基于PLC的选煤厂集控系统的设计与应用
- 格式:pdf
- 大小:345.85 KB
- 文档页数:2

PLC在选煤厂集控系统改造中的应用【摘要】选煤厂集控系统在煤矿生产中起着至关重要的作用,而PLC作为控制系统的核心设备,在选煤厂集控系统改造中扮演着重要角色。
本文从选煤厂集控系统的功能和特点入手,探讨了PLC在改造过程中的优势,并通过具体应用案例展示了其有效性。
还详细分析了PLC在改造中的技术要点和注意事项,强调了其在提升生产效率和降低成本方面的重要性。
结论部分对PLC在选煤厂集控系统改造中的重要性进行了总结,并展望了未来的发展方向。
通过本文的研究,可以更好地了解PLC在选煤厂集控系统改造中的应用及影响,有助于进一步推动煤矿行业的现代化进程。
【关键词】引言: 选煤厂集控系统,PLC,作用,重要性正文: 功能,特点,优势,应用案例,技术要点,注意事项结论: 重要性,未来发展方向1. 引言1.1 选煤厂集控系统的重要性选煤厂集控系统是选煤厂生产过程中的核心控制系统,其重要性不言而喻。
选煤厂作为煤炭工业的重要环节,其生产管理和自动化控制对于提高煤炭生产效率、保证产品质量具有至关重要的作用。
而集控系统作为选煤厂自动化控制的核心,承担着监测、控制、数据采集、数据处理等重要功能,对于提高生产效率、减少人力成本、提高生产安全性、稳定性等方面具有不可替代的作用。
选煤厂集控系统的重要性在于其直接关系到选煤厂生产效率、质量、安全等方面,而PLC作为其中的关键技术之一,在提升选煤厂生产水平、降低成本、提高竞争力等方面具有不可替代的作用。
只有充分认识到选煤厂集控系统的重要性,并加强对PLC技术的应用和研究,才能更好地推动选煤厂集控系统的改造和发展。
1.2 PLC在选煤厂集控系统中的作用在选煤厂集控系统中,PLC不仅可以实现对选煤设备的控制,还可以与其他设备进行通信,实现全面的集成控制。
通过PLC,可以实现选煤过程的信息化和智能化,提高生产效率,降低生产风险。
PLC在选煤厂集控系统中扮演着重要的角色,是现代选煤厂实现智能化生产的关键技术之一。


PLC在选煤厂集控系统改造中的应用PLC(Programmable Logic Controller,可编程逻辑控制器)是一种数字化电子计算机,广泛应用于工业过程自动化控制系统中。
在选煤厂集控系统改造中,PLC具有重要的应用。
PLC可以实现选煤厂生产线的自动化控制。
选煤厂生产线通常包括多个工艺设备,如振动给料机、破碎机、筛分设备等。
通过配置PLC,可以将各个设备的控制信号集成到一个集中控制系统中,实现对整个生产线的自动化控制。
PLC可以根据设定的运行参数和逻辑控制策略,精确控制设备的启停、运行速度、运行时间等参数,提高生产线的稳定性和生产效率。
PLC可以实现选煤厂集控系统的数据采集和监测。
选煤过程中,需要对各项参数进行实时监测和数据采集,以便及时了解设备的运行状态和生产效果。
PLC可以通过各种传感器和信号输入模块,对温度、压力、流量等参数进行实时采集,并将采集到的数据传输给集控系统进行处理和分析。
PLC还可以实现对设备运行状态的监测,如设备的启停状态、故障报警等,及时发现并解决问题,提高设备的可靠性和安全性。
PLC还可以实现选煤厂集控系统的过程控制和优化。
选煤过程中,通过对各个工艺参数的控制和优化,可以提高煤炭的品质和产量,降低能耗和环境污染。
PLC可以通过控制算法和逻辑策略,对工艺参数进行精确控制和调整,以达到最佳的工艺运行状态。
PLC还可以与其他系统集成,如输送系统、称重系统等,实现整个选煤过程的协调和优化。
