角焊缝的构造要求
- 格式:doc
- 大小:21.00 KB
- 文档页数:1
《结构设计原理》师资培训(2)(二)焊缝的类型目前钢结构中主要采用对接焊缝和角焊缝。
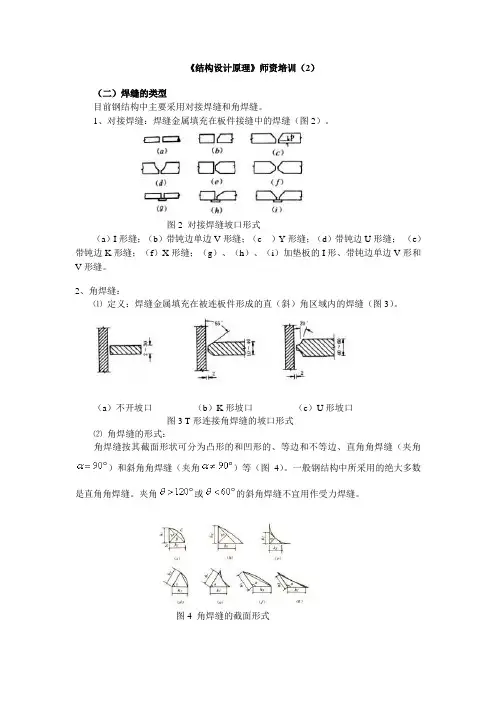
1、对接焊缝:焊缝金属填充在板件接缝中的焊缝(图2)。
图2 对接焊缝坡口形式(a)I形缝;(b)带钝边单边V形缝;(c)Y形缝;(d)带钝边U形缝;(e)带钝边K形缝;(f)X形缝;(g)、(h)、(i)加垫板的I形、带钝边单边V形和V形缝。
2、角焊缝:⑴定义:焊缝金属填充在被连板件形成的直(斜)角区域内的焊缝(图3)。
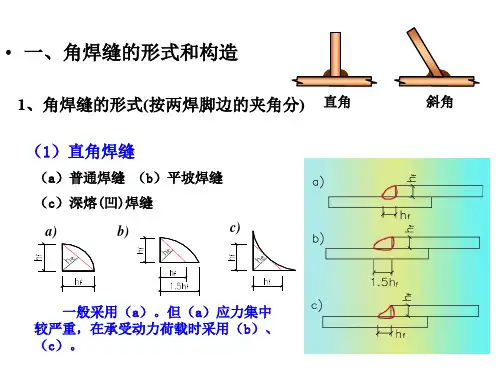
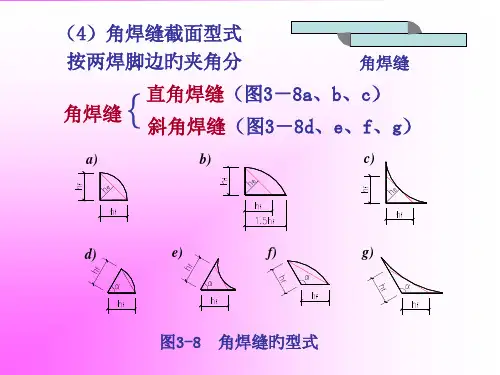
(a)不开坡口(b)K形坡口(c)U形坡口图3 T形连接角焊缝的坡口形式⑵角焊缝的形式:角焊缝按其截面形状可分为凸形的和凹形的、等边和不等边、直角角焊缝(夹角)和斜角角焊缝(夹角)等(图4)。
一般钢结构中所采用的绝大多数是直角角焊缝。
夹角或的斜角焊缝不宜用作受力焊缝。
图4 角焊缝的截面形式图5 直角角焊缝的种类角焊缝按其与外力的关系分三种(图5):侧焊缝:焊缝轴线平行于外力;端焊缝:焊缝轴线垂直于外力;斜焊缝:焊缝轴线倾斜于外力。
说明:围焊缝——侧焊缝、斜焊缝和端焊缝组成的混合焊缝。
⑶角焊缝的构造要求角焊缝的主要尺寸是焊脚尺寸和焊缝计算长度。
①《公路钢规》对焊脚尺寸的规定:为保证焊接质量,应采用适当的焊脚尺寸。
若设计焊脚尺寸太小,焊接时焊缝冷却过快,容易产生收缩裂纹,焊件越厚,焊缝冷却速度就越快,焊缝处越易产生裂纹。
若设计的焊脚尺寸过大,施焊时热量输入过大,焊缝收缩时容易产生较大的焊接残余变形和焊接残余应力,且使热影响区扩大,容易产生脆性断裂,较薄的焊件易被烧伤穿透。
当贴着板边施焊时还可能烧伤板件,产生咬过现象。
a)最小焊脚尺寸:,其中为较厚焊件厚度。
b)最大焊脚尺寸:,其中为较薄焊件厚度。
当采用贴边焊时,当焊件边缘厚度时,;当焊件边缘厚度时,。
要求选出的焊脚尺寸满足②《公路钢规》对焊缝长度的规定:焊缝的长短也会影响焊缝质量。
焊缝若过短,则焊缝缺陷对其承载力的影响相对过大,而太长的侧焊缝沿长度方向的应力分布严重不均匀,可能导致焊缝端部提前破坏,所以也要加以限制。
《钢结构》网上辅导材料二钢结构的焊接连接钢结构的连接方法可分为焊缝连接、螺栓连接和铆钉连接三种。
焊接连接是现代钢结构最主要的连接方法。
它的优点是:(1)焊件间可直接相连,构造简单,制作加工方便;(2)不削弱截面,用料经济;(3)连接的密闭性好,结构刚度大;(4)可实现自动化操作,提高焊接结构的质量。
