314.159
10
47.871A A 3D View I (立体视角一)
10
40
1005
R
20R 15R
2
3D View I (立体视角一)R 1533.38
A
A 3D View II 75
1
5
A-A
1 : 5
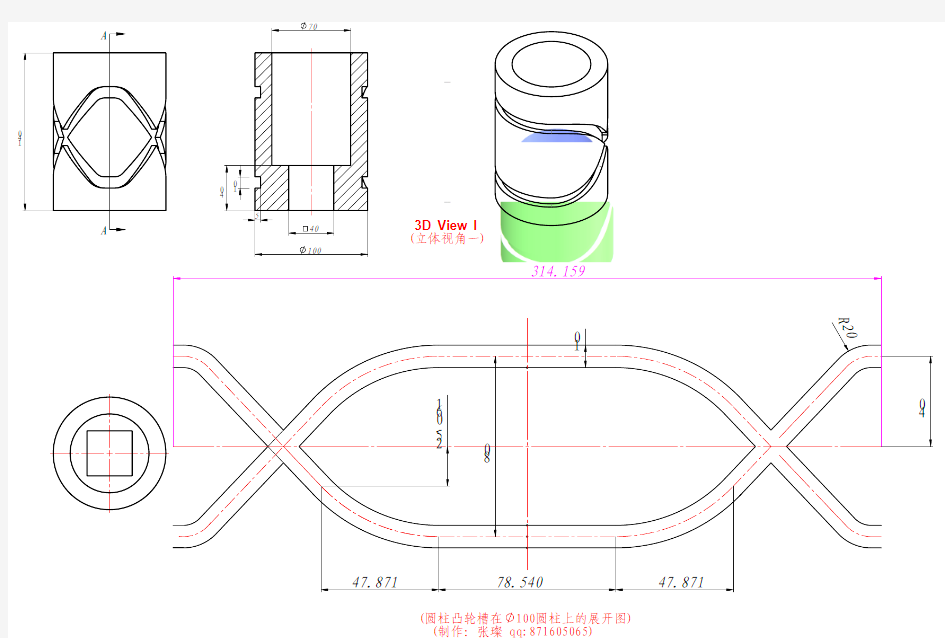
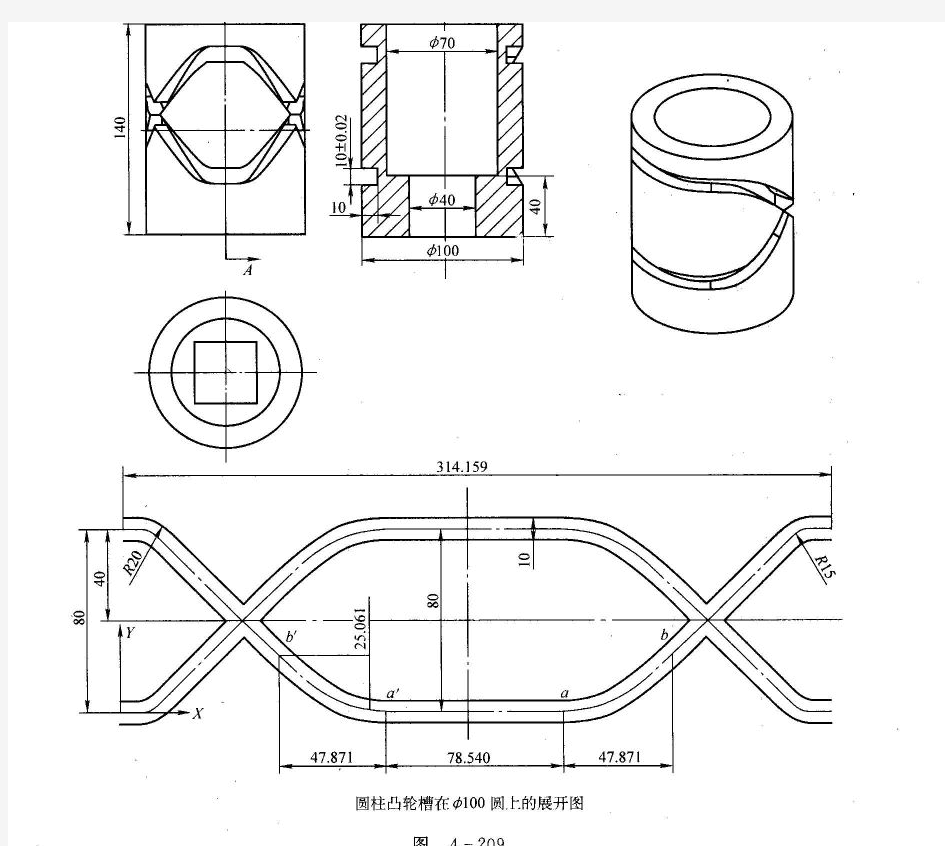
圆柱凸轮外表面展开图
凸轮轴加工工艺
凸轮轴加工工艺分析 粗基准的选择: 常选择其支承轴颈的毛坯外柱圆面及其一个侧面作为定位基准 端面加工:国内各厂家采用铣削加工。国外一些(美国福特)以磨代铣 1、对于毛坯是模锻件尤其是精磨锻件来说,毛坯精度是由锻模来保证的,其精度较高,加工余量也较小。毛坯锻造后已经过喷丸处理,表面平整、光洁、无飞边、毛刺等缺陷 2、对于毛坯是铸件尤其是精铸件来说,不仅具有较好的加工性,而且加工余量也较精确,其毛坯精度比锻件还高,完全能保证定位可靠 3、在凸轮轴加工过程中,选择粗基准还要考虑加工余量的分配均匀、合理。这对于工件长径比较大、刚度低的特点来说,不仅有利于减小因切削余量不均、切削力剧烈变化而使工件产生的弯曲变形,对于保证精加工质量和提高劳动生产率具有重要的意义 精基准的选择 对于各支承轴、正时齿轮、齿轮轴颈和连接轴颈外圆表面的粗加工、半精加工、精加工及支承轴、正时齿轮轴颈的光整加工凸轮、偏心轮的半精加工、精加工及光整加工,均是以两顶尖孔作为精基准 对于凸轮、偏心轮的粗加工,一般是以经过加工后的支承轴颈、正时齿轮轴颈作为定位基准 各表面精加工之前、热处理之后,通常安排中心孔的修整工序修整中心孔时以支承轴进行定位,常用的方法是研磨 二、加工阶段的划分和工序顺序的安排
1、加工阶段的划分 四个阶段: 粗加工:各支承轴颈、正时齿轮轴颈和螺纹轴颈外圆、车凸轮、偏心轮等 半精加工:粗磨凸轮、偏心轮等 精加工:精磨正时齿轮轴颈和止推面、四个支承轴颈外圆,精磨凸轮、偏心轮光整加工:抛光支承轴颈、凸轮和偏心轮 四、凸轮形面的加工 凸轮形面粗加工: 按刀具:单刀仿形;多刀仿形 按车床:双靠模切削:单靠模切削 定位:以一个支承轴颈端面作为轴向定位;以正时齿轮和一个支承轴外圆作为定位基准;加工中采用滚轴式辅助支承。 也可用铣削加工或者磨削加工代替车削 凸轮形面精加工: 1、双靠模凸轮磨床 机床有两套靠模:靠模自动更换,通过对砂轮直径的控制提高凸轮外形的精度。 2、双循环凸轮磨床:可在一次安装后对凸轮轴上全部凸轮连续粗精磨削。 先以60m/s的速度大进给量粗磨全部凸轮,以30m/s的磨削速度依次精磨全部凸轮,结束后进行修正 凸轮轴加工工艺分析
开题报告 题目名称凸轮轴结构设计及工艺编制 题目来源 A 题目类型 4 导师姓名 学生姓名班级学号专业 凸轮轴的功用是通过凸轮轴的不断旋转,推动气门顶杆上下运动,进而控制气门的开启与关闭。通过改变凸轮轴的曲线,可精确调整气门开启、关闭时间。 1、课题背景和意义: 凸轮轴是活塞发动机里的一个部件。它的作用是控制气门的开启和闭合动作。虽然在四冲程发动机里凸轮轴的转速是曲轴的一半(在二冲程发动机中凸轮轴的转速与曲轴相同),不过通常它的转速依然很高,而且需要承受很大的扭矩,因此设计中对凸轮轴在强度和支撑方面的要求很高,其材质一般是特种铸铁,偶尔也有采用锻件的。由于气门运动规律关系到一台发动机的动力和运转特性,因此凸轮轴设计在发动机的设计过程中占据着十分重要的地位。 2、凸轮轴的国内外发展趋势: 2.1凸轮轴的结构、位置及转动方式 凸轮轴的主体是一根与气缸组长度相同的圆柱形棒体。上面套有若干个凸轮,用于驱动气门。凸轮轴的一段时轴承支撑点,另一端与驱动轮相连接凸轮的侧面呈鸡蛋形。其设计的目的在于保证汽缸充分的进气和排气,具体来说就是在尽可能短的时间内完成气门的开、闭动作。另外考虑到发动机的耐久性和运转的平顺性,气门也不能因开闭动作中的加减速过程产生过多过大的冲击,否则就会造成气门的严重磨损、噪声增加或是其他严重后果。因此,凸轮和发动机的功率、扭矩输出以及运转的平顺性有很直接的关系。在以前的很长的一段时间里,底置式凸轮轴在内燃机中最为常见。通过这样的发动机中,气门位于发动机的顶部,即所谓的OHV(OverHeadValve,顶置气门)式发动机。此时通常凸轮轴位于曲轴箱的侧面,通过配气机构(如挺杆、推杆、摇臂等)对气门进行控制。因此底置式凸轮轴一般也叫侧置式凸轮轴。由于在这样的发动机凸轮轴距离气门较远,而且每个气缸通常只有2个气门,因此转速通常较慢,平顺性不佳,输出功率也较低。不过这种结构的引擎输出扭矩和低速性能比较出色,结构也比较简单,易于维修。按凸轮轴的数目多少,可分为单顶置凸轮轴(SOHC)和双顶置凸轮轴(DOHC)2种。单顶置凸轮轴就只有1根凸轮轴,双顶置凸轮轴有2根凸轮轴。底置式凸轮轴通常次用星形齿轮组(即所谓的“控制论”),辊子链或齿条与曲轴相连。为了控制噪声,直径大的凸轮轴端传动轮通常由塑料或者轻金属制造,而相对直径较小的曲