PLC还可以实现选煤厂集控系统的远程监控和操作。
随着信息化和网络技术的发展,远程监控和操作已成为现代工业控制系统的重要特点。
PLC可以通过与网络通信模块的配合,实现对选煤厂的远程监控和操作。
工程师可以通过远程终端设备,如电脑、手机等,实时查看选煤厂的运行状态和参数,进行远程控制和调整,提高运维效率和管理水平。
PLC在选煤厂集控系统改造中具有重要的应用。
通过PLC的配置和优化,可以实现选煤厂生产线的自动化控制、数据采集和监测、过程控制和优化,以及远程监控和操作,提高生产效率和质量,降低能耗和环境污染,推动选煤厂向智能化、网络化方向发展。

PLC在选煤厂集控系统改造中的应用随着我国经济的快速发展,能源需求日益增长,对于煤炭资源的需求也逐渐增加。
一个高效的选煤厂对于提高煤炭品质,降低成本具有重要作用。
在实际工程中,优化设计和控制系统改造是提高选煤厂生产和品质的重要手段。
PLC是一个广泛应用于工业自动化领域的控制器,它的应用在选煤厂集控系统改造中具有很高的价值。
PLC可以与传感器、执行器等设备有效的连接和通信,将现场的信号传送到监控中心,改变生产系统的工作状态,实现自动化控制。
将PLC引入选煤厂集控系统,可以实现集控系统的高效率、稳定性和安全性的提高。
1. 提高自动化水平选煤厂的生产过程需要众多设备协同工作,需要从控制中心控制这些设备的运行。
传统的控制系统使用人工控制工作,人工控制工作存在人员作业不连贯,出现误操作的情况;而PLC 可以自动监测和控制这些设备,实现完全自动化的生产流程。
从而能够提高选煤厂的生产效率和产品质量,减少生产成本。
2. 保证系统的稳定性选煤厂生产对设备和设施的要求非常高,需要保证设备稳定性和集中控制系统的可靠性。
将PLC应用于集控系统的改造可以实现对设备的快速并准确的控制和监测。
从而提高选煤厂生产的稳定性和可靠性,降低了系统的故障率、减少停机时间,从而提高了生产效率。
3. 实现远程监控和控制PLC 还可以集成远程控制技术,提供更快捷、更准确的监控和控制方式。
在选煤厂集控系统改造中,PLC可以与计算机网络相结合,实现远程监控和控制,可以极大的方便对于选煤厂的运行状态进行监控和远程操作。
同时也能够实现实时数据采集和处理,使管理者能够时刻了解整个系统运行的状态,以及对生产进行预测、优化等,从而提高生产的效率。
总之,PLC在选煤厂集控系统改造中,可以提高选煤厂的生产效率,优化工艺流程,提高产品质量,并且保证了选煤厂的稳定性和可靠性。
随着我国技术的不断进步,PLC在选煤厂集控系统的应用将会越来越广泛,并对于整个选煤行业产生巨大的推动力。
基于PLC的选煤厂控制系统的应用分析摘要:随着社会经济的发展,选煤厂自动化水平也在不断提高,可编程控制在选煤厂的广泛应用,给我国煤炭企业工作人员带来了福音。
本文主要从选煤厂集中控制新技术切入,着重分析了基于PLC的选煤厂控制系统的具体应用情况,希望能够对相关工作人员起到借鉴与参考的作用。
关键词:选煤厂;PLC;控制系统;应用前言近年来,国内外精煤市场对于精煤的需求日益提高,在这样的背景下,选煤厂为了提高精煤产量,需要不断革新自身选煤技术,才能够充分满足日益增长的市场需求。
选煤厂实现集中控制需要遵循三项基本原则,即在保证选煤质量的基础上提升选煤效率、在保证选煤质量和选煤效率的基础上降低选煤成本、在保证选煤质量、效率、成本的基础上提高系统运行的安全性与连续性。
基于PLC的选煤厂控制系统的应用,取得了极为显著的成效,不仅提高了选煤厂的选煤质量,而且还在很大程度上提升了选煤效率,保证了选煤系统的连续性与安全性,具有极高的推广价值。