缺点是:(1)在焊缝附近的热影响区内,钢材的材质变脆;(2)焊接残余应力和变形使受压构件承载力降低;(3)焊接结构对裂纹很敏感,低温时冷脆的问题较为突出。
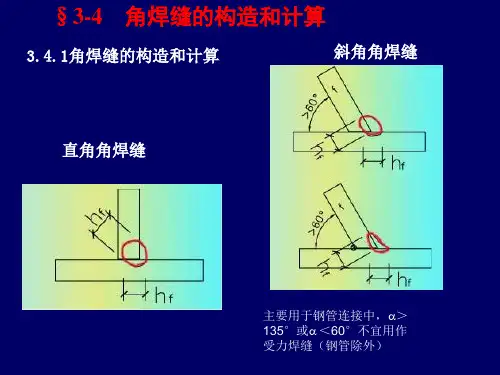
1图1直角角焊缝截面图2斜角角焊缝截面角焊缝按其截面形式可分为直角角焊缝和斜角角焊缝。
两焊脚边的夹角为90°的焊缝称为,直角边边长f 称为角焊缝的焊脚尺寸,h e =0.7h f 为直角角焊缝的计算厚度。
斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角大于135°或小于60°的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。
2.对接焊缝对接焊缝的焊件常需加工成坡口,故又叫坡口焊缝。
焊缝金属填充在坡口内,所以对接焊缝是被连接件的组成部分。
坡口形式与焊件厚度有关。
当焊件厚度很小(手工焊≤t 6mm ,埋弧焊≤t 10mm )时,可用直边缝。
对于一般厚度(t=10~20mm )的焊件可采用具有斜坡口的单边V 形或V 形焊缝。
斜坡口和离缝c 共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p 有托住熔化金属的作用。
对于较厚的焊件(t >20mm ),则采用U 形、K 形和X 形坡口。
对于V 形缝和U 形缝需对焊缝根部进行补焊。
对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《建筑结构焊接规程》的要求进行。
凡T 形,十字形或角接接头的对接焊缝称之为对接与角接组合焊缝。
图3对接焊缝的坡口形式3垂直,1(式中t 2计算时,焊脚尺寸取整数。
自动焊熔深较大,可减小1mm ;T 形连接的单面角焊缝,应增加1mm ;当焊件厚度小于或等于4mm 时,则取与焊件厚度相同。
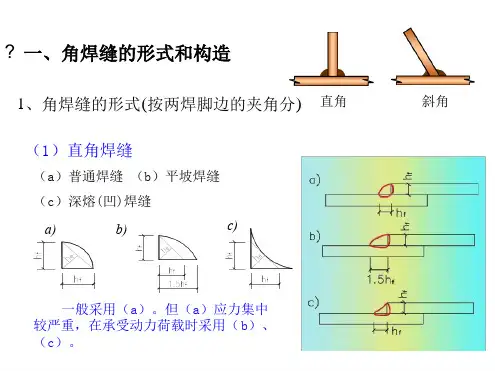
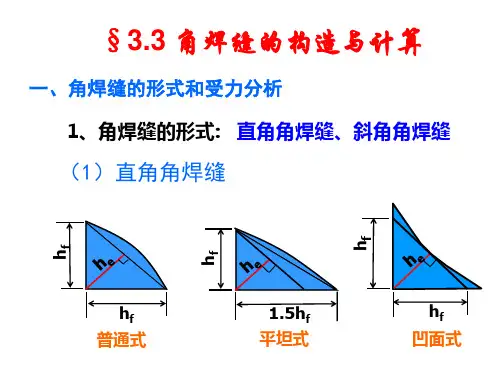
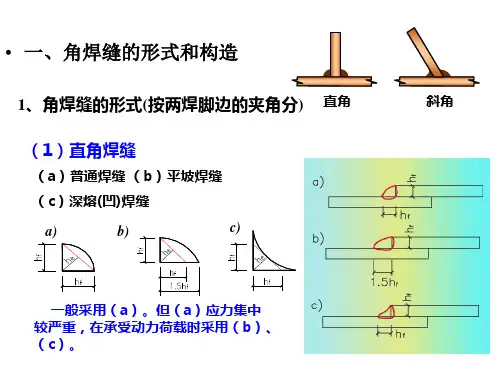
角焊缝的构造和计算一、角焊缝的构造(一)角焊缝的形式角焊缝按其长度方向和外力作用方向的关系可分为与力作用方向平行的侧面角焊缝,与力作用方向垂直的正面角焊缝(端焊缝)和与力作用方向成斜角的斜向角焊缝(图2-6)。
角焊缝按两焊脚边的夹角可分为直角角焊缝(图2-19a、b、c、d)和斜角角焊缝(图2-19e、f、g)两种。
直焊缝的受力性能较好,应用广泛;斜角角焊缝当两焊脚边夹角α大于135°或小于60°时,除钢管结构外,不宜用作受力焊缝。
图中h f称为角焊缝的焊脚尺寸。
