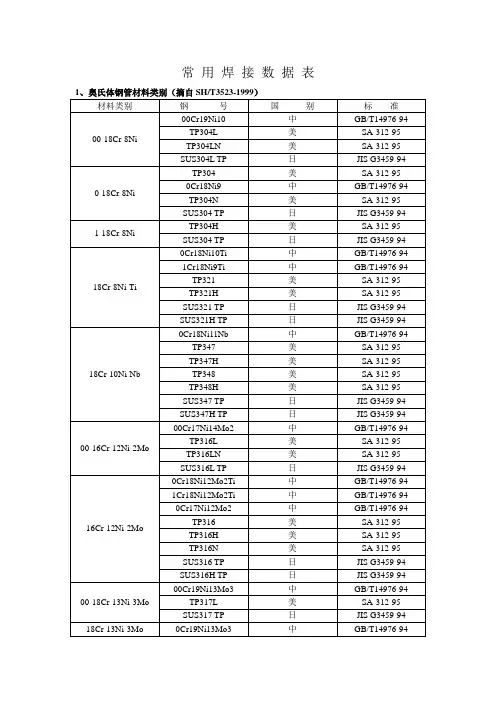
不锈钢焊丝国家标准GB4242 84
- 格式:doc
- 大小:20.93 KB
- 文档页数:7
不锈钢焊丝[YB/T 5092-1993] 标准不锈钢焊丝1)中国YB ( 。YB标准不锈钢焊丝的牌号与化学成分,见表8-1-47
)不锈钢焊丝的牌号与化学成分(质量分数)(% 表8-1-47
P
S
Cr
Ni
Mo
其他C
Si
Mn
焊丝牌号
≤≤铁素体型
H0Cr14 ≤0.06 0.30-0.70 0.30-0.70 ≤0.030 ≤0.030 13.00-15.00 ≤6.00 — —
—15.50-17.00
— — ≤0.10 ≤0.50≤0.60 ≤0.030 H1Cr17
≤0.030
马氏体型 ——— ≤0.030 11.50-13.50
≤0.60≤0.12H1Cr13 ≤0.50 ≤0.030≤0.12 0.15-0.35 4.00-6.00
0.40-0.70 ≤3.00H1Cr5Mo
≤0.0300.40-0.60
— ≤0.030
奥氏体型
H0Cr21Ni10 ≤0.06 ≤0.60 1.00-2.50 ≤0.030 ≤0.030 19.50-22.00 9.00-11.00 — —
——9.00-11.00
1.00-2.50 ≤0.030≤0.030 H00Cr21Ni10
≤0.03 ≤0.6019.50-22.00
— —12.00-14.00 23.00-25.00 ≤0.030 ≤0.0301.00-2.50 .60 ≤0 ≤0.12H1Cr24Ni13
—23.00-25.00 12.00-14.00 2.00-3.00
1.00-2.50 ≤0.030 ≤0.030 H1Cr24Ni13Mo2 ≤0.12 ≤0.6020.00-22.50 25.00-28.00 ≤0.030 ≤0.15 0.2-0.59
H0Cr26Ni21 — 1.00-2.50 ≤0.030—
20.00-22.50
25.00-28.00 ≤0.030 ≤0.06H0Cr26Ni21 1.00-2.50 — ≤0.030 ≤0.08 —
2.00-3.00 11.00-14.00 H0Cr19Ni12Mo2 ≤0.60 18.00-20.00 1.00-2.50 ≤0.030 ≤0.030— ≤0.08
2.00-3.00 11.00-14.00 18.00-20.00 ≤0.60 1.00-2.50 ≤0.030 — H00Cr19Ni12Mo2
≤0.030≤0.03
H00Cr19Ni12Mo2Cu2 2.00-3.00 ≤0.03≤0.030≤0.60 Cu1.00-2.50
18.00-20.00 11.00-14.00 1.00-2.50 ≤0.030
13.00-15.00 3.00-4.00 —≤0.60H0Cr20Ni14Mo3 ≤0.061.00-2.50 ≤0.030 ≤0.030 18.50-20.50
≤0.03018.50-20.50 9.00-10.50 — H0Cr20Ni10Ti ≤0.061.00-2.50 ≤0.60Ti9×C%-1.00 ≤0.030 H0Cr20Ni10Nb — 1.00-2.50 ≤0.030 C%-1.00
Nb10× ≤0.60≤0.030 19.00-2.50
9.00-11.00
≤0.089.00-11.00
20.00-22.00 — — ≤0.030 ≤0.0305.00-7.00 ≤0.10H1Cr21Ni10Mn6
0.20-0.60
YB/T行业标准。注:国家标准[GB4242-84己调整为
[GB/T17854-1999] GB标准埋弧用不锈钢焊丝(2)中国
8-1-48。 a.GB标准埋弧用不锈钢焊丝的牌号与化学成分,见表
)8-1-48 准埋弧用不锈钢焊丝的牌号与化学成分(质量分数)(% 表
焊丝牌号 C Si Mn P S Cr Ni Mo 其他
— ≤0.08 ≤0.60 1.00-2.50 0.030 — 0.030 19.50-22.00 H0Cr21Ni10 9.00-11.00
≤0.03 ≤0.60 1.00-2.50 0.030 — 0.020 H00Cr21Ni10 19.50-22.00 9.00-11.00 —≤0.12— ≤0.60—
H1Cr24Ni13 1.00-2.50 0.030 0.030 23.00-25.00 12.00-14.00
≤0.12 ≤0.60 H1Cr24Ni13Mo2 1.00-2.50 0.030 0.030 23.00-25.00 12.00-14.00 2.00-3.00 —
≤0.15 ≤0.60H1Cr26Ni21 1.00-2.50 0.030 0.030 25.00-28.00 — 20.00-22.00
—
≤0.08 ≤0.60 1.00-2.50 — 0.030 0.030 18.00-20.00 11.00-14.00 H0Cr19Ni12Mo2 2.00-3.00
≤0.03 ≤0.60— 1.00-2.50 0.030 0.020 H00Cr19Ni12Mo
18.00-20.00 11.00-14.00 2.00-3.00
H00Cr19Ni12Mo2Cu2 Cu1.00-2.50
≤0.03 ≤0.60 1.00-2.50 0.030 0.020 18.00-20.00 11.00-14.00 2.00-3.00
H0Cr19Ni14Mo3 ≤0.08 ≤0.60 1.00-2.50 —0.030 0.030 18.50-20.50 13.00-15.00 3.00-4.00
≤0.08 ≤0.60H0Cr20Ni10Nb
1.00-2.50 0.030 0.030 19.00-21.50 9.00-11.00 C%-1.00
Nb10×—
— 11.50-13.50 H1Cr13 ≤0.50≤0.600.030 0.030 ≤0.60 —≤0.12 — ≤0.6015.50-17.50
0.030 0.030 ≤0.60 ≤0.50 ≤0.10H1Cr17
—.