文章编号:1004-2539(2002)04-0050-03 圆柱分度凸轮机构的设计及凸轮的数控加工 (山东大学自动化研究所, 山东济南 250061) 金作成 (山东诸城锻压机床股份有限公司, 山东诸城 262200) 陈龙宝 摘要 空间分度凸轮机构主要应用于冲压机械、包装机械、制药机械及需要固定转位的自动化机械 中。根据应用的场合、应用精度及分度数的不同,空间分度凸轮机构分为平行分度凸轮机构、弧面分度凸轮机构和圆柱分度凸轮机构3大类。本文主要介绍圆柱分度凸轮机构的设计及凸轮的数控加工。 关键词 圆柱分度凸轮 设计 数控加工 1 圆柱分度凸轮机构的设计 图1为圆柱分度凸轮机构的结构示意图,凸轮作 为主动轴,分度盘作为从动轴旋转。由于凸轮曲线是由曲线部分和直线部分组成,就形成了分度盘的间歇运动。圆柱分度凸轮机构尤其适用于分度数较多的自动机械中 。 图1 圆柱分度凸轮机构的结构示意图 1.1 分度数和分度角 分度数n 的大小是由所应用的自动机械决定的。这种形式的分度机构一般适合于n =6~60的情况。 n 太小时压力角太大,传动特性很差;n 过大时,结构 很复杂,分度盘尺寸过大,转动惯量限制其不能高速运转或消耗功率过大。n 确定之后,分度盘的分度角则为Q 10=Q h =360°/2n 。1.2 分度盘直径 分度盘的直径与机构的外形尺寸和分度数有关,从图1可见,从动滚子之间的距离H 应大于工作机构 的最大外形尺寸A 。留一定空隙的σ。一般σ=10mm ~20mm ,于是从动盘滚子中心的节圆半径可用下式计算 l = H 2sin πn = A +σ 2sin π n 1.3 滚子尺寸 滚子半径通常取r 1=(0.25~0.30)H 滚子宽度通常取b 1=(0.8~1.2)r 1 1.4 凸轮尺寸 凸轮尺寸的确定原则是在保证接触应力最大值小于许用应力的前提下,尽可能紧凑一些。根据压力角计算公式可推出,圆柱凸轮的基圆直径可由下式算出 D 2= 2H V m Q 2h tan a m 式中,V m 为最大无因次速度;a m 为最大压力角。 圆柱凸轮的外径则为D 2e =D 2+b 0,凸轮槽深度 h 一般应略大于滚子宽度b 0。在确定凸轮体宽度B 2 时,为了保证分度运动时的连续性,应有适当的啮合重叠段为宜。在图1所示的机构中,B 2的取值范围为2(1-r 1)>B 2>H 。1.5 中心距 中心距是凸轮中心线与分度盘中心线之间的距离。可以用下式求得 c =l cos π n ±a 式中,a 为凸轮中心线偏离滚子起始与终止位置中心连线的距离,一般情况下a =0。凸轮中心线与分度盘基准面的距离取决于凸轮体外径D 2e 、滚子销轴向尺寸和分度盘厚度等结构参数的选取,应尽量使凸轮外缘靠近分度盘底面,以减少滚子销轴的悬臂分度。1.6 结构形式 圆柱分度的结构形式大体分3种,一种是凸脊定位,另有偏凸脊定位,还有槽定位。由于凸脊定位精度高,所以凸脊定位形式较常见。1.7 凸轮的动程角与动静比 由于分度凸轮主要功能就是实现间歇运动,因此对动静比的要求就非常严格,对动程角也有一定要求。动程角的大小是由用户提出的。但是通常希望动静比 5 机械传动 2002年
4.1 参数化设计原理 采用Pro/ENGINEER 进行参数化设计,所谓参数化设计就是用数学运算方式建立模型各尺寸参数间的关系式,使之成为可任意调整的参数。当改变某个尺寸参数值时,将自动改变所有与它相关的尺寸,实现了通过调整参数来修改和控制零件几何形状的功能。采用参数化造型的优点在于它彻底克服了自由建模的无约束状态,几何形状均以尺寸参数的形式被有效的控制,再需要修改零件形状的时候,只需要修改与该形状相关的尺寸参数值,零件的形状会根据尺寸的变化自动进行相应的改变 【17】 。参数化设计不同于传统的设计, 它储存了设计的整个过程,能设计出一族而非单一的形状和功能上具有相似性的产品模型。参数化为产品模型的可变性、可重用性、并行设计等提供了手段,使用户可以利用以前的模型方便地重建模型,并可以在遵循原设计意图的情况下方便地改动模型,生成系列产品 【18】 。 4.2 建立滚轮中心轨迹曲线方程 圆柱凸轮最小外径为: min 2m D r B =?+ (37) 由式(37)、(7)、(31)得:
4 1m in 4 1 4100095.161080003224tan cos 100095.1610800032tan cos 2000 95.1610380002tan cos m h Ft h D r B h Ft h h Ft h D D ρα α ραα α α ---????+ ? ??=?+=? + ????+ ? ??= + ????+ ? ??= + (38) 圆柱周长L 4 200095.1610380002tan cos h Ft h D D L D ππαα-??????+ ? ??? ?==+ ? ??? (39) 单个滚轮中心轨迹按周长展开,如图10所示: 图10 单个滚轮中心轨迹按周长展开
毕业设计 题目弧面分度凸轮的设计 学院机械工程学院 专业工业工程 姓名冯堃 学号 20050407069 指导教师王红岩 二OO九年六月十日
弧面分度凸轮的设计 The Design of Roller Gear Indexing Cam 专业:工业工程 学生:冯堃 指导教师:王红岩 济南大学机械工程学院 二零零九年六月