一、概述(一)概念PLC又称PC,是可编程序控制器的简称,其在结合计算机技术与继电器逻辑控制技术的基础上,进行合理的改进和发展,最终成为新一代工业控制器。
可编程序控制器具有可靠性高、适应能力强、设备齐全及编程简单的特征,被广泛应用于我国各行业和领域。
选煤厂采用PLC对全厂设备进行控制,是实现选煤厂计算机集中控制的重要条件。
(二)工艺系统我选煤厂年处理能力约为3100万吨,控制系统主要包括产品装车系统、原煤系统及重介系统等。
二、系统配置及功能设置(一)系统配置选煤厂控制系统主要是由PLC、模拟屏、控制台和电源柜共同组成,其中,PLC作为选煤厂集中控制的核心部分,采用了美国罗克韦尔公司生产的AB型PLC,Logix5000系列。
ControlLogix系统与传统的PLC系统不同,具备更为先进的系统构建理念,其硬件性能高且软件功能强大,能实现多种性质的控制任务,属于复杂多任务控制平台。
PLC在选煤厂集控系统改造中的应用随着工业自动化技术的不断发展,PLC(可编程逻辑控制器)已经成为各种工业控制系统中最重要的组成部分之一。
在煤炭行业中,选煤厂是一个重要的环节,其集控系统需要不断更新改造以适应市场需求和技术发展。
本文将重点介绍PLC在选煤厂集控系统改造中的应用。
一、选煤厂集控系统的基本组成选煤厂是煤炭深加工的重要环节,主要任务是从原始煤炭中分离出质量更好的洗煤产品。
传统的选煤厂集控系统是由人工操作和一些简单的控制设备组成,其控制效率和精度有限。
随着自动化技术的不断进步,现代选煤厂集控系统一般由PLC控制器、人机界面、传感器、执行机构等多个部分组成,通过这些部分的紧密配合,实现对选煤过程的全方位监控和控制。
1. 数据采集和传输在选煤厂的集控系统中,各种传感器和执行机构都需要与PLC进行数据交换,PLC作为控制中心,负责采集和处理各种传感器传来的数据,并根据预设的算法和逻辑进行控制指令的生成。
通过PLC的串口通信功能,可以方便地与其他设备进行数据交换和传输,确保各个部件之间的协调和一致性。
2. 控制逻辑的编程3. 人机界面的设计PLC系统中的人机界面是与操作人员进行交互的重要部分,通过人机界面,操作人员可以直观地看到选煤过程中各个部件的状态和参数,并且可以进行操作指令的下达和系统的监控。
PLC系统一般与触摸屏等设备配合使用,通过触摸屏,操作人员可以方便地对系统进行各种操作,大大提高了操作的便捷性和效率。
4. 系统的故障检测和诊断在选煤过程中,各种设备和传感器可能会出现故障或者异常,这些故障情况需要及时检测和诊断,以避免对选煤过程的影响。
PLC系统可以通过实时监测各个部件的状态和参数,及时发现故障情况,并通过程序设定的逻辑进行相应的处理和报警,保证选煤过程的稳定和安全。
5. 数据记录和报表生成PLC系统可以对选煤过程中的各种数据进行记录和存储,通过数据记录功能,可以方便地进行数据的分析和统计,为生产管理和质量控制提供重要的数据支持。
PLC在选煤厂集控系统改造中的应用【摘要】本文主要讨论了PLC在选煤厂集控系统改造中的应用。
在介绍了背景和研究意义。
在分别阐述了PLC在选煤厂集控系统中的基础应用、智能优化、实时监测与控制、故障诊断与维护以及通讯网络应用。
结论部分总结了PLC在选煤厂集控系统改造中的重要作用,并展望了未来的发展方向。
通过本文的研究,可以更好地理解和应用PLC技术在选煤厂集控系统中的优势,提高系统的自动化水平和效率,促进选煤厂生产的稳定和可靠性。
PLC技术的应用将为选煤厂集控系统的改造和升级提供可靠的技术支持,有利于提高生产效率和降低生产成本。