注:根据供需双方协议,也可生产本表牌号以外的焊丝。 标准埋弧用不锈钢焊丝和焊剂组合的熔敷金属的化学成分,见表8-1-49。 b.GB 埋弧用不锈钢焊丝和焊剂组合的熔敷金属的化学成分(质量分数)(%) 表8-1-49
Mo 其他P S Cr Ni Si C Mn 焊丝和焊剂型号
9.0-11.0 0.030 18.0-21.0 0.50-2.50 — ≤0.08 ×F308-H×× 0.040 ≤1.00—
9.0-11.0 0.030 18.0-21.0 —≤0.04 ×× 0.50-2.50 0.040 ≤1.00— F308L-H×12.0-14.0
22.0-25.0 ×F309-H×× ≤0.15 0.030 0.50-2.50 0.040 ≤1.00— —
0.50-2.50 0.040 0.030 22.0-25.0 12.0-14.0 ≤1.00 ≤0.12F309Mo-H××× — 2.00-3.00
≤1.00 0.50-2.50 0.030 ≤0.20 0.030 —25.0-28.0 20.0-22.0
— ×F310-H××≤1F316-H×.00 ≤0.08 0.50-2.50 — 0.040 0.030 ×× 17.0-20.0 11.0-14.0 2.00-3.00
≤1.00 0.50-2.50 0.040 0.030 ×F316L-H×× 17.0-20.0 11.0-14.0 ≤0.04 2.00-3.00 —≤1.00 0.50-2.50 0.040
0.030 ≤0.04 17.0-20.0 Cu1.00-2.50
11.0-14.0 ×F316CuL-H×× 1.20-2.75
≤1.00 0.50-2.50 ≤0.08 0.040 ×F317-H××0.030 — 18.0-21.0 12.0-14.0 3.00-4.00
≤1.00 ×F347-H×× 0.50-2.50 C%-1.00
0.040 0.030 18.0-21.0 9.0-11.0 ≤0.08 — Nb8×— 0.030 11.0-13.5 ×F410H-××≤0.60 — ≤1.20≤1.00 ≤0.12 0.040
—— ×F430-H××0.040 0.030 15.0-18.0
≤0.60≤1.00 ≤1.20 ≤0.10
注:焊剂型号中添加字母L的,表示较低碳含量。
c.GB标准埋弧焊用不锈钢焊丝和焊剂组合的熔敷金属的力学性能,见表8-1-50。
表8-1-50 埋弧焊用不锈钢焊丝和焊剂组合的熔敷金属的力学性能
抗拉强度σb/MPa 伸长率δ(%) 抗拉强度σb/MPa 伸长率δ(%)
焊丝和焊剂型号 焊丝和焊剂型号(不小于) (不小于)
30 480 F316L-H×30 520 ×F308-H××× ×
30 480 25 480 ×F308L-H×× F316CuL-H×××25 ×25 520 F317-H××520 ×F309-H××
25 ×F347-H× ×××520 550 25 F309Mo-H×20
440
××F410H-×25
520
①××F310-H×.
17
450 ×× ×② 520 25 F430-H×F316-H×× ,随后空冷。的冷却速度炉冷至590℃2h,以小于55℃/h ①试样加工前经840-870℃保温 ,随后空冷。590℃,以小于55℃/h的冷却速度炉冷至保温 ②试样加工前经760-785℃2h[GB/T
17853-1999]
标准不锈钢药芯焊丝)中国GB (3 。标准不锈钢药芯焊丝的型号与熔敷金属的化学成分,见表8-1-51 a.GB )不锈钢药芯焊丝的型号与熔敷金属的化学成分(质量分数)(% 表8-1-51
P
S
Cr
Ni
Mo
其他C
Si
Mn
型号
≤≤3.30-4.75 0.040 0.030 9.00-10.5
0.50-1.50 Cu≤0.50 ≤1.00≤0.13E307T×-× 18.0-20.5
0.50-2.50 0.04 0.030 18.0-21.0 ≤0.50 ≤0.08 ≤1.00 9.00-11.00 Cu≤0.50 E308T×-×0.50-2.50 0.040 ≤0.04
0.030 ≤0.50≤1.00 E308LT×-× 18.0-21.0 9.00-11.00 Cu≤0.500.50-2.50 Cu≤0.50 E308HT×-× ≤0.50 0.040