目 录 摘 要 ............................................................i ABSTRACT .. (ii) 第一章 绪论 ...................................................- 1 - 1.1 课题研究的背景和意义 .................................................................. - 1 - 1.2 分度运动 .......................................................................................... - 1 - 1.3 从动系统的工作原理 ...................................................................... - 2 - 1.4 凸轮驱动系统分度机构 .................................................................. - 3 - 1.4.1精密分度凸轮机构的基本类型 ............................................... - 3 - 第二章 弧面凸轮设计中基本参数的确认 .............................- 5 - 2.1 弧面分度凸轮机构的基本形式与工作特点 ..................................... - 5 - 2.2 运动的必要条件——凸轮曲线的选择 ............................................. - 6 - 2.3 选择曲线时考虑的运动学参数 ......................................................... - 8 - 2.4 弧面分度凸轮机构的主要运动参数 ................................................. - 9 - 2.4.1 凸轮分度廓线头数H、转盘滚子数Z与转盘分度书I之间的 关系 .................................................................................................................... - 9 - 2.4.2 凸轮与转盘在分度期与停歇期的运动参数 .......................... - 9 - 2.4.3动停比k 与运动系数τ ......................................................... - 10 - 2.4.4 啮合重叠系数ε .................................................................... - 10 - 2.5弧面分度凸轮机构的主要几何尺寸计算 ........................................ - 11 - 2.5.1凸轮节圆半径1p r ,转盘节圆半径2p r 与中心距C ............... - 11 - 2.5.2许用压力角p a ...................................................................... - 11 - 2.5.3转盘节圆半径2p r .................................................................... - 11 - 2.5.4滚子数z 、相邻两滚子轴线间夹角z φ、滚子半径ρ与宽度b . - 11 - 2.5.5凸轮的主要尺寸 ..................................................................... - 12 - 2.5.6装上滚子后转盘的尺寸 ......................................................... - 13 -
摘要 我的毕业设计课题是凸轮轴的工艺工装,凸轮轴对其工作要求、部分精度较高,如轴上的油孔的加工、法兰盘孔的加工等。凸轮轴的工艺过程,我们尽量做到清晰明了,在保证表达清楚的基础上,尽量做到简练。在此设计中,巩固了机械制造专业的专业知识,学习机械加工工艺、夹具设计、金属切削原理与刀具及金属切削机床。在此,我们设计了两套钻床夹具,并进行了一些机构的设计,如分度机构、顶尖机构、液压传动机构等,还借用了机床尾座、手轮等大量通用件,既有利于加工,又节省不少力气。其中,夹具设计需要保证被加工面的位置精度;减少辅助时间,提高劳动生产虑;扩大机床的使用范围;实现工件的装夹加工并减轻劳动强度,改善工作条件,保证了生产安全。此次设计,由于我的水平有限,难免会出现错误,望读者进行批评指正。 关键词:凸轮轴;钻床夹具;分度机构;液压传动机构
Abstract My graduation project subject is a craft frock of the camshaft, the camshaft is by their job requirements. To the precision being relatively high, for instance, oil processing of hole of axle. Processing of the hole of the ring flange, etc., the course of the camshaft, we try our best to accomplish clearly, on the ground of guaranteeing to express clearly. Try one’s best to accomplish as perfect as