各种角焊缝的焊脚尺寸h f均示于图2-19。
图2-19(b)的不等边角焊缝以较小焊脚尺寸为h f。
本节主要介绍直角角焊缝的构造、工作性能和计算方法。
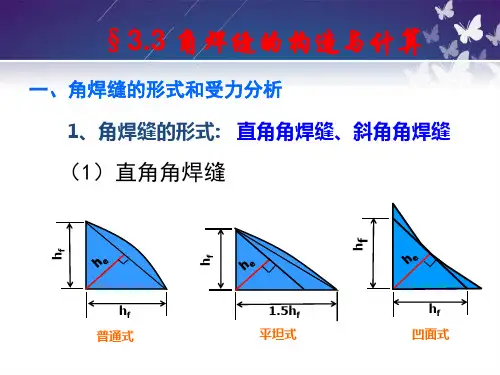
图2-19 角焊缝的截面形式角焊缝按其截面形式可分为普通型(图2-19a)、平坦型(图2-19b)和凹面型(图2-19c)三种。
钢结构一般采用普通型截面,其两焊脚尺寸比例为1:1,近似于等腰直角三角形,但其力线弯折,应力集中严重,在焊缝根部形成高峰应力,使焊缝容易开裂。
因此对直接承受动力荷载的结构,为使传力平缓,正面角焊缝可改用两焊脚尺寸比例为1:的平坦型(长边顺内力方向),侧面角焊缝则宜采用比例为1:1的凹面型。
普通型角焊缝计算承载力时,按最小截面即α/2角处截面(直角角焊缝在45°角处截面)计算,该截面称为有效截面或计算截面。
其截面厚度称为计算厚度h e(图2-19a)。
直角角焊缝的计算厚度h e= h f,不计凸出部分的余高。
凹面型焊缝和平坦型焊缝的h f和h e,按图2-19(b)和图2-19(c)采用。
(二)角焊缝的构造要求1. 最小焊脚尺寸角焊缝的焊脚尺寸与焊件的厚度有关,当焊件较厚而焊脚又过小时,焊缝内部将因冷却过快而产生淬硬组织,容易使焊缝附近主体金属产生裂纹。
因此,角焊缝的最小焊脚尺寸h fmin (mm )应符合下式要求(图2-20a ):(2-12) 此处t max 为较厚焊件的厚度(mm )。
角焊缝的构造要求
(1)最小焊脚尺寸(h fmin)。
角焊缝的焊脚尺寸与焊件的厚度密切相关。
当焊件较厚,而焊脚又过小时,焊缝内部将因冷却过快而
产生淬硬组织,容易使焊缝附近的主体金属产生裂纹,因此限
制角焊缝的最小焊脚尺寸h fmin。
规范规定:角焊缝的焊脚尺寸h f(mm)不得小于1.5√t,其中
t(mm)为较厚焊件的厚度,当采用低氢型碱性焊条施焊时,t
可采用较薄焊件的厚度。
但对埋弧自动焊,最小焊脚尺寸可较
少1mm;对T形连接的单面焊缝应增加1mm。
当焊件厚度不
大于4mm时,则最小焊脚尺寸应与焊件厚度相同。
(2)最大焊脚尺寸(h fmax)。
角焊缝的焊脚尺寸也不能过大,否则易使母材形成过烧现象,导致构件产生翘曲、变形和较大的焊接
应力。
规范规定:角焊缝的焊脚尺寸不宜大于较薄焊件厚度的
1.2倍(钢管结构除外),但厚度为t的板件边缘的角焊缝,其
最大焊脚尺寸应符合下列要求。
1)当t≤6mm,h f≤t。
2)当t>6mm,h f≤t-(1~2)mm。
角焊缝的两焊脚尺寸一般相等。
当焊件的厚度相差较大,且采用等焊脚尺寸不能相同时满足最大和最小焊脚尺寸时,可采用不等焊脚尺寸,其中与较薄焊件接触的焊脚边满足最大焊脚尺寸要求,与较厚焊件接触的焊脚边满足最小焊脚尺寸要求。