米巴赫激光焊机
- 格式:doc
- 大小:3.02 MB
- 文档页数:46
安钢1550mm冷轧机组TMEIC激光焊机应用及焊缝质量分析邢巍琚艳军(安钢集团冷轧分公司)摘要以安钢集团冷轧分公司1550mm机组激光焊机为例,分析了激光焊机在实际生产中的应用,结合生产情况对焊机在生产中影响焊机焊缝质量的因素进行分析提出改进方法。
关键词激光焊机焊缝质量I NTRODUCTION TO TMEIC LASER WELDING MACHINE IN THEAPPLICATION OF ANGANG 1550 COLD ROLLING UNITAND COMMON FAILURE CAUSE ANAL YSISXingWei JuYanJun(Branch group cold rolling plant of Anyang Iron &steel Co)ABSTRACT Angang group 1550mm cold rolling branch units to laser welding machine as an example,analyzes the laser welding machine in the application of practical production,combining with the production situation of welding machine in production, this paper analyzes the factors which affect the quality of welding seam improvement methods are proposed. KEY WORDS Laser welding machine Application Weld quality analysis前言随着经济社会各行各业对薄板的需求量的增加,轧制高质量高性能的卷带薄板已经成为当今轧钢企业重要的工作方向。
![鞍钢冷轧厂2号线简介201105[1]](https://img.taocdn.com/s1/m/f3f95c3867ec102de2bd89b7.png)
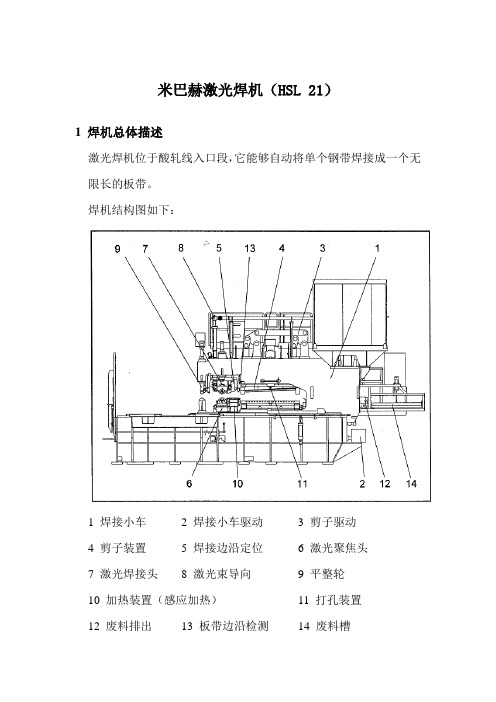
米巴赫激光焊机(HSL 21)1 焊机总体描述激光焊机位于酸轧线入口段,它能够自动将单个钢带焊接成一个无限长的板带。
焊机结构图如下:1 焊接小车2 焊接小车驱动3 剪子驱动4 剪子装置5 焊接边沿定位6 激光聚焦头7 激光焊接头8 激光束导向9 平整轮10 加热装置(感应加热)11 打孔装置12 废料排出13 板带边沿检测14 废料槽2 数据2.1 焊机类型板带激光束焊机制造商:Hugo Miebach,Dortmund类型:HSL 212.2 板带尺寸和来料材料板带宽度930-2080mm板带厚度 1.8-6.0mm(+/-10%)(焊接范围1.6-6.5mm)钢种等级激光可焊接钢、普通低碳钢、高强度低合金钢、高强钢板和热轧钢带钢类型普通商用钢、冲压钢、深冲钢、超高深冲钢、高强钢(强度340、590、780)2.3 板带通过方向从操作侧看:从左到右板带通过线高度1100mm3 技术数据3.1 机器参数板带水平通道宽2300mm板带垂直通道宽140mm主夹紧力(每一边)大约400KN先导头夹紧力大约40KN双切剪和打孔机剪切力大约800KN剪刀之间的距离140mm打孔机冲头直径14mm板带中心线上冲孔距焊缝的距离100mm焊缝平整力50KN焊接小车速度(无级可调)1m/min. 到12m/min. 