crystal. In the course of design, consolidate our knowledge about mechanism manufacturing, and I have grasped mechanic craft, tongs design, the principle of metal cutting tools and the metals cutting the machine tools. In this design, we have designed two sets of drilling machines digs. In the design, I have designed some sets of mechanisms. Such as, graduation organization, top structure, hydraulic transmission mechanism and so on. I take advantage of lathe tail flat also, as large amount of common parts, such as handwheel favorable to process and so on. Save much strength. Among them, the tongs design demand guarantee which is processed the position accuracy; Reduce to lend support the time and increasements labor produce, extend the usage scope of the machine tools. Realize the work piece pack to clip to process to combine alleviative labor strength, improve the work term and guarantee the production safety. This design, because we have limited level. Unavoidable to appear some mistakes, so I hope that readers can make some re-comments. Keyword:camshaft; drilling machines digs; graduation organization; hydraulic transmission mechanism
凸轮机构考试复习与练习题 一、单项选择题(从给出的A、B、C、D中选一个答案) 1 与连杆机构相比,凸轮机构最大的缺点是。 A.惯性力难以平衡B.点、线接触,易磨损 C.设计较为复杂D.不能实现间歇运动 2 与其他机构相比,凸轮机构最大的优点是。 A.可实现各种预期的运动规律B.便于润滑 C.制造方便,易获得较高的精度D.从动件的行程可较大 3 盘形凸轮机构的压力角恒等于常数。 A.摆动尖顶推杆B.直动滚子推杆 C.摆动平底推杆D.摆动滚子推杆 4 对于直动推杆盘形凸轮机构来讲,在其他条件相同的情况下,偏置直动推杆与对心直动推杆相比,两者在推程段最大压力角的关系为关系。 A.偏置比对心大B.对心比偏置大 C.一样大D.不一定 5 下述几种运动规律中,既不会产生柔性冲击也不会产生刚性冲击,可用于高速场合。 A.等速运动规律B.摆线运动规律(正弦加速度运动规律) C.等加速等减速运动规律D.简谐运动规律(余弦加速度运动规律) 6 对心直动尖顶推杆盘形凸轮机构的推程压力角超过许用值时,可采用措施来解决。 A.增大基圆半径B.改用滚子推杆 C.改变凸轮转向D.改为偏置直动尖顶推杆 7.()从动杆的行程不能太大。 A. 盘形凸轮机构 B. 移动凸轮机构 C. 圆柱凸轮机构 8.()对于较复杂的凸轮轮廓曲线,也能准确地获得所需要的运动规律。 A 尖顶式从动杆 B.滚子式从动杆 C. 平底式从动杆 9.()可使从动杆得到较大的行程。 A. 盘形凸轮机构 B 移动凸轮机构 C. 圆柱凸轮机构 10.()的摩擦阻力较小,传力能力大。 A 尖顶式从动杆 B. 滚子式从动杆 C 平底式从动杆 11.()的磨损较小,适用于没有内凹槽凸轮轮廓曲线的高速凸轮机构。 A. 尖顶式从动杆 B.滚子式从动杆 C. 平底式从动杆 12.计算凸轮机构从动杆行程的基础是()。 A 基圆 B. 转角 C 轮廓曲线 13.凸轮轮廓曲线上各点的压力角是()。
汽车发动机制造工艺介 绍精 集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