【关键词】PLC, 选煤厂, 集控系统, 改造, 应用, 基础应用, 智能优化, 实时监测与控制, 故障诊断与维护, 通讯网络应用, 总结, 发展方向, 作用,展望, 未来.1. 引言1.1 背景介绍传统选煤厂集控系统存在着设备过时、功能单一、运行效率低等问题,为了更好地适应市场需求和提高生产效率,引入PLC技术进行改造势在必行。
PLC在选煤厂集控系统中的应用可以实现自动化控制、智能优化、实时监测、故障诊断等功能,极大地提升了选煤厂的生产效率和运行稳定性。
本文将就PLC在选煤厂集控系统改造中的应用进行深入探讨,旨在为选煤厂的现代化建设提供参考和借鉴。
通过对PLC技术在选煤厂集控系统中的不同应用进行分析,可以更好地了解其在工业生产中的重要作用,为相关行业的技术发展与进步提供有益的借鉴和推动。
1.2 研究意义:PLC在选煤厂集控系统改造中的应用具有重要的研究意义。
随着工业自动化的不断发展,选煤厂需要不断提高生产效率和品质,而PLC作为工业控制的重要组成部分,其应用在选煤厂集控系统中可以实现对生产过程的精准控制和监测,提高生产效率和降低人工成本。
PLC在选煤厂集控系统中的智能优化和实时监测与控制功能,可以帮助选煤厂实现智能化生产和实时响应,更好地应对市场需求和生产变化。
PLC在选煤厂集控系统中的故障诊断与维护功能,可以大大提高设备运行的稳定性和可靠性,减少停机时间和维修成本。
PLC在选煤厂集控系统改造中的应用1. 引言1.1 选煤厂集控系统的重要性选煤厂集控系统在煤炭行业中扮演着至关重要的角色。
作为整个生产线的大脑和指挥中心,选煤厂集控系统能够对生产过程进行监测、控制和优化,提高生产效率、降低成本,确保产品质量和安全生产。
选煤厂集控系统能够实现对原料的自动化处理和分选,减少人力投入,并且保证了操作的准确性和稳定性。
选煤厂集控系统还能够整合各个部门的信息,实现生产过程的自动化、信息化和智能化,提升企业竞争力和市场地位。
选煤厂集控系统的重要性不言而喻,是煤炭行业中不可或缺的重要组成部分。
而PLC作为选煤厂集控系统的核心控制设备,具有高可靠性、灵活性强、易维护等优点,对于提升选煤厂集控系统的性能和效率有着至关重要的作用。
1.2 PLC在选煤厂集控系统中的作用PLC作为工业控制领域的重要设备,在选煤厂集控系统中发挥着关键作用。
PLC可以实现对整个选煤过程中各个设备的自动控制,从而提高生产效率和降低人工成本。
PLC可以对选煤系统中的各个参数进行实时监测和调节,保证系统的稳定性和可靠性。
PLC还可以实现对选煤工艺进行优化调整,提高产品质量和生产效率。
最重要的是,PLC可以实现选煤系统与上位机或其他系统的数据通信,实现信息共享和集中监控,从而提高生产管理的智能化水平。
PLC在选煤厂集控系统中的作用不可低估,它不仅可以提升生产效率和产品质量,还可以实现生产过程的智能化和自动化控制,为选煤厂的发展和改造带来巨大的效益和优势。
PLC的应用将使选煤厂集控系统更加先进、智能化,并为未来的发展奠定坚实基础。
2. 正文2.1 选煤厂集控系统的主要问题及改造需求1.老化设备和技术:许多选煤厂集控系统使用的设备和技术已经存在多年,导致系统性能下降,维护成本增加,甚至无法满足生产需求。
对于老化设备和技术的更新和升级是必不可少的。
2.数据采集和处理能力不足:选煤厂生产过程中需要大量的数据进行监测和控制,但是现有系统的数据采集和处理能力有限,无法满足实时监测和分析的需求。
价值工程0引言重介质旋流器选煤技术以其分选效率高、处理能力大等优势越来越受到人们的重视,市场份额逐年提高。
