右边的属性栏里输入分割量,点击切割纸样,将过肩从后片分割出来。
如图(4-1)图4-1 5.在本系统的主界面中选择“形状工具”进入纸样设计模式后。
运用平行延长工具将后片的后中平行延长2CM的褶量。
然后再运用等分工具将过肩线等分5等分找到褶的位置。
后片在袖窿端倾斜1cm放量。
如图(5-1)图5-1 6.在本系统的主界面中选择“纸样工具”进入纸样设计模式后,将衬衫后片复制(CTRL+C)粘贴(CTRL+V),前领口深在后片基础上下深一定量得到前片。
如图(6-1)图6-1 7.同步骤4,将过肩从前片分割出来。
如图(7-1)然后在选择“纸样工具”进入纸样设计模式后,运用纸样结合生成新纸样工具拼合成过肩。
如图(7-2)如图7-1如图7-2 8.在本系统的主界面中选择“形状工具”进入纸样设计模式后。
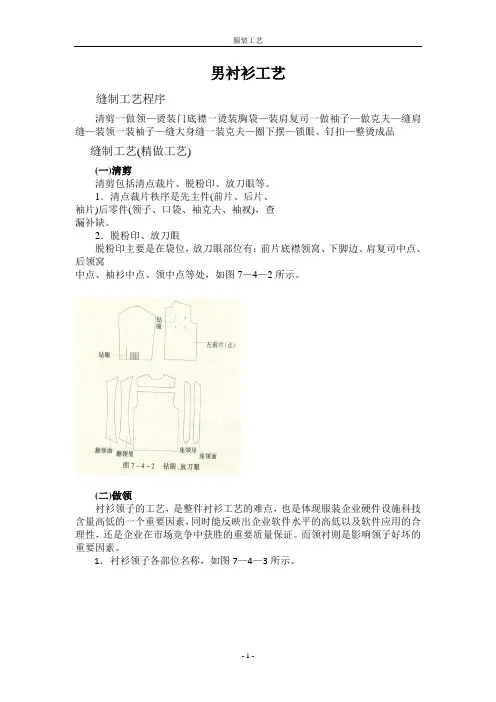
男衬衫工艺缝制工艺程序清剪一做领—烫装门底襟一烫装胸袋—装肩复司一做袖子—做克夫—缝肩缝—装领一装袖子—缝大身缝一装克夫—圈下摆—锁眼、钉扣—整烫成品缝制工艺(精做工艺)(一)清剪清剪包括清点裁片、脱粉印、放刀眼等。
1.清点裁片秩序是先主件(前片、后片、袖片)后零件(领子、口袋、袖克夫、袖衩),查漏补缺。
2.脱粉印、放刀眼脱粉印主要是在袋位,放刀眼部位有:前片底襟领窝、下脚边、肩复司中点、后领窝中点、袖衫中点、领中点等处,如图7—4—2所示。
(二)做领衬衫领子的工艺,是整件衬衫工艺的难点,也是体现服装企业硬件设施科技含量高低的一个重要因素,同时能反映出企业软件水平的高低以及软件应用的合理性,还是企业在市场竞争中获胜的重要质量保证。
而领衬则是影响领子好坏的重要因素。
1.衬衫领子各部位名称,如图7—4—3所示。
2.领衬精做工艺领子的领衬,主要采用树脂衬,树脂衬又分为有粘合剂树脂衬和无粘合剂的树脂衬,质量较好的树脂衬一般都经过处理,无回缩率可以直接用,普通的无粘合剂的树脂衬必须通过缩水或热处理后才能用。
