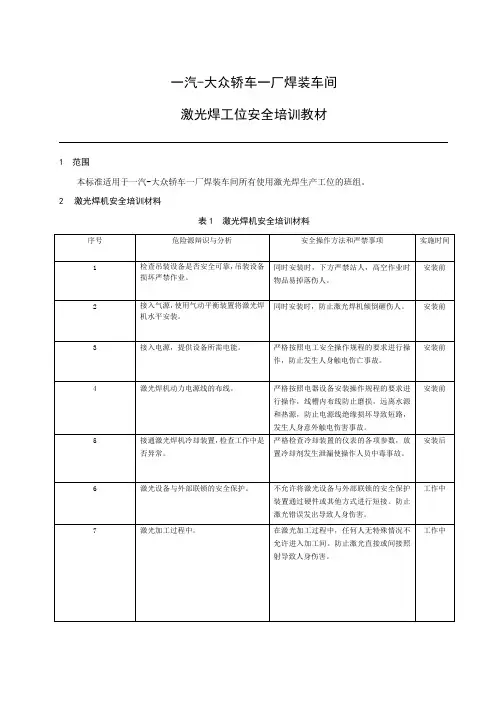
激光焊接教材
- 格式:ppt
- 大小:4.51 MB
- 文档页数:24
目录? 一、激光基础知识? 二、激光焊原理? 三、激光焊接在DPCA 白车身生产中的主要应用? 四、激光钎焊4.1 激光钎焊系统构成及主要设备4.2 对产品及冲压件的要求4.3 影响焊接质量的因素4.4主要焊接缺陷? 五、激光熔焊5.1 激光熔焊系统构成及主要设备5.2 对产品及冲压件的要求5.3 影响焊接质量的因素5.4 主要焊接缺陷LASER :Light Amplification by Stimulated Emission of Radiation一、激光基础知识利用受激辐射实现光的放大激光工作物质泵浦源谐振腔单色性好激光的显着特征方向性好、亮度高相干性好 激光焊培训课件【最新资料,WORD 文档,可编辑修改】激光的相位在时间上是保持不变的,合成后能形成相位整齐、规则有序的大振幅光波。
激光器输出的光束发散角度小于10 -3 ~10 -5 弧度光束的模式通常把光波场的空间分布分解为沿传播方向的分布和垂直于传播方向的横截面内的分布。
分别称为纵模和横模。
纵模主要影响激光的频率,对加工性能影响很小。
横模主要影响激光能量在横截面的分布,对加工性能影响很大。
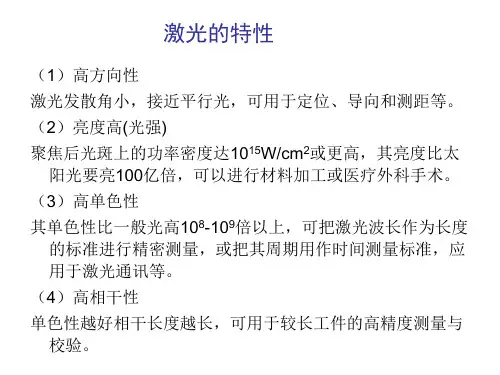
Laser group Laser medium Pump mechanism Wave length Power range Example/ rangeof use气体激光气体或蒸气电激发气体发光 CO 2 -lasers /材料加工HeNe-laser /测量技术受激原子激光 /测量,化学成像.10,6 μm(远红外线)633 nm (rot)175 - 583 nm(紫外线)Up to. 25 kW< 0,1 W< 1000 W(no CW operat.)固体激光晶体或玻璃闪光灯,弧光灯,发光二极管为激发源Nd:YAG-Laser /Nd:Glas-Laser /材料加工Rubin laser红宝石1,06 μm(near IR)694 nm (rot)Up to 6 kW< 20 W (no cw)半导体激光半导体弧光灯,激光用于光谱学可调节.300 nmto1,2 μm< 100 W电激发 670 - 880 nm < 5 W< 100 W< 5000 W染料激光一种浓度很稀的有机染料Single emitter1 cm barrenstacks激光的分类红外光可见光紫外光400-450 W 800-1000 Wenviron 1500 mmSource LASER 激光源Module FIBRE光纤模块Diode POMPAGE二极管DPCA所使用的激光器——光纤激光器UV - C UV - B UV - A IR - A IR - B IR - C10 nm 10 6 nm角膜炎结膜炎白内障红斑视觉损坏视网膜灼伤皮肤灼伤白内障角质灼伤眼睛皮肤射线的穿透性眼睛看YAG固体激光器的线束,会被无知觉的灼伤视网膜(不可逆转的)。

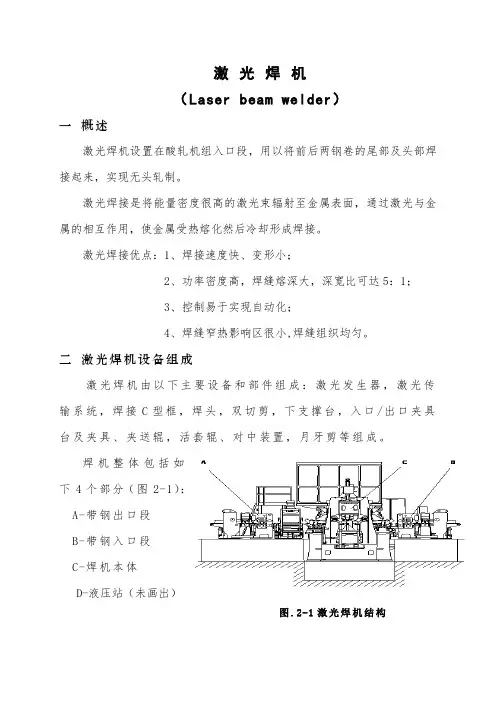
激光焊机(Laser beam welder)一概述激光焊机设置在酸轧机组入口段,用以将前后两钢卷的尾部及头部焊接起来,实现无头轧制。
激光焊接是将能量密度很高的激光束辐射至金属表面,通过激光与金属的相互作用,使金属受热熔化然后冷却形成焊接。
激光焊接优点:1、焊接速度快、变形小;2、功率密度高,焊缝熔深大,深宽比可达5:1;3、控制易于实现自动化;4、焊缝窄热影响区很小,焊缝组织均匀。
二激光焊机设备组成激光焊机由以下主要设备和部件组成:激光发生器,激光传输系统,焊接C型框,焊头,双切剪,下支撑台,入口/出口夹具台及夹具、夹送辊,活套辊、对中装置,月牙剪等组成。
焊机整体包括如下4个部分(图2-1):A-带钢出口段B-带钢入口段C-焊机本体D-液压站(未画出)图.2-1激光焊机结构2.1焊机主体结构图.2-2 焊机主体结构表:焊机主体组成部件激光焊机,其主要设备(如上表)组成介绍如下:1.底座.装有用于“C”型架运行的高精度导轨。