为保证重介质选煤能够获得优质、稳定的产品及提高分选效率,选煤过程中一些主要工艺参数必须控制在最佳范围内。
因此,不断提高与改进重介质选煤工艺参数自动测控系统的功能尤为关键。
本文介绍一种基于PLC 的选煤厂生产集中控制系统,该系统已取得较好的应用效果。
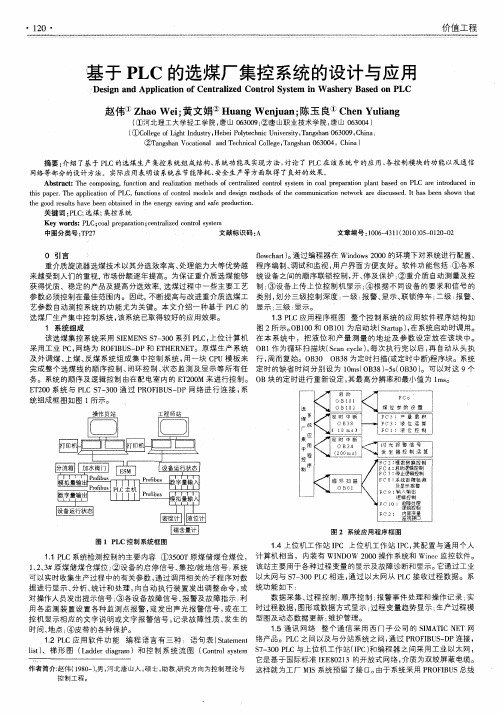
1系统组成该选煤集控系统采用SIEMENS S7-300系列PLC ,上位计算机采用工业PC ,网络为ROFIBUS-DP 和ETHERNET 。
原煤生产系统及外调煤、上煤、反煤系统组成集中控制系统,用一块CPU 模板来完成整个选煤线的顺序控制、闭环控制、状态监测及显示等所有任务。
系统的顺序及逻辑控制由在配电室内的ET200M 来进行控制。
ET200系统与PLC S7-300通过PROFIBUS -DP 网络进行连接,系统组成框图如图1所示。
1.1PLC 系统检测控制的主要内容①3500T 原煤储煤仓煤位,1、2、3#原煤储煤仓煤位;②设备的启停信号、集控/就地信号:系统可以实时收集生产过程中的有关参数,通过调用相关的子程序对数据进行显示、分析、统计和处理,向自动执行装置发出调整命令,或对操作人员发出提示信号;③各设备故障信号、报警及故障指示:利用各监测装置设置各种监测点报警,或发出声光报警信号,或在工控机显示相应的文字说明或文字报警信号,记录故障性质、发生的时间、地点;④皮带的各种保护。
1.2PLC 应用软件功能编程语言有三种:语句表(Statement list )、梯形图(Ladder diagram )和控制系统流图(Control system flowchart )。
通过编程器在Windows 2000的环境下对系统进行配置、程序编制、调试和监视,用户界面方便友好。
软件功能包括:①各系统设备之间的顺序联锁控制,开、停及保护;②重介质自动测量及控制;③设备上传上位控制机显示;④根据不同设备的要求和信号的类别,划分三级控制深度:一级:报警、显示、联锁停车;二级:报警、显示;三级:显示。
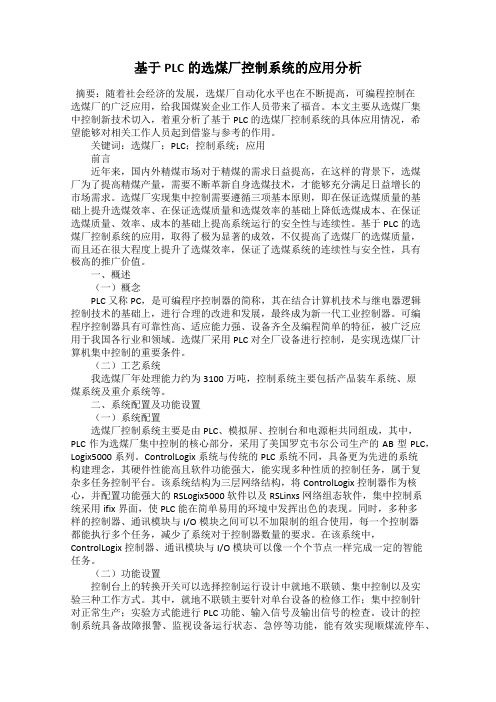
1.3PLC 应用程序框图整个控制系统的应用软件程序结构如图2所示。
OB100和OB101为启动块(Startup ),在系统启动时调用。
在本系统中,把液位和产量测量的地址及参数设定放在该块中。
OB1作为循环扫描块(Scan cycle ),每次执行完以后,再自动从头执行,周而复始。
OB30–OB38为定时扫描(或定时中断)程序块。
系统定时的缺省时间分别设为10ms (OB38)-5s (OB30)。
可以对这9个OB 块的定时进行重新设定,其最高分辨率和最小值为1ms 。
1.4上位机工作站IPC 上位机工作站IPC ,其配置与通用个人计算机相当,内装有WINDOW 2000操作系统和Wincc 监控软件。
该站主要用于各种过程变量的显示及故障诊断和显示。
它通过工业以太网与S7-300PLC 相连,通过以太网从PLC 接收过程数据。
系统功能如下:数据采集、过程控制;顺序控制;报警事件处理和操作记录;实时过程数据,图形或数据方式显示;过程变量趋势显示;生产过程模型图及动态数据更新;维护管理。
1.5通讯网络整个通信采用西门子公司的SIMATIC NET 网络产品。
PLC 之间以及与分站系统之间,通过PROFIBUS-DP 连接,S7-300PLC 与上位机工作站(IPC )和编程器之间采用工业以太网,它是基于国际标准IEE80213的开放式网络,介质为双绞屏蔽电缆。