发动机制造工艺介绍 1.发动机主要零件的加工工艺 2.发动机的结构与装配过程 3.发动机的现状与发展 一、发动机主要零件的加工工艺 1、凸轮轴加工 传统材料:优质碳素钢、合金结构钢、冷激铸铁、可锻铸铁、珠光体球墨铸铁及合金铸铁等。 1)凸轮轴的粗加工的传统工艺方法是采用靠模车床及液压仿形凸轮铣床,铣削的凸 轮尺寸精度和形状都优于车削,事直接进行精磨。对于加工余量大,较为先进的加工 方法为采用CNC凸轮铣床(无靠模),铣削方法有外铣和轮廓回转铣削两种。提供外 铣技术的公司主要有:HELLER公司,日本小松、日本片冈等。 长期以来,凸轮轴磨床采用靠模,滚轮摆动仿形机构。现凸轮磨床完全靠CNC控制获 得精密的凸轮轮廓,同时工件无级变速旋转,广泛采用CBN(立方氮化硼)砂轮加工凸轮轴,这不仅摆脱了靠模精度对凸轮精度的影响,而且砂轮的磨损不影响加工精度 2、连杆加工 传统材料:中碳钢、中碳合金钢、非调质钢、粉末冶金等。 1)毛坯 连杆毛坯的各项在求中,最大的问题是重量和厚度方向的精度。为保证这两项要求,除 了锻造设备处,模具的质量是至关重要的,只有采用CAD/CAM模具制造技术,才能保证模具的重复制造精度,从而保证连杆毛坯的厚度和重量公差。 连杆传统的热处理方法是调质,现较为先进的连杆热处理方法是锻造余热淬火。连杆最常用的、最有效的强化方法是喷丸处理。 2)机械加工 对配合精度要求待别高的部位,如连杆小头衬套孔,需进行尺寸分组;应遵循基准统一原 则,尽量避免基准的更换,以减少定位误差; a) 大小头两端面加工:
圆柱分度凸轮机构的分析与设计 【摘要】如何分析圆柱分度机构。 【关键词】分度盘;圆柱凸轮 根据机构运动分配图所确定的原始数据,分别设计各组独立的执行机构。进行凸轮机构尺寸设计时,通常需完成以下过程。 1.凸轮机构选型 在设计计算凸轮几何参数前,要先确定采用何种形式的凸轮机构,其中包括凸轮的几何形状、从动件的几何形状、从动件的运动方式、从动件和凸轮轮廓维持接触的方式等。选型设计的灵活性很强,同一工作要求可以由多种不同的凸轮机构类型来实现: (1)从动件的运动方式可以与执行机构的运动方式相同,也可以不同。他们之间可通过适当的传动机构进行变换,即移动变为摆动,或者摆动变为移动。 (2)凸轮的几何形状(平面的或空间的)选择要考虑到它在机床中的安装位置,目的是尽量简化由从动件至执行机构之间的传动机构。 (3)平面凸轮机构可用各种形式的从动件,即尖底、滚子或平底的,而空间凸轮机构中通常只能采用滚子从动件。 2.计算从动件的主要运动参数 根据执行构件的运动要求计算出凸轮机构的从动件行程(最大位移量或最大旋转角度)。对于执行构件与凸轮机构的从动件固定连接的情况,运动要求是一致的。对于执行构件与凸轮机构的从动件两者之间还具有运动传递机构的情况,则需要采用机构位置分析方法进行计算。如果执行机构件在运动过程中有一个或数个驻点位置需要保证与其它执行构件的运动协调关系,则也需计算出与这些驻点对应的从动件位置参数。 3.确定从动件的运动规律 从动件在整个运动范围内的运动特性,诸如位移、转角、速度等(有驻点要求时还包括通过驻点位置时的运动特性),是与执行构件工作特性密切相关的,也与所选定的凸轮机构的类型之间存在一定制约因素。因此,在确定从动件的运动规律时需要分析各种有关的影响因素。 4.凸轮机构的基本尺寸设计
万方数据
208高东强等:基于UG的圆柱凸轮参数化建模与仿真加工第10期 2基于UG的设计方法与三维造型 对于凸轮的设计,其关键是建立凸轮工作部分的轮廓曲线,圆柱凸轮是在圆柱表面按理论轮廓曲线轨迹建立凹槽或是凸橼,当凸轮绕定轴转动时带动滚子从动件实现各种不同的运动规律。 基于UG的圆柱凸轮参数化设计与建模主要是应用UG建模中的规律曲线功能,通过建立UG表达式来生成凸轮的理论轮廓曲线,再采用扫掠、回转、曲线缠绕以及布尔运算等操作,建立圆柱凸轮的三维实体模型。如要设计一单滚子直动从动件圆柱凸轮,已知滚子从动件行程h=30mm,槽宽a=24mm,槽深b=20mm,凸轮基圆半径r=60mm,滚子从动件运动规律: 推程为余弦加速运动,推程角咖。=60。;远休止角qb2=160。;回程也为余弦加速运动,回程角咖r--600;近休止角#,。 2.1推导UG表达式 .tooo 参考【1】建立圆柱凸轮理论轮廓曲线的参数方程: l一耐 {y=rsinj(oo巧<360。) l:=s 式中:r一基圆半径: ,一凸轮转角; s—升程; 茗、y、一曲线上任意点坐标。 建立理论轮廓曲线参数方程后,接下来的工作是根据从动件运动规律推导升程s的表达式翻, 推程(余弦加速度): s=争[,一(磊9)】鲜【o,钡】 远休止期:s---h 回程(余弦加速度): s=争[1-c。s(云妒)】非[o,如】 近休止期:s=0 对于其它运动规律的公式推导可参阅回。 以上参数方程和表达式是应用UG建模生成凸轮轮廓曲线的理论基础,为了方便操作,必须将以上各式转化成UG可以识男H的表达式,如图l所示,当凸轮从动件的运动规律及参数发生改变时,只需在UG表达式文件中更改相关公式和数据即可,真正实现了圆柱凸轮建模的参数化、系统化。 图l凸轮理论轮廓曲线的UG表达式性图2圆柱凸轮理论轮廓曲线2.2创建凸轮三维模型 (1)应用UG的规律曲线功能,按上步建立的UG表达式生成plj段规律的样条曲线,如图2所示。通过UG规律曲线功能得到圆柱凸轮的理论轮廓曲线后,可以由两种不同的方式来建立三维实体模型:一是线~面.—体的创建方法,其基本操作是先由理论轮廓曲线得到凸轮槽底部曲面,再通过加厚片体得到凸轮槽实体,最后创建圆柱体并与凸轮槽实体进行布尔运算;二是引导截面法,即建立凸轮槽的截面曲线,然后运用扫掠选项得到凸轮槽实体,而最后一步与一相同。需要注意的是在这里绝不能通过拉伸命令来创建凸轮槽实体,因为该操作所得到的实体是不等宽的。下面我们主要以第二种方式来示例操作:(2)为了得到槽宽a=24mm,槽深b=20mm的沟槽,我们应用到UG建模中的扫掠功能,如图2所示在XOZ平匝创建长24mm、宽20ram的矩形,并以圆柱凸轮理论轮廓曲线为引导线进行扫掠,定位方法选择按矢量=方向定位,得如图3(a)所示三维实体。(3)创建底圆半径r=6(hllm的圆柱体(保证所求理论轮廓曲线与圆柱体同轴)。