焊接和平整后超厚量0%尺寸焊机尺寸(依据图纸),不含开关柜和液压装置长度(线上):大约10 000mm宽度:大约18 800mm高度:大约 4 300mm(板带通过线以上高度)3.2 总重包括所有的附属设备在内总重:大约220吨焊机在运输时要拆卸成几个部分最大单体重量:大约87吨3.3CO激光源2涡轮轴承无油润滑输出激光功率12KW波长10.6m功率稳定性(长期)±2%激光束长度(固定)大约7 100mm3.4 液压站1个三相电机带有泵(加一个备用)90KW/380V, 1500RPM 压力水平Max.18MPa;260l/min 1个油箱标准1 500 l油粘度(动力粘度)ISO,VG 46依据DIN51562 cSt/240℃时46cStmm=.sec推荐用油HLP 46 依据DIN51524,第二部分(矿物油)NAS 61个油液循环泵(加一个备用)Max.1MPa,140l/min用于过滤和油水冷却器 5.5KW 电机1个加热装置8KW作为冷却介质的水最大入口温度35℃最大出口温度45℃水量大约15hm/3压力 2bar(开式循环)冷却水(工业用水)4 公用介质4.1 气动和气体冲刷焊机上装载的阀组气体压力5到7bar压缩气体质量等级3(参照ISO8573-1)4.2 激光气体纯净度CO99.995%2He99.996%N99.996%2惰性气体(焊接区域保护气)He99.996%4.3 供电电气数据主电源电压380V,50Hz,3相带有最大偏差为10%主电源功率110kV A用于激光冷却400kV A用于附属装置照明供电220V/50Hz,1.5kW 不间断电源(用于PLC、HMI和QCDS)220V/50Hz,Max 5KV A 米巴赫内部电磁阀24 V DC;220 V AC 接近开关/光电管24 V DC5 消耗品5.1 矿物油2000升依据规定进行更换和再补充5.2 冷却水5.2.1 液压和水冷用冷却水水用量大约15hm/3温度:入口最大35℃压力2bar(开式循环)冷却水(工业用水)5.2.2 预加热和后加热的冷却(闭式循环)脱盐水、去离子水或蒸馏水,150升5.2.3 激光发生器的冷却水闭式循环:操作中没有冷却液的消耗。

![[材料科学]本钢浦项冷轧薄板有限责任公司情况介绍1](https://img.taocdn.com/s1/m/a7e3792eec3a87c24128c49c.png)
0引言连退机组是一条高速退火机组,前行带钢生产完,通过激光焊接将其带尾与后行带钢带头进行焊接,达到连续生产的目的,连退机组处理速度快,对焊接精度、焊接质量要求高,焊缝质量对机组连续、稳定生产影响很大。
国内某大型钢铁公司连退机组近年来品种结构不断优化,深冲、高强等产品品种比例逐年攀升,机组原来的生产工艺与流程在新品种生产过程中易出现焊缝质量不高、重焊率高以及带钢断带造成机组停机等严重影响带钢焊接质量和生产效益的情况,已无法适应生产需求。
国内已有相关研究针对带钢生产中过烧、虚焊等焊接质量问题,通过分析影响焊接质量的因素,建立焊接工艺方法以及数学模型[1];基于解析焊接热量计算模型,实现连退机组焊接工艺综合优化控制技术[2];分析碾压轮压力、搭接量等焊接工艺参数对焊接质量影响的基础上,优化焊接工艺参数配置[3]。
当前研究主要集中在焊接工艺方法、参数配置上,对于机组设备的运行状态、过程检测与试验方法综合影响考虑不足。
1连退机组本体设备1.1及时清理设备一是清理剪刃区域废板条。
焊机剪刃呈弱磁性,易吸附焊接剪切前产生的细铁条,尤其在生产厚料时,焊机二次剪切产生的板条细而长,吸附在焊机剪刃侧边不仅影响剪切质量,也会造成剪刃损伤,影响焊接质量。
因此,在每次焊接前,必须检查、清理焊机剪刃区域废板条,确保剪切质量和焊缝稳定。
二是清理焊渣。
焊接过程中产生的焊渣,不仅影响焊接质量,也易粘在焊缝传感器上,损伤传感器并影响焊缝检测,使QCDS 图像失真,诱导操作工误判焊缝质量。
生产1.0mm 以下薄料时,每班清理1~2次即可,在生产1.2mm 以上厚料,尤其是部分使用后加热功能焊接的带钢,产生焊渣量更大,需增加清理频次,每班至少清理3~4次。
三是清理对中灯管和摄像头灰尘。
激光接带钢采用光电感应对中方式,光电感应对中精度高,维护和故障判断难度较大。