2.车式“C”型框,装有球型丝杆及其转动装置。
3.高性能CO2激光发生器安装在“C”型架上,设有保护罩如图.2-3。
激光发生器安转位置图.2-3 CO24.适应于激光焊接的高精度双切剪。
为便于更换刀片,将刀片组装在1个盒内。
剪体内装有冲孔器如图.2-4。
图.2-4 双切剪结构5、带钢两侧的光电检测器用以控制激光束投入起止点。
6、激光发生器和激光反射镜都设有水冷却系统。
7.传输激光的铝质导管也固定在“C”型架上,管内装有1个带水冷却的激光转向反射镜,管内冲有保护气体。
由于激光发生器和激光焊头都安装在“C”型架上,所以传输光路短如图.2-5。
图.2-5 激光束传输过程9.在焊缝的上下面设有焊缝光整轮,用液压缸操作。
10.高频电感加热器(用于对带钢预热和退火)组成为:高频转换器;加热器(由电感应线圈、变压器、震荡回路、电容器及水冷却器)等。
11.冲孔装置在焊缝边缘处冲孔,为了在后续工艺中实现对焊缝的跟踪和检测。
机械设备制造激光焊接培训课件文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-目录一、激光基础知识二、激光焊原理三、激光焊接在DPCA 白车身生产中的主要应用四、激光钎焊4.1 激光钎焊系统构成及主要设备4.2 对产品及冲压件的要求4.3 影响焊接质量的因素4.4主要焊接缺陷五、激光熔焊5.1 激光熔焊系统构成及主要设备5.2 对产品及冲压件的要求5.3 影响焊接质量的因素5.4 主要焊接缺陷LASER :Light Amplification by Stimulated Emission of Radiation一、激光基础知识利用受激辐射实现光的放大激光工作物质泵浦源谐振腔激光焊培训课件【最新资料,WORD 文档,可编辑修改】单色性好激光的显着特征方向性好、亮度高相干性好激光的相位在时间上是保持不变的,合成后能形成相位整齐、规则有序的大振幅光波。
激光器输出的光束发散角度小于10 -3 ~10 -5 弧度光束的模式通常把光波场的空间分布分解为沿传播方向的分布和垂直于传播方向的横截面内的分布。
分别称为纵模和横模。
纵模主要影响激光的频率,对加工性能影响很小。
横模主要影响激光能量在横截面的分布,对加工性能影响很大。
Laser group Laser medium Pump mechanism Wave length Power rangeExample/ range of use气体激光气体或蒸气电激发气体发光 CO 2 -lasers /材料加工HeNe-laser /测量技术受激原子激光 /测量,化学成像.10,6 μm(远红外线)633 nm (rot)175 - 583 nm(紫外线)Up to. 25 kW< 0,1 W< 1000 W(no CW operat.)固体激光晶体或玻璃闪光灯,弧光灯,发光二极管为激发源Nd:YAG-Laser /Nd:Glas-Laser /材料加工Rubin laser红宝石1,06 μm(near IR)694 nm (rot)Up to 6 kW< 20 W (no cw)半导体激光半导体弧光灯,激光用于光谱学可调节.300 nmto1,2 μm< 100 W电激发 670 - 880 nm < 5 W< 100 W< 5000 W染料激光一种浓度很稀的有机染料Single emitter1 cm barrenstacks激光的分类红外光可见光紫外光400-450 W 800-1000 Wenviron 1500 mmSource LASER 激光源Module FIBRE光纤模块Diode POMPAGE二极管DPCA所使用的激光器——光纤激光器UV - C UV - B UV - A IR - A IR - B IR - C10 nm 10 6 nm角膜炎结膜炎白内障红斑视觉损坏视网膜灼伤皮肤灼伤白内障角质灼伤眼睛皮肤射线的穿透性眼睛看YAG固体激光器的线束,会被无知觉的灼伤视网膜(不可逆转的)。