然后使其与上步图3(a)所示三维实体进行布尔运算,得到如图3(c)所示的三维模型。 (a)(b)(c) 图3圆柱凸轮三维实体模型 3运动仿真及分析 运动仿真模块是CAE应用软件,主要用于建立运动机构模型,分析其运动规律。基于UG的运动仿真可以进行机构的干涉分析,跟踪零件的运动轨迹,分析机构运动过程中零件位移、速度、加速度、作用力、反作用力以及力矩等的变化规律。通过运动仿真结果,可以对零件的结构及材料等属性进行修改,并将所修改的参数直接反映到装配主模型上,以完成最终的优化设计。 基于UG的运动仿真主要分为三个过程:一是前处理,包括创建连杆(Links)、运动副(joints)和定义运动驱动(MotionDriver);二是运动仿真,主要有关节运动(Articulation)和运动仿真(Animation)两种形式,其中前者是基于位移的运动,后者是基于时间的运动;三是运动分析,即以图表(Graphing)和电子表格(SpreadsheetRun)等形式分析相关零件的运动规律。 3.1前处理 如图4所示创建连杆,将圆柱凸轮定义为L001,滚子定义为L002,并在圆柱凸轮上创建旋转副J001,添加驱动类型为恒定,初速度l80dmino在滚子E电帽}_1吲}动副J002,需注意的是移动副J002自勺=黾动方向设定为沿圆柱凸轮的母线方向。为了保证凸轮与滚子在整个运动翅程中始终是彼此接触,还需仓!膳}-—个3D拦触COOl。3.2运动仿真 打开解算方案窗口,选择基于时间的机构运动仿真,定义时间为 2s,步长为100,其它选择默认值,点击确认进行运动方案求解。万方数据
凸轮轴加工工艺分析 粗基准的选择: 常选择其支承轴颈的毛坯外柱圆面及其一个侧面作为定位基准 端面加工:国内各厂家采用铣削加工。国外一些(美国福特)以磨代铣 1、对于毛坯是模锻件尤其是精磨锻件来说,毛坯精度是由锻模来保证的,其精度较高,加工余量也较小。毛坯锻造后已经过喷丸处理,表面平整、光洁、无飞边、毛刺等缺陷 2、对于毛坯是铸件尤其是精铸件来说,不仅具有较好的加工性,而且加工余量也较精确,其毛坯精度比锻件还高,完全能保证定位可靠 3、在凸轮轴加工过程中,选择粗基准还要考虑加工余量的分配均匀、合理。这对于工件长径比较大、刚度低的特点来说,不仅有利于减小因切削余量不均、切削力剧烈变化而使工件产生的弯曲变形,对于保证精加工质量和提高劳动生产率具有重要的意义 精基准的选择 对于各支承轴、正时齿轮、齿轮轴颈和连接轴颈外圆表面的粗加工、半精加工、精加工及支承轴、正时齿轮轴颈的光整加工凸轮、偏心轮的半精加工、精加工及光整加工,均是以两顶尖孔作为精基准 对于凸轮、偏心轮的粗加工,一般是以经过加工后的支承轴颈、正时齿轮轴颈作为定位基准 各表面精加工之前、热处理之后,通常安排中心孔的修整工序修整中心孔时以支承轴进行定位,常用的方法是研磨 二、加工阶段的划分和工序顺序的安排 1、加工阶段的划分 四个阶段: 粗加工:各支承轴颈、正时齿轮轴颈和螺纹轴颈外圆、车凸轮、偏心轮等 半精加工:粗磨凸轮、偏心轮等 精加工:精磨正时齿轮轴颈和止推面、四个支承轴颈外圆,精磨凸轮、偏心轮 光整加工:抛光支承轴颈、凸轮和偏心轮 四、凸轮形面的加工 凸轮形面粗加工: 按刀具:单刀仿形;多刀仿形 按车床:双靠模切削:单靠模切削 定位:以一个支承轴颈端面作为轴向定位;以正时齿轮和一个支承轴外圆作为定位基准;加工中采用滚轴式辅助支承。 也可用铣削加工或者磨削加工代替车削
% 转角:0~120 h=160 phi1=2*pi/3 x=100*((2*pi/3)*t) y=h*(1-cos(pi*120*t/phi1))/2 z=0 % 转角:120~150 h=160 x=200*pi/3+100*(pi/6*t) y=h z=0 % 转角:150~300 h=160 phi=5*pi/6 x=100*(5*pi/6)+100*(5*pi/6)*t y=h*(1+cos(pi*150*t/phi))/2 z=0 % 转角:300~360 x=100*5*pi/3+100*pi/3*t y=0 z=0 L圆柱凸轮的建模——PROE4.0 PROESKILL 圆柱凸轮建模与盘形凸轮略有区别。但是前面的步骤是相同的。下面用一个实例来说明。任务: 生成一个圆柱凸轮,外径D=200,长度L=240,滚子半径Rr=30.从动件运动规律:凸轮转角0——120度时,从动件以余弦运动规律向一端移动160;从120——150度时,从动件静止(远休止);从150——300度时,从动件以余弦运动规律向另一端移动160,回来;300——360度时,从动件又不动。 一、新建文件 大家都很熟悉,所以就不多说了。
二、生成位移曲线 操作相同,但是位移曲线就必须注意了。 1.单击(插入基准曲线),选择“从方程”,“完成”。
2.弹出如下对话框。选择坐标系PRT_CSYS_DEF,在新弹出的【菜单管理器】中,选择【设置坐标类型/笛卡儿】。 3.输入方程。 注意:在盘形凸轮建模中,一般以转角为X轴,范围0——360,从动件位移为Y轴。但是在此,我们将圆柱凸轮展开,可以看成一个长方体,这样凸轮的沟槽就自动呈现在我们眼前,这沟槽就是我们要的位移曲线。 因此,位移曲线是这样的:X轴范围为0——PI*D,也就是底面圆的周长。Y轴仍然是从动件位移。 STEP1