对中摄像头对光线感应非常灵敏,即便灯管或摄像头镜头有少量灰尘,也会产生对中偏差,焊缝错边,造成焊缝运行过程中跑偏。
本钢浦项酸洗-轧机联合机组概述摘要随着科技的不断发展,对钢铁的需求的不断增加,要求钢铁厂在生产钢板时即要有良好的产品质量又要有高速的生产能力。
时代的要求不仅是针对钢铁厂的产品,同时也是针对钢铁厂的设备提出了要求。
本文详细介绍了本钢浦项酸洗-轧机联合机组的主要产品结构、技术参数、工艺流程及先进的生产设备情况。
关键词酸洗-轧机联合机组激光焊机酸洗工艺五机架六辊UCM轧机1.前言本钢浦项冷轧薄板有限责任公司是本溪钢铁集团公司与韩国浦项钢铁株式会社共同出资兴建的冷轧厂。
其中酸洗-轧机联合机组(简称PL-TCM机组)采用了浅槽紊流式酸洗及五机架六辊轧机进行轧制。
这种一体化生产工艺与常规的串列式冷轧机或无头轧制相比,具有工序简单、生产周期短、操作人员少、节约投资、减少占地面积、产品质量好、成材率高等优点。
PL-TCM机组的主要设备多为三菱-日立设计,其中几个重点的设备全部采用的三菱-日立技术,该技术是目前世界上最先进的冷轧技术之一。
2.产品品种和规格本钢浦项冷轧薄板有限责任公司PL-TCM机组可生产780MPa级以下的冷轧板,生产的品种包括:CQ、DQ、DDQ、EDDQ、SEDDQ、CQ-HSS、DQ/DDQ-HSS、BH-HSS、DP、TRIP等。
机组主要技术参数:设计年生产能力:190万吨成品规格:宽度 800mm~1850mm厚度 0.20mm~2.5mm钢卷处径 Max.1600mm钢卷内径Φ508mm; Φ610mm卷重 Max.20T具体产品情况如表2.1:表2.1 产品及规格3.PL-TCM机组的主要工艺流程及工艺参数PL-TCM机组做为本钢浦项冷轧薄板有限责任公司的第一条机组,主要是将热轧原料经过酸洗和轧制处理后,将冷硬板提供给连续退火机组和热镀锌机组进行机组主要的技术参数如下:线速度:入口段 Max.600 m/min中间段 Max.250 m/min圆盘剪段 Max.400 m/min穿带速度:入口段 Max.60 m/min中间段 Max.30 m/min圆盘剪段 Max.60 m/min加速度:入口段 Max.60 m/min/sce中间段 Max.30 m/min/sce圆盘剪段 Max.60 m/min/sce生产能力:最大500t/h轧机出口最大速度:1650m/min4.PL-TCM机组主要设备、工艺参数及其特点4.1 激光焊机PL-TCM机组的激光焊机采用的是三菱-日立的技术,与之配套的焊机选用的是米巴赫12kw的激光焊机。
邯钢新区2080连续退火机组简介邯钢新区2080连退机组是继宝钢1800、本钢1850、顺义2080等之后,我国即将投产建成的又一大连续退火机组。
该机组于2008年3月开始筹建,2010年10月开始投产,设计年产量约100万吨。
机组由德国SMSD公司总设计,主题关键设备从德国进口,其他设备由SMSD公司设计、监造和国内合作制造,电气控制系统由德国SIMENS 公司设计制造。
1邯钢新区连续退火机组的工艺流程和装备水平1.1 工艺流程简介步进梁上料系统双开卷双直头机双切剪米巴赫激光焊机碱液喷淋清洗Ⅰ段涮洗Ⅰ段碱液喷淋清洗Ⅱ段刷洗Ⅱ段电解清洗刷洗Ⅲ段热水漂洗带钢热风干燥入口活套预热ⅠⅡ段加热ⅠⅡⅢ段均热段缓冷段过时效ⅠⅡⅢ段终冷段水淬段出口活套平整机出口检查活套垂直/水平检查圆盘剪静电涂油机飞剪双卷取机步进梁下料系统。
1.2连退机组特点新区连续退火机组的特点:(1)机组采用双开卷机、双卷取机、自动拆捆带机、自动打捆带机、入口双切剪等设备,极大的提高了机组的自动化水平。
(2)机组采用立式喷淋清洗、电解、漂洗、烘干和卧式刷洗、漂洗相结合的清洗方式;采用大电流的清洗整流器,结构紧凑,长短适中,既保证了带钢的清洗效果,又节省了空间和资金。