(1)领面热处理:烫领衬前涤棉原料,领面必须预缩。
先检查领面有无疵点,然后将领面放在140℃的压领机内进行热处理,时间为10—15秒。
一般用电熨斗进行热处理(来回熨烫)。
(2)领衬热处理和烫薄膜:树脂斜料领衬,热处理方法与领面热处理方法相同。
领衬定型后,再烫薄膜。
如果采用质量较好的树脂粘合衬,则无需热处理。
将薄膜放在用铅笔画好领样的领衬上,用压领机压烫定型。
3.烫座领衬、翻领衬、固定座领缝头(1)粘翻领衬:(领衬)三面刷止口浆,领面摊平,衬头放齐在领面上,有条格的厚料,左右领尖条格要对称,先烫翻领上口,然后根据领面原料,适当弯成弧形,烫牢两头,使其自然成为里外匀。
(若是用有粘合剂的树脂衬,则直接用粘合剂粘)如图7—4—4(a)所示。
(2)粘座领衬:门襟头放左边,底襟放右边,把浆均匀刷在衬头上,领料放平,衬头向座领里复合,摆平烫干。
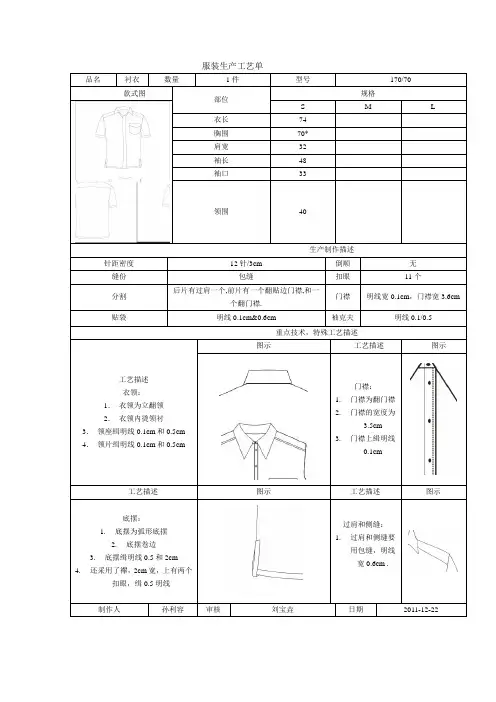
服装生产工艺单
品名衬衣数量1件型号170/70
款式图
部位
规格
S M L
衣长74
胸围70*
肩宽32
袖长48
袖口33
领围40
生产制作描述
针距密度12针/3cm 倒顺无缝份包缝扣眼11个
分割后片有过肩一个,前片有一个翻贴边门襟,和一
个翻门襟.
门襟明线宽0.1cm,门襟宽3.6cm
贴袋明线0.1cm&0.6cm 袖克夫明线0.1/0.5
重点技术,特殊工艺描述
工艺描述
衣领:
1.衣领为立翻领
2.衣领内烫领衬
3.领座緝明线0.1cm和0.5cm 4.领片缉明线0.1cm和0.5cm 图示工艺描述图示
门襟:
1.门襟为翻门襟
2.门襟的宽度为
3.5cm
3.门襟上緝明线
0.1cm
工艺描述图示工艺描述图示
底摆:
1.底摆为弧形底摆
2.底摆卷边
3.底摆缉明线0.5和2cm
4.还采用了襻,2cm宽,上有两个
扣眼,缉0.5明线
过肩和侧缝:1.过肩和侧缝要
用包缝,明线
宽0.6cm .