2011年 第 7 期 https://www.doczj.com/doc/7615553052.html, MC策划 C Plan M ■ 河南中轴控股集团股份有限公司/苗祥利 凸轮轴是汽车发动机关键部件之一,主要由凸轮、支承轴颈、轴颈等几部分组成(见图1)。凸轮轴的作用是控制气门的开启和闭合动作,其制造品质影响发动机的功率指标、排放指标、节油指标等。目前,在我国发动机凸轮轴的制造方法中通常有两种:第一种,冷激铸铁凸轮轴,主要用于 轿车发动机;第二种,碳钢楔横轧凸轮轴,主要用于载货汽车发动机。另外,还有一种是两种以上材料组合装 配的凸轮轴,国内暂未大批量推广使 用。 冷激铸铁凸轮轴制造工艺冷激铸铁凸轮轴基本性能要求是:凸轮表层冷激区为耐磨的白口组织,冷激过渡区为麻口组织,其余为珠光体灰口组织。工艺流程主要包括:铸造、铣削、钻孔、车削、磨削、抛光和清洗以及检验等。 1.铸造 通过铸造工序来获得内部组织和外 在几何尺寸合格的凸轮轴毛坯,铸造凸轮 轴毛坯如图2所示。通常方法是,将制作 的专用冷铁放置在砂型中,如图3所示, 然后合箱、浇注、冷却,从而制得铸造毛 坯。冷铁的厚度和凸轮轴的化学成分是控 制凸轮轴内部组织的关键;冷铁凹面的形 状和表面粗糙度决定凸轮的几何尺寸和精 度。汽车发动机 凸轮轴的制造 图2 铸造凸轮轴毛坯 图1 发动机凸轮轴结构1.轴颈 2.支承轴颈 3.凸轮 123
45 2011年 第 7 期 汽车发动机制造图3 放置有专用冷铁的砂型 图4 冷激铸铁凸轮轴成品 图5 凸轮轴油孔(道)密封试验装置 图6 碳钢楔横轧凸轮轴 https://www.doczj.com/doc/7615553052.html,
2011年 第 7 期 https://www.doczj.com/doc/7615553052.html, MC策划 C Plan M 关键词:汽车 发动机 凸轮轴 制造查询编号201107009(收稿日期20110531)Web Info 图7 美国产凸轮轴综合检测仪 图8 组合装配凸轮轴
成一个圆柱凸轮,外径D=100,长度L=240,滚子半径Rr=30.从动件运动规律:凸轮转角0——120度时,从动件以余弦运动规律向一端移动160;从120——1150度时,从动件静止(远休止);从150——100度时,从动件以余弦运动规律向另一端移动160,回来;300——360度时,从动件又不动。 一、新建文件 大家都很熟悉,所以就不多说了。 二、生成位移曲线 操作相同,但是位移曲线就必须注意了。 1.单击(插入基准曲线),选择“从方程”,“完成”。 2.弹出如下对话框。选择坐标系PRT_CSYS_DEF,在新弹出的【菜单管理器】中,选择【设置坐标类型/笛卡儿】。 3.输入方程。 注意:在盘形凸轮建模中,一般以转角为X轴,范围0——360,从动件位移为Y轴。但是在此,我们将圆柱凸轮展开,可以看成一个长方体,这样凸轮的沟槽就自动呈现在我们眼前,这沟槽就是我们要的位移曲线。
因此,位移曲线是这样的:X轴范围为0——PI*D,也就是底面圆的周长。Y轴仍然是从动件位移。 STEP1 现在我们来输入推程段(转角0——120)的方程: 说明:X的方程中,100是半径,是转角。由于底面圆展开成横轴X,因此X 即为弧长(为半径乘以转角),即为。 STEP2 点击记事本的【文件/保存】,然后退出。 点击【曲线:从方程】中的【确定】。产生如图的曲线。 同理可以输入另外三段曲线方程,这里不重复说明,例如远休止段(120——150)为: 150——300段: 300——360段:
最终生成结果如图: 4.保存为IGES格式。 确定,弹出下面的对话框,做出如图的选择,确定,完成IGES副本的保存。 三、生成凸轮凹槽 1.拉伸出基体 大家都很熟悉,故不详述了。 (1) (2)绘制一个矩形。 (3)工具——关系
凸轮轴加工工艺模板 1
凸轮轴的加工工艺 凸轮轴的加工工艺 凸轮轴的材料: 球墨铸铁、合金铸铁、冷激铸铁、中碳钢 球墨铸铁: 将接近灰铸铁成份的铁水经镁或镁的合金或其它球化剂球化处理后而获得具有球状石墨的铸铁。石墨呈球状, 大大减轻了石墨对基体的分割性和尖口作用, 球墨铸铁具有较高的强度、耐磨性、抗氧化性、减震性及较小的缺口敏感性。 球墨铸铁的凸轮轴一般用在单缸内燃机上, 如S195柴油机, 做凸轮轴用的球墨铸铁用QT600-3或QT700-2, 要求球化为2级( 石墨球化率90-95%) 石墨粒度大小大于6级。凸轮轴整体硬度HB230-280 合金铸铁: 将接近灰铸铁成份的铁水加入Mn、 Cr、 Mo、 Cu等 元素。从而与珠光体形成合金, 减少铁素体的数量。合金铸铁的凸轮轴一般用于高转速凸轮轴。如CAC480凸轮轴, 凸轮轴整体硬度HB263-311。 冷激铸铁: 一般用于低合金铸铁表面冷激处理, 使外层为白口或麻口组织, 心部仍是灰口组织。如: 372凸轮轴。使用冷激铸铁的凸轮轴处于干摩擦或半干摩擦工作状态, 而具有承受较大的弯曲与接触应力, 要求材料表面层抗磨且高的强度, 心部仍有一定的韧性。当前国内所用的冷激铸铁主要有两大类: 铬、钼、铜冷激铸铁和铬、钼、镍冷激铸铁, 冷硬层的金相组织:莱氏体+珠光体(索氏体) 2