这样就为工厂MIS 系统预留了接口。
由于系统采用PROFIBUS 总线基于PLC 的选煤厂集控系统的设计与应用Design and Application of Centralized Control System in Washery Based on PLC赵伟①Zhao Wei ;黄文娟②Huang Wenjuan ;陈玉良①Chen Yuliang(①河北理工大学轻工学院,唐山063009;②唐山职业技术学院,唐山063004)(①College of Light Industry ,Hebei Polytechnic University ,Tangshan 063009,China ;②Tangshan Vocational and Technical College ,Tangshan 063004,China )摘要:介绍了基于PLC 的选煤生产集控系统组成结构、系统功能及实现方法,讨论了PLC 在该系统中的应用、各控制模块的功能以及通信网络等部分的设计方法。
实际应用表明该系统在节能降耗、安全生产等方面取得了良好的效果。
Abstract:The composing,function and realization methods of centralized control system in coal preparation plant based on PLC are introduced in this paper.The application of PLC,functions of control models and design methods of the communication network are discussed.It has been shown that the good results have been obtained in the energy saving and safe production.关键词:PLC ;选煤;集控系统Key words:PLC ;coal preparation ;centralized control system中图分类号:TP27文献标识码:A文章编号:1006-4311(2010)05-0120-02———————————————————————作者简介:赵伟(1980-),男,河北唐山人,硕士,助教,研究方向为控制理论与控制工程。
·120·Value Engineering 0引言本系统是MA60国产飞机随机附带的配套管理系统。
飞机配载是飞机的在运营过程中每一架次的载重与平衡的配算,即根据飞机重心的特点及有关的技术数据,科学地安排飞机上的旅客、行李、货物、邮件的位置,使飞机的实际起飞重量的重心、无油重量的重心及着陆重量的重心处于许可的范围内,从而保证飞机飞行安全。
对于任何一种交通运输工具,由于自身结构强度、客货舱容积及运行环境等原因,都必须有最大装载量的限制。
飞机是在空中飞行的运输工具,要求具有更加高的可靠性和安全性以及更好的平衡状态,而装载量和装载位置是直接影响飞行安全和飞机平衡的重要因素。
飞机的最大装载量受到飞机的设计制造者规定的飞机的最大起飞重量、最大着陆重量、最大无油重量的限制以及飞机的基本重量、起飞油量、航段耗油量、飞机的最大业载限额等因素的制约。
通过对国内外一般飞机载重平衡需求的分析发现,由于飞机在运营过程中飞机装载的货物、人数、货物体积的变化,采用手工计算的方式来确定和检测配载是否合理在实际应用中具有很大的缺陷,这种缺陷包括准确程度是否在有效范围,是否能快速有效的重复计算以适应运营的需要,采用手工计算在这些项目上都受到比较大的限制。