制作人孙利容审核刘宝垚日期2011-12-22
-。
男士长袖衬衫1:范围本标准规定了男士长袖衬衫的技术要求。
本标准适用于男士长袖衬衫的生产及检验和包装。
2.1 样式男士长袖衬衫样式2.2 号型规格尺寸男士长袖衬衫按照GB/T1335.1和GB/T2667标准中5.4系列执行,通用部位规格尺寸极限偏差按下表规定。
单位:cm编号部位名称175/96成品尺寸极限偏差(+ -)1 后衣长78 1.02 胸围116 2.03 领围41 2.04 肩宽49.6 0.65 袖长59.5 0.86 袖克夫宽 6.5 0.17 左门襟明贴宽 3.5 0.18 领尖长7.5 0.19 翻领中宽 4.5 0.11下盘中宽 3.5 0.11 1 袖叉2.5×15/1.3×11.50.112领尖距11 0.5 2.3粘衬部位按下表规定。
粘衬部位二层衬门襟条、翻领面、下盘里、袖头面翻领面2.4 二层衬2.5 测量位置2.6裁片纱向规定裁片名称纱向前身、后身、大襟条、胸袋、袖子、袖叉条、经过肩面、里、翻领面、里、下盘面、里、袖头纬3 缝制:3.1缝纫针距:明线针距17针/3.0cm,暗线针距17针/3cm。
3.2缝纫线:缉线顺直,定位准确,结合牢固,松紧适宜,距边宽窄一致。
3.3缝制工艺:缝制工艺按表规定。
单位:cm3.4 对条:面料为条形面料要求兜与大身对条,袖叉与袖子对条,其它部位左、右要对称。
4 锁眼、钉扣:4.1 锁眼:不小于15针/1cm,扣眼美观、规整、牢固、不偏歪。
4.2 钉扣:钉扣必需要16针,钉扣用平头钉扣机。
4.3 锁钉工艺按下表执行。
单位:cm5 外观质量产品整洁,美观,平整,挺括,无烫光,线路顺直,左右对称。
6 检验、包装7 检验按GB/T2660-1999中有关规定执行。
8 产品包装按FZ/T80002-1991中有关规定执行。
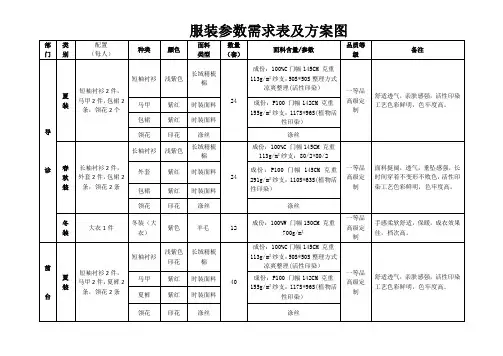
男衬衫服装技术档案表格汇总工艺卡工艺卡工艺卡工艺卡工艺卡工艺卡工艺卡工艺卡工艺卡工序定额技术档案名称基础男衬衫地区安徽合肥品号CB001合约/内外编号CCBB-TT001 保管期限 10年密级一级厂名天天服装厂日期2020 04 25技术档案名目原辅料测试记录表成本运算表男衬衣工艺流程:男衬衣缝制工艺1.缉翻门襟、里襟(1)缉翻门襟。
先在翻门襟反面居中处烫上3.2cm宽有纺粘合衬,再沿衬将翻门襟毛边折转扣烫平服.以领口眼刀为准,将左前片前中一个缝头向正面扣转烫好.将扣烫好的翻门襟覆门襟覆在左前片门襟正面,前中止口坐出0.1cm,摆正,离边0.3cm缉明止口,然后在翻门襟另一侧,距边0.3cm缉明止口。
注意缉线顺直,上下松紧一致。
(2)缉里襟。
以领口眼刀为准,将里襟贴边扣转烫直,并按照2.5cm交宽将巾边里口毛边扣转烫好,缉压0.1cm明止口。
(3)对条纹。
如为对条产品,翻门襟条纹离锁眼中心1.7cm烫折缝,里襟条纹离打纽中心1.5cm烫折缝。
门里襟必须是同一个花型条纹。
2.烫袋以袋口净线为准将袋口贴边折转烫平,再按照净宽2.7cm将贴边里口毛边折光烫平,沿里口折光边缉.1cm清止口。
口袋其余3边以袋样板为准扣烫准确。
3.钉袋钉袋时应注意口袋的高低和左右必须盖没定位钻眼,口袋位置要端正,条格要对齐。