冷激铸铁硬度为HRC45—52,当前, 国内冷激铸铁的硬度在HRC47左右。 中碳钢: 一般用于大型发动机凸轮轴。如: 6102发动机采用模锻锻造成型, 也有一部分用于摩托凸轮轴, 成型较简单。模锻后一般要进行退火处理以便于机械加工。 凸轮轴加工的典型工艺 一.凸轮轴轴颈粗加工采用无心磨床磨削 无心磨床的磨削方式有2种: 贯穿式无心磨削和切入式无心磨削。贯穿式无心磨削一般用于单砂轮, 它的导轮是单叶双曲面, 推动凸轮轴沿轴向移动, 仅仅用于磨削光轴。切入式无心磨削是由多砂轮磨削( 若是单砂轮磨削, 一般砂轮被修整成成型砂轮, 如: 磨削液压挺柱的球面) , 如现有480凸轮轴的磨削, 可磨削阶梯轴, 导轮为多片盘状组合而成, 工件不能沿轴向移动, 无论是哪一种磨削方式, 工件的中心都高于砂轮和导轮的中心, 一般切入式磨削都有上料工位、磨削工位、测量工位、卸料工位组成。砂轮线速度60m/s, 轴颈径向磨削余量可达3.5mm, 单件磨削时间18s, 单件工时25s。用无心磨床加工凸轮轴是一种新颖、独特的新工艺, 新方法, 但又存在一定的局限性, 特别是不易磨削轴肩和端面, 一般不用于多品种凸轮轴的加工, 只用于单一品种、大批量的生产, 若要更换所加工的凸轮轴品种, 就要更换导轮和砂轮, 各砂轮间距需重新调整。 3
文章编号:1001-2265(2010)10-0091-03 收稿日期:2010-04-16 作者简介:王卫兵(1974 ),男,江西南昌人,江西赣江职业技术学院副教授,硕士,主要从事机械设计与制造相关技术的研究,(E -m ail) w _oli ve @si na .co m 。 圆柱分度凸轮的精确建模与数控编程 王卫兵,董燕,胡志新 (江西赣江职业技术学院,南昌 330108) 摘要:应用UG 的二次开发工具UG /Gr i p 开发了圆柱分度凸轮的建模系统,实现了圆柱分度凸轮的三维数字化精确建模,再利用UG CAM 模块的可变轴曲面轮廓铣对凸轮沟槽进行数控编程与加工,提高了圆柱分度凸轮数控加工的质量和效率。 关键词:圆柱分度凸轮;二次开发;多轴编程;UG /Grip 中图分类号:TH 16;TG65 文献标识码:A Prec iseM ode ling and NC Programm ing of C ylindrical Indexing Ca m Based on A pplication D evelop m ent of U nigraphics WANG W ei b i n g ,DONG Yan,HU Zh i x i n g (Jiangx i Ganjiang V ocational Co llege ,Nanchang 330108,Ch i n a) Abst ract :On t he basis of t he analysis of surf ace c har acteristics f o r cylindrical indexing ca m ,has estab lished modeling syste m of t hree di m ensional dig itization model f o r cylindrical indexing ca m by UG /Grip ofUG re development tool .On t he basis of discussing f our axis machining appr oach of cy lindrical indexing ca m gr oove ,t he f our axis tool pat h of t he cy lindrical indexing ca m is gener ated by variable cont ourmac hining sche ma in U nigr aphics . K ey w ords :cy lindrical indexing ca m ;UG /G rip ;NC pr ogr a m ming ;r e develop ment of unigr aphics 0 引言 圆柱分度凸轮机构用于两垂直交错轴间的间隙分度步进运动,具有定位精度高、承载能力大、运动平稳等特点。广泛应用于各种机床与机械设备的间 隙步进机构与步进供料装置等[1] 。圆柱分度凸轮是机构中的关键部件,决定了整个机构的运动学和动力学性能。因此,对凸轮廓面的精确设计与数控加工精度保证的研究至关重要。 使用常规的C AD 建模工具进行圆柱分度凸轮的三维造型比较困难,采用传统的加工方法也难以保证凸轮槽的加工精度。龙村等[2] 、李俊源[3] 分别在AutoCAD 与So lid W orks 环境下,利用VB A 开发了圆柱凸轮的三维CAD 系统,未能实现造型与编程的集成。为了达到较高的凸轮廓面精度,必须对圆柱分度凸轮进行数控加工。圆柱凸轮沟槽的数控加工传统上采用三轴联动的范成等径加工或非等径加工,通过工件的旋转,铣刀作XY 联动,切割加工出凸轮的沟槽 [4 5] 。等径加工的刀具直径必须与滚子相等, 由于不可避免的刀具磨损,因此很难保证加工精度。非等径加工存在的问题有:一是不能按照零件的精确形状进行走刀;二是由于零件的旋转与主轴的移动不能完全同步产生较大误差;三是切削过程中不同的切削位置其实际的切削进给并不相等。因而这种加工方法的精度受到限制。 UG NX 是广泛应用于机械工程领域的集成化C AD /CAM /C AE 软件,其提供UG /Grip 可以对软件功能进行二次开发,以增强UG 的功能,并实现用户 化的定制[6] 。本文利用UG /Grip 编程工具开发了圆柱分度凸轮辅助建模系统,可方便地实现不同结构参数的圆柱分度凸轮精确建模,再利用UG NX 加工模块的可变轴曲面轮廓铣编制凸轮沟槽的多轴加工程序。 1 圆柱分度凸轮精确建模 1 1 圆柱分度凸轮的方程 [1 2] 圆柱分度凸轮机构的坐标系包括有:与机架相连的定坐标系X 0Y 0Z 0,与凸轮相连的动坐标系 91 2010年第10期 工艺与装备