(3)机组采用入口、出口、出口检查三组立式活套,充分保证了机组的全连续生产。
(4)采用加速喷气冷却和辊冷的快冷方式,大大提高了带钢的板型质量和温度均匀性,保证了带钢的冷却效率。
(5)退火炉采用连续比例控制,采用“鼓-抽”式烧嘴,W型辐射管,燃烧效果非常好。
炉内采用高张力控制,配有张力辊、张力测量辊、控偏辊、稳定辊及辊型设计和辊凸度控制系统,有效避免带钢炉内跑偏,保证带钢板型质量。
(6)炉子段入口和出口各布置一个弹跳辊,一个弹跳辊在炉子段前面,用来补偿带钢在炉子中加热和均热段当中的板带在事故停车时带钢收缩;另外一个弹跳辊位于炉子段后面,补偿炉子中过失效段和快冷段在炉子事故停车时的板带收缩。
米巴赫激光焊机(HSL 21)1 焊机总体描述激光焊机位于酸轧线入口段,它能够自动将单个钢带焊接成一个无限长的板带。
焊机结构图如下:1 焊接小车2 焊接小车驱动3 剪子驱动4 剪子装置5 焊接边沿定位6 激光聚焦头7 激光焊接头8 激光束导向9 平整轮10 加热装置(感应加热)11 打孔装置12 废料排出13 板带边沿检测14 废料槽2 数据2.1 焊机类型板带激光束焊机制造商:Hugo Miebach,Dortmund类型:HSL 212.2 板带尺寸和来料材料板带宽度930-2080mm板带厚度 1.8-6.0mm(+/-10%)(焊接范围1.6-6.5mm)钢种等级激光可焊接钢、普通低碳钢、高强度低合金钢、高强钢板和热轧钢带钢类型普通商用钢、冲压钢、深冲钢、超高深冲钢、高强钢(强度340、590、780)2.3 板带通过方向从操作侧看:从左到右板带通过线高度1100mm3 技术数据3.1 机器参数板带水平通道宽2300mm板带垂直通道宽140mm主夹紧力(每一边)大约400KN先导头夹紧力大约40KN双切剪和打孔机剪切力大约800KN剪刀之间的距离140mm打孔机冲头直径14mm板带中心线上冲孔距焊缝的距离100mm焊缝平整力50KN焊接小车速度(无级可调)1m/min. 到12m/min. 焊接和平整后超厚量0%尺寸焊机尺寸(依据图纸),不含开关柜和液压装置长度(线上):大约10 000mm宽度:大约18 800mm高度:大约 4 300mm(板带通过线以上高度)3.2 总重包括所有的附属设备在内总重:大约220吨焊机在运输时要拆卸成几个部分最大单体重量:大约87吨3.3CO激光源2涡轮轴承无油润滑输出激光功率12KW波长10.6m功率稳定性(长期)±2%激光束长度(固定)大约7 100mm3.4 液压站1个三相电机带有泵(加一个备用)90KW/380V, 1500RPM 压力水平Max.18MPa;260l/min 1个油箱标准1 500 l油粘度(动力粘度)ISO,VG 46依据DIN51562 cSt/240℃时46cStmm=.sec推荐用油HLP 46 依据DIN51524,第二部分(矿物油)NAS 61个油液循环泵(加一个备用)Max.1MPa,140l/min用于过滤和油水冷却器 5.5KW 电机1个加热装置8KW作为冷却介质的水最大入口温度35℃最大出口温度45℃水量大约15hm/3压力 2bar(开式循环)冷却水(工业用水)4 公用介质4.1 气动和气体冲刷焊机上装载的阀组气体压力5到7bar压缩气体质量等级3(参照ISO8573-1)4.2 激光气体纯净度CO99.995%2He99.996%N99.996%2惰性气体(焊接区域保护气)He99.996%4.3 供电电气数据主电源电压380V,50Hz,3相带有最大偏差为10%主电源功率110kV A用于激光冷却400kV A用于附属装置照明供电220V/50Hz,1.5kW 不间断电源(用于PLC、HMI和QCDS)220V/50Hz,Max 5KV A 米巴赫内部电磁阀24 V DC;220 V AC 接近开关/光电管24 V DC5 消耗品5.1 矿物油2000升依据规定进行更换和再补充5.2 冷却水5.2.1 液压和水冷用冷却水水用量大约15hm/3温度:入口最大35℃压力2bar(开式循环)冷却水(工业用水)5.2.2 预加热和后加热的冷却(闭式循环)脱盐水、去离子水或蒸馏水,150升5.2.3 激光发生器的冷却水闭式循环:操作中没有冷却液的消耗。