从袋口右侧起针,闷缉0.1cm清止口。
袋口用0.1cm、0.6cm双止口缉封,长以贴边宽为准,左右封口要对称,缉线整齐、平直,打好回针。
4.拼接过肩装后过肩。
装后过肩前应先将左右肩缝向后反面扣转烫好。
可先烫右肩缝,缝头为0.7cm,再对折平齐下口,烫左肩缝,要求左右肩缝平直对称,过肩面、里完全一致然后装后过肩,过肩正面向上放下层,过肩面正面向下放上层,后衣片正面向上夹在中间,后中眼刀对齐,以缝头0.7cm缝缉一道。
再将过肩面翻正,沿边缉压0.1cm清止口。
缉肩缝,将过肩面、里翻正,过肩肩缝折光口面、里对齐,将前衣片正面朝上肩缝夹在中间,沿边缉压0.1cm 清止口。
衬衫的质量标准--(LT公司内部专用)A. 衬衣质量要求及标准:1、号型规格客户预定订单的号型规格根据客户要求,内销订单的号型规格按GB/T 2667或GB/T 1335的有关规定设置。
2、原材料使用(1)面料:客户预定订单的面料使用根据客户要求,按客户确认的面料样。
(2)衬布:根据客户指定或选用适合面料的衬布,其收缩率应与面料相适。
(3)缝线:根据面料性能选用合适的缝线,缝线与面料顺色、钉扣线与纽扣顺色(客户特殊指定的根据客户确认样)。
(4)纽扣:厚度和色泽适当(扣型和颜色由客户确认指定),无残疵、无掉色及无整烫变色、变形现象。
3、对条对格规定(1)面料明显条格0.5cm以上(含0.5cm)的,条格对称见表1(2)面料明显条格大于0.3cm小于0.5cm的,门襟找中心条,左右片与门襟纬向对横;口袋与前片对条格(偏差见表1)。
(3)倒顺绒面料及阴阳条格面料必须做到全身顺向一致。
表1:衬衣条格对称标准单位cm4、拼接全件产品不允许拼接(装饰性的拼接除外)。
5、色差允许程度同件内色差不低于4/5级(衬布影响或多层料造成的色差不低于4级),件与件色差不低于4级。
6、外观疵点规定各部位疵点按表2规定,未列入本标准的疵点按其形态,参照表2相似疵点执行(衬衣各部位划分见图1)。
表2:衬衫原料疵点在各部位允许存在程度图1:衬衣部位划分222233331(1)成品主要部位收缩率指标按表3规定表 3 单位 %表4 单位:级(4)成品衬衫甲醛含量≤75mg/kg 。
(5)衬布粘合指标: a、耐水洗:一等品≥20次;合格品≥10次(6) PH值:4.0-7.5(7)色牢度(单位级):耐水(变色、沾色)≥3级;耐汗渍(变色、沾色)≥3级;耐摩擦≥3级。
(8)异味:无(9)可分解芳香胺染料:禁用(10)面料纤维含量:允许偏差±1.5%。
(1)针码密度按表6表6表7 (单位cm)表8:衬衣规格尺寸偏差(单位cm)9、整烫外观(1)熨烫要求:成品内外各部位熨烫平服、整洁无线头,无死折、碎折,无烫黄、无水印、无变色;各部位花纹无变形等现象;缝缝必须烫平,无漏烫、虚烫;后背双折整烫长短一致,互差1.5cm以内。
工艺卡
工艺卡
工艺卡
工艺卡
工艺卡
工艺卡
工艺卡
工艺卡
工艺卡
工序定额
技术档案名称根底男衬衫
地区安徽合胖品号CB001
合约/内外编号CCBB-TT001
保管期限10年密级一级
厂名天天服装厂日期20210425
技术档案名目
原辅料测试记录表
本钞票计算表
男衬衣工艺流程:
男衬衣缝制工艺
1.缉翻门襟、里襟
〔1〕缉翻门襟。