而利用有效的信息技术手段构建一个适合于飞机载重平衡需求的配载管理系统,对配载过程进行统计分析,代替人工计算的方式,可减少手工操作的失误。
做到配载计算更加迅速、快捷、准确,对保证飞机安全飞行和提高其利用效率是很有必要的。
1系统功能设计1.1系统主框架根据飞机配载要求的具体情况,将其配载管理系统分为四个管理模块,其中用户管理用于区分用户的角色;系统管理用于系统运行方式的设置;配载管理模块集中了配载信息处理及配载文件的形成功能。
并根据用户角色的不同提供了不同的信息查询及维护方式。
图1给出了配载管理系统平台构架图,系统的信息围绕配载数据库展开。
———————————————————————基金项目:陕西省教育厅基金项目(06G04)资助。
作者简介:王彩霞(1964-),女,河南温县人,硕士,副教授,主要研究方向为机械制造、CAD/CAM 。
飞机配载管理系统的设计与开发Design and Development of the Airplane Load Management System王彩霞①Wang Caixia ;杨威①Yang Wei ;何文华②He Wenhua ;邓声庚②Deng Shenggeng(①西安航空技术高等专科学校,西安710077;②西安巨丰智能科技有限公司,西安710075)(①Xi ’an Aerotechnical College ,Xi ’an 710077,China ;②Jufeng Intelligent Technology Co.,Ltd.,Xi ’an 710075,China )摘要:本文是从飞机载重平衡的角度,对飞机载重平衡的需求进行分析。
充分考虑飞机配重各项工作的需要,提出对配载过程进行信息化管理的方法,并采用信息技术设计开发了相应管理系统。
通过实施应用,表明该系统有助于飞机配载的效率提高。
Abstract:This article from the airplane carrying capacity balance angle,carries on the analysis to the airplane carrying capacity balance demand.Considering airplane counterweight each work need,it proposed to carry on the informationization management to load process,and used the information technology design to develop the corresponding management system.Through the implementation application,it indicated this system was helpful for enhancing the efficiency of the airplane's load.关键词:飞机;配载;信息系统Key words:airplane ;loads ;information system中图分类号:V22文献标识码:A文章编号:1006-4311(2010)05-0121-02结构,以及成熟的以太网技术,使的现场管线敷设量很大程度的减少,同时也进一步减少了电气系统的安装工作量,电缆购置费用和安装主附材费用比传统控制方式降低30~40%。