当导电率超过200cmμS/时,整个水量就要改变。
供应水量:1000升发生器对水的要求:脱盐水、去离子水或蒸馏水导电率大约20-30cmμS/5.3 气动压缩空气(不连续)大约36hNm/35.4 气体He48Nl/h 连续N10 Nl/h 连续2CO 2 Nl/h 连续2保护气He大约70 Nl/min 仅在焊接过程中用用于冲刷的气体(N)消耗大约135 Nl/min26 设备的说明6.1.1 激光焊机HSL21,提供者:米巴赫本激光焊机将完全由米巴赫提供主要设备如下:1.带有精密导轨的框架2.滚珠丝杠驱动的C型焊接小车,可以无级调速,包括:-激光先导焊接系统(LPS),包括:焊缝和带钢边沿导向的上辊和下辊液压缸,导向内置式激光焊接头(水冷和高度自动调整),带有反射铜镜和聚焦铜镜基于不同带钢厚度的动态高度调整(两边高度都可调)-上下焊接区域的保护气体(He)-C型小车内部的防尘柜,由防护罩保护,底部有小气流-长度优化、稳定的密封式激光束导向,带有水冷铜镜和铝保护管内部的保护系统(空气干燥系统)-激光电气柜,带有可控式无线电频率发生器(两边都有),安装于框架上-高频感应加热装置,用于带钢边沿的预加热和后加热,包括:-高频转换器-带有感应线圈、合适的变压器、电容振荡回路和水冷的加热单元-高精密度的双切剪,便于激光焊接。
剪刃安装在剪盒内便于快速更换。
双切剪带有内置式打中心孔的打孔设备。
为了维护剪刀的方便,还带有精密研磨设备。
剪子的研磨要按照米巴赫研磨说明来进行。
-剪切废料传送带,放置于下剪处便于自动废料排出-废料溜槽将废料传送至与生产线平行的主传送带上(主传送带不是米巴赫的供货范围)。
-用于带钢边沿检测的光电控制(激光束的开启与停止)-LPS前面的预定位辊-带有导向和液压缸驱动的上下焊缝平整辊-焊接小车所有介质供应的电缆拖链-作为基础设备QCDS 13.带钢入口夹紧装置,带有辅助装置和编码器4.带钢出口夹紧装置,带有辅助装置和编码器5.入口、出口提升辊,带钢线上运行时提升,焊接时下降6.单独安装于地面水平位置的液压单元,带有油箱、油冷、过滤和加热7.单独安装的液压阀台和焊机上的阀焊机上的气动阀8.单独的电气开关柜,带有电气软件和程序队列控制型西门子S7,机上外部接口(以太网)第一人机界面悬挂式操作面板(触摸屏幕(中文,买方再次检验翻译对错))用于控制入口和出口侧焊机的功能,带有激光功能面板(放置于焊机上)第二人机界面一个人机界面在控制室里的控制台,基于标准电脑带有彩色标准监控器(19”).该人机界面作用如下:-帮助和知道操作者-焊接参数输入-预选-带钢数据-故障诊断-互锁-如果需要,实施自动重焊6.1.2 带钢对中设备入口侧:- 一个带钢活套辊- 一个带钢转向- 一个外部带钢对中单元MCD- 夹送辊- 光栅控制来跟踪带钢头- 一个衬垫式带钢对中单元MCD集成在焊接入口夹送装置内。
带有带钢夹持辊,来保证带钢头在横移过程中维持活套,从而避免带钢头向焊机滑移。
出口侧:- 一个衬垫式带钢对中单元MCD集成在焊接出口夹送装置内。
带有带钢夹持辊,来保证带钢尾部在横移过程中维持活套,从而避免带钢尾部向焊机滑移。
- 夹送辊- 一个外部带钢对中单元MCD,安装在支撑台上- 带钢转向- 一个带钢活套辊6.1.3 焊缝质量控制数据系统QCDS 3 代替QCDS1(可选)焊机带有在线焊缝跟踪和质量控制系统。
焊接完成后,三个高分辨率的相机将焊接区域的详细情况拍摄下来。
拍摄结果将在单独的QCDS监控设备上显示。
另外,6个模拟数值、焊接参数可以被记录并且显示下来。
存储能力为最近的5000个焊缝参数。