先在翻门襟反面居中处烫上宽有纺粘合衬,再沿衬将翻门襟毛边折转扣烫平服.以领口眼刀为准,将左前片前中一个缝头向正面扣转烫好.将扣烫好的翻门襟覆门襟覆在左前片门襟正面,前中止口坐出,摆正,离边缉明止口,然后在翻门襟另一侧,距边缉明止口。
注重缉线顺直,上下松紧一致。
〔2〕缉里襟。
以领口眼刀为准,将里襟贴边扣转烫直,并按照交宽将巾边里口毛边扣转烫好,缉压明止口。
〔3〕对条纹。
如为对条产品,翻门襟条纹离锁眼中心1.7cm烫折缝,里襟条纹离打纽中心1.5cm烫折缝。
门里襟必须是同一个花型条纹。
2.烫袋以袋口净线为准将袋口贴边折转烫平,再按照净宽将贴边里口毛边折光烫平,沿里口折光边缉.1cm清止口。
口袋其余3边以袋样板为准扣烫正确。
3.钉袋钉袋时应注重口袋的上下和左右必须盖没定位钻眼,口袋位置要端正,条格要对齐。
从袋口右侧起针,闷缉清止口。
袋口用、双止口缉封,长以贴边宽为准,左右封口要对称,缉线整洁、平直,打好回针。
4.拼接过肩装后过肩。
装后过肩前应先将左右肩缝向后反面扣转烫好。
可先烫右肩缝,缝头为,再对折平齐下口,烫左肩缝,要求左右肩缝平直对称,过肩面、里完全一致然后装后过肩,过肩正面向上放下层,过肩面正面向下放上层,后衣片正面向上夹在中间,后中眼刀对齐,以缝头缝缉一道。
再将过肩面翻正,沿边缉压清止口。
缉肩缝,将过肩面、里翻正,过肩肩缝折光口面、里对齐,将前衣片正面朝上肩缝夹在中间,沿边缉压清止口。
将前衣片与过肩里面咬缝拉装,注重过肩面、里两面均缉住,目口线迹整洁,起止点打好回针。
5.做袖
〔1〕缉袖衩。
按定位标记将袖片衩口剪开,长约11cm。
里襟一侧袖衩条长11cm,宽4cm,先将衩条两侧各扣转0.6cm,然后对折烫平,注重衩里吐出衩面0.1cm,然后与衬衩里襟一侧咬缝拉装。
门襟一侧可先将宝剑头袖衩条沿边折光再对折,里子吐出0.1cm,将袖子大衩一侧夹进,跟边0.1cm兜缉宝剑头明止口,并在衩口下1cm 处平封衬衩三道。
〔2〕做袖克夫。
①兜缉袖克夫。
克无面晨按净样四面放缝1cm配置,克夫衬采纳树脂粘合衬净缝配置。
先将克夫衬粘烫在克夫面的反面,再将克夫面、里正面相合,边沿对齐,离克夫衬兜缉三边,兜缉时应适当吊紧里子,并使两角圆顺。
②翻烫袖克夫。
留缝,将缝头修剪圆顺。
翻出克夫止口,将圆头烫圆顺,下口汤直,并保证圆头大小一致,止口坐进不外吐。
最后包进两端优质产品缝,将克夫面里上口向内折光烫好,烫时应注重克夫里子较面子虚出,然后将整只袖克夫烫夫。
6.装袖衣片在下,袖片在上,正面相合,袖底缝对准摆缝处留1cm缝头缉缝。
装袖时要既让袖子有一定的吃势,又不能起皱打裥,要衬袖中眼刀对准过肩装袖眼刀,前后松紧一致,然后用锁边机将缝头锁光。
7.缝合摆缝、袖底缝缝合摆缝、袖底缝应一气呵成。
注重一律由下摆开始往上缉,缝头1cm,缉线顺直,上下层平服,袖底处十字缝口对准,缉完后用锁边机将缝头锁光。
8.装袖克夫将袖克夫咬缝接装到袖子上。
先将宝剑头袖衩门里襟放平,把袖口夹进做好的袖克夫内,注重袖克夫两端要塞足塞平。
缝头为,在袖克夫正面缉窄止口,反面坐缝不超过。
然后在袖克夫另外3边缉明止口。
9.做领
〔1〕裁配翻领面、里、衬。
领衬通常用涤棉树指粘合衬歪料。
以净样为准角铅笔划出净缝线,四面放缝头,上领面、里与衬相合。
为减少领角厚度,将领衬尖角缝头剪往。
为保证领角挺括,翻领两角还需加放领角衬,并在领角衬上离领净线处缉上塑料插片,然后摆正领角衬位置,轻烫固定。
〔2〕烫领。
将领衬与领面对齐摆正,条格面料应注重左右领尖条格对称。
为保证领子的挺括、窝服,工厂里是在压领机上将领面压烫定型的,家庭制作用熨时应注重领角的窝势。
〔3〕车缉翻领面、里、衬。
将领里和领面正面相合,领里在上,领面上上。
以领衬上铅笔净缝线为准兜缉,缉时应在领角两侧略微拉紧领里,使其产生里外匀,以满足领子的窝服要求。
〔4〕翻烫翻领、缉压明止口。
将领角缝头修成宝剑头形,留缝头.2cm。
将领角翻足翻尖,止口抻平,领里坐时烫实,再在正面缉压.3cm明止口。
要求领面止口线迹整洁,两头不可接线。
最后将领下口按领衬修齐,居中做好眼刀。
〔5〕裁配底领面、里、衬。
底领衬通常用涤棉树脂粘合衬歪料,净缝配置。
先将底领衬粘烫在底领领面上,再按缝头放缝。
领面上口沿领衬下口刮浆、包转、烫平,并在正面缉明止口固定。
〔6〕底领夹缉翻领。
底领面、里正面相合,面在上,里在下,中间夹进翻领,边沿对齐,三眼刀对准。
离底领衬缉线,并将底领两端圆头缝头修到。
〔7〕缉压底领上沿明止口。
用大拇指顶住缉线,翻出圆头,将圆头止口烫平,坐进里子,熨烫圆顺,并将下领烫平服。
再沿底领上口缉压明止口,注重起落针均在翻领的两侧。
〔8〕做好装领三眼刀。
按底领面包光的净缝下口,底领里下放缝做好肩缝、后中三眼刀
10.装领
〔1〕装领。
下领领里和衣片正面相合,衣片在下,领里在上,以缝头缝缉。
注重领里两端缝头略宽些,端点缩进门里襟,肩缝、后中眼刀对准,防止领圈中途变形,起止点打好回针。
〔2〕缉领。
将领面翻正,让衣片领圈夹于底领面、里之间,缉线起止点在翻领两端进2cm处,接线要重叠,但不能双轨。
底领上口、圆口处缉明止口,底领下口缉明止口,反面坐缝不超过,两端衣片要塞足、塞平。
11.卷缉底边将衣服底边修齐修顺,卷边从门襟下足开始,因本款为圆下摆,卷边净宽。
在反面折边缉清止口,起止点打好回针。
要求门、里襟长短一致,卷边宽窄均匀,中途平服不起趋,摆缝缝头倒向后片。
12.锁眼底领上锁横眼1只,其余5只为竖眼,进出以门襟搭门为基准,眼位间距按工艺要求〔通常上面1只离领足眼7cm,最下面1只离底边1/4衣长,其间4等分〕。
左右袖克夫各锁眼1只,位于袖衩门襟〔大衩〕一侧,左右以纽眼外封口跟袖克夫边1cm为准,上下位于袖克夫宽的中心。
扣眼大均为,锁眼针码密度为〔11~15〕针/cm。
13.钉扣底领扣位以里襟扣位直线为依据,里襟纽位应低于眼位中心,左右离边,上下纽扣呈一直线。
袖克夫钉纽高代位于袖克夫宽的中心,左右以纽扣边距袖克夫边1cm为准。
14.整烫
〔1〕烫领子。
在翻领正面,沿缉线拉紧抻平,使领面与缉线平服,反面领里不起涌。
〔2〕烫袖子。
先将袖底缝熨平服,烫平缝口,没有坐缝,再将袖子两面烫平,袖衩长短要一致,折裥要熨烫顺直,袖克夫应先烫里,再烫面。
〔3〕烫大身。
将前身左右甩开,把商标和过肩里烫平,再将后身反面烫平,前身胸袋反面线迹烫平。
然后将门襟搭拢由上往下将纽扣扣好,将前后身摆平,摆缝拉直,使前过肩左右上下一致,熨烫平服。
注重装袖缝头一
律向袖子一边坐倒,使领子折转自然,坐势恰当,领面平服,领尖贴身,领子左右对称、窝服不反翘。
工艺流程图。