模拟值:激光功率焊接速度预加热功率后加热功率平整压力LPS辊压力6.1.4 切边剪带有内部传送带的双切边剪剪子中心线位置:距离焊机中心线位置大约2340mm剪切部分:带钢每边最大150mm的宽度差值,剪切废料尺寸180×635mm7.0埃氏焊缝检测仪液压驱动焊缝检测仪,用于线下检测焊缝质量。
检测时考虑:如果焊缝是在轧制方向上破裂,没有问题。
如果焊缝是在焊接方向上破裂,有问题。
8.0 气站包括:一个带有3×2个激光气瓶的气站(氦气、氮气和二氧化碳),该气站带有:●转换开关●自起泡●信号装置●两级减压阀(激光柜内气体混合装置)两个保护气体气瓶(氦),带有:●开关功能●洗气●两级减压阀流量计9.0 功能描述9.1 机器结构焊机主要包括四个主要部分A 带钢入口部分B 带钢出口部分C 激光焊机本体D 液压站(这里不描述)9.2 带钢出口部分机器部件A1 提升辊A2 夹送辊A3 活套A4 夹钳对中装置A5 边部开槽A1 提升辊提升辊安装在夹送辊的框架上。
为了保护焊机和支撑带钢,在带钢运行时,提升辊处于上升状态。
当“带尾接近”信号从生产线输送到焊机,提升辊在夹送辊下降之前下降。
升降辊在焊接准备和整个焊接过程中处于下降位。
边部开槽后,焊机发出“释放带钢”信号到生产线,升降辊再次升起用于过带。
出口提升辊由一个液压缸来驱动,实现提升和下降(入口相同)。
A2 夹送辊夹送辊输送和精确定位带钢边沿进入双切剪(最大速度30 m/min)。
两个液压缸(一个在驱动侧另一个在操作侧)驱动从动辊(上夹送辊)升降。
夹送辊(下辊)固定安装在水平平台的下部。
从动辊下降,实现带钢的传输和夹紧。
夹送辊是由液压马达驱动的。
为了保证夹送辊能够可靠停止,在方向控制阀和液压马达之间安装有回流阀。
带钢就是这样在两个转动的辊子之间实现传送的。
为了实现活套的形成,夹送辊输送速度要比线上速度快。
从动辊上的脉冲发生器检测带钢尾部送入剪子的距离。
A3 活套为了在焊机后面形成活套,在带钢出口部分安装了一个活套辊。
一个液压缸向上移动起活套臂,撑起带钢,形成活套后活套臂下降。
A4 夹钳对中装置带钢出口部分装配有两个对中滑块,每一个都带有对中夹钳,由液压缸和齿轮齿条机构驱动。
对中夹钳以对中速度相向运动直到夹紧压力达到调节压力。
带钢即被定位到生产线中心。
夹钳最大距离:大约2300mm夹钳最小距离:大约550mmA5 边部开槽(侧冲剪)当不同宽度的带钢焊接在一起的时候,焊缝的边部将会妨碍带钢顺利通过穿过生产线后续的其它部件。
这些边部能被侧冲剪切掉。
侧冲剪由驱动侧及操作侧的冲切小车、冲切工具和输送通道组成。
冲切小车和冲切工具由液压缸驱动,相应的初始位、最终位以及冲切小车的定位由传感器(极限开关)完成。
为切掉焊缝边角以及消除带钢宽度上的不同,带钢在焊接完毕后需进一步输送到侧冲剪。
冲切小车向带钢边部移动直至冲切位置。
在冲切工具切削掉焊缝的边角后,冲切小车退回到初始位。
冲切完毕后,冲切的边部废料由内部输送皮带输送至辅助皮带。
废料可以由内部皮带送至操作侧或驱动侧。
最大距离:大约2300mm最小距离:大约550mm9.3 带钢出口部分机器部件B1 夹钳对中装置B2 活套B3 夹送辊B1 夹钳对中装置同出口夹钳对中装置(略)B2 活套同出口活套(略)B3 夹送辊同出口夹送辊(略)B4 带钢检测器(两个光栅)检测进来的带钢9.4 激光焊机本体机器部件C1 底座C2 空项C3 夹紧台C4 夹紧装置C5辅助夹紧装置C6 对中装置C7 焊接小车C8 焊接小车驱动C9 剪子装置C10 剪子驱动C11剪切废料输送C12空项C13 打孔机C14 带钢检测器C15焊接边沿定位C16 预加热C17 激光焊接头导向C18激光焊接头C19 激光支撑辊头C20 后加热C21平整辊导向C22 激光气体装置C23 激光源柜C24 激光束导向系统C25 焊缝检测系统C1底座(横移通道)底座是几个组件的静止的支承架,另外在它上面装配有运行轨道。