GBT 17853-1999 不锈钢药芯焊丝
- 格式:pdf
- 大小:1.32 MB
- 文档页数:19
1999年压力容器相关标准更新信息1.国家质量技术监督局1999年第10号公布批准的国家标准中有四项与压力容器有关2.国家质量技术监督局1999年第13号公告中,一些与压力容器有关的专业标准被废止3.国家质量技术监督局1999年第12、13号公告中,一些与压力容器有关的国家标准转化为现行行业标准4.国家质量技术监督局1999年第11号公布批准的国家标准中有十七项与压力容器有关5.国家质量技术监督局1999年第5号公布批准的国家标准中有七项与压力容器有关:1.国家质量技术监督局1999年第10号公布批准的国家标准中有四项与压力容器有关:标准编号标准名称批准日期实施日期GB/T 5293―1999 埋弧焊用碳钢焊丝和焊剂 1999-09-03 2000-03-01GB/T 7232―1999 金属热处理工艺术语 1999-09-03 2000-03-01GB/T 17853―1999 不锈钢药芯焊丝 1999-09-03 2000-03-01GB/T 17854―1999 埋弧焊用不锈钢焊丝和焊剂 1999-09-03 2000-03-012.国家质量技术监督局1999年第13号公告中,一些专业标准被废止,其中与压力容器有关的标准有:标准编号标准名称HG5003-58 管件、连接件及管道的法兰形式HG5004-58 管件、连接件及管道法兰的连接尺寸HG5005-58 管件、连接件及管道法兰紧密面HG5006-58 铸铁法兰HG5007-58 铸钢法兰HG5008-58 钢制螺纹法兰HG5009-58 铸铁螺纹法兰HG5010-58 平焊法兰HG5011-58 榫槽面平焊法兰HG5012-58 凹凸面平焊法兰HG5013-58 平焊法兰(用于水煤气管(英制)上)HG5014-58 对焊法兰HG5015-58 榫槽面对焊法兰HG5016-58 凹凸面平对焊法兰HG5017-58 铸铁对焊法兰HG5018-58 铸钢榫槽面对焊法兰HG5019-58 耐酸钢平焊法兰HG5020-58 耐酸钢榫槽面平焊法兰HG5021-58 管口翻边活动法兰HG5022-58 焊环活动法兰HG5023-58 榫槽面焊环活动法兰HG5024-58 铜套翻边活动法兰HG5025-58 铜管口翻边活动法兰HG5026-58 铝管口翻边活动法兰HG5027-58 铝突缘榫槽面活动法兰HG5028-58 法兰盖ZB U 05 002-89 不锈钢复合钢板3.国家质量技术监督局1999年第12、13号公告中,一些国家标准转化为现行行业标准,其中与压力容器有关的标准有:转为现行标准编号被代替标准编号标准名称HG/T3143-1982 HG/T5-1471-82 液化石油气汽车槽车技术条件HG/T3145-1985 HG/T5-1571-85 普通碳素钢及低合金钢贮罐标准系列分类及技术条件HG/T3146-1985 HG/T5-1572-85 平底可拆平盖贮罐系列HG/T3147-1985 HG/T5-1573-85 平底平顶贮罐系列HG/T3148-1985 HG/T5-1574-85 平底锥顶贮罐系列HG/T3149-1985 HG/T5-1575-85 90o无折边锥形底平顶贮罐系列HG/T3150-1985 HG/T5-1576-85 90o无折边锥形底椭圆形封头(悬挂式支座)贮罐系列HG/T3151-1985 HG/T5-1577-85 90o折边锥形底椭圆形封头(支腿)贮罐系列HG/T3152-1985 HG/T5-1578-85 立式椭圆形封头(悬挂式支座)贮罐系列HG/T3153-1985 HG/T5-1579-85 立式椭圆形封头(支腿、裙座)贮罐系列HG/T3154-1985 HG/T5-1580-85 卧式椭圆形封头贮罐系列HG/T3160-1987 ZB/TG90 001-87 搅拌设备名词术语HG/T3161-1987 ZB/TG90 002-87 塔器名词术语HG/T3162-1987 ZB/TG90 003-87 沉降设备名词术语HG/T3163-1987 ZB/TG90 004-87 废热锅炉名词术语HG/T3172-1987 ZB/TG93 001-87 尿素高压设备制造检验方法超低碳奥氏体不锈钢晶间腐蚀倾向性试验的试样制取HG/T3173-1987 ZB/TG93 002-87 尿素高压设备制造检验方法超低碳奥氏体不锈钢晶间腐蚀倾向试验HG/T3174-1987 ZB/TG93 003-87 尿素高压设备制造检验方法超低碳奥氏体不锈钢的选择性腐蚀检查和金相检查HG/T3175-1987 ZB/TG93 004-87 尿素高压设备制造检验方法不锈钢带极自动堆焊层超声波检查HG/T3176-1987 ZB/TG93 005-87 尿素高压设备制造检验方法尿素合成塔氨渗漏试验方法HG/T3177-1987 ZB/TG93 006-87 钢制绕板压力容器技术条件HG/T3178-1987 ZB/TG93 007-87 尿素高压设备耐腐蚀不锈钢管子-管板的焊接工艺评定和焊工技能评定HG/T3179-1987 ZB/TG93 008-87 尿素高压设备堆焊工艺评定和焊工技能评定HG/T3180-1987 ZB/TG93 009-87 尿素高压设备衬里板及内件的焊接工艺评定和焊工技能评定 CJ/T32-1999 ZBJ 74004-89 液化石油气钢瓶焊接工艺评定CJ/T33-1999 ZBJ 74006-89 液化石油气钢瓶热处理工艺评定CJ/T34-1999 ZBJ 74008-89 液化石油气钢瓶涂覆规定CJ/T35-1999 ZBJ 74009-89 液化石油气钢瓶包装运输规定CB/T3901-1999 ZB U05 002-89 不锈钢复合钢板CB/T3902-1999 ZB U05 003-89 铜及铜合金复合钢板CB/T3906-1999 ZB U05 007-90 船用球墨铸铁金相试验GB/T3907-1999 ZB U05 008-90 船用锻钢件超声波探伤CB/T3920-1999 ZB U41 001-90 船用辅锅炉螺纹管CB/T3921-1999 ZB U41 002-90 船用辅锅炉入孔装置CB/T3922-1999 ZB U41 003-90 船用辅锅炉受压元件制造技术条件CB/T3923-1999 ZB U41 004-90 船用辅锅炉手孔装置CB/T3924-1999 ZB U41 005-90 船用辅锅炉原材料入厂检验CB/T43-1999 GB570-65 船用铸铁法兰CB/T44-1999 GB571-65 船用铸钢法兰CB/T45-1999 GB572-65 船用铸铜法兰CB/T46-1999 GB573-65 船用搭焊钢法兰CB/T47-1999 GB574-65 船用对焊钢法兰CB/T48-1999 GB575-65 船用焊接铜法兰CB/T49-1999 GB576-65 船用搭焊钢环松套钢法兰CB/T50-1999 GB577-65 船用对焊钢环松套钢法兰CB/T51-1999 GB578-65 船用焊接铜环松套钢法兰CB/T52-1999 GB579-65 船用铜管折边松套钢法兰CB/T3846-1999 GB580-65 船用铝管折边松套钢法兰CB/T3847-1999 GB581-65 船用扁圆形焊接钢法兰CB/T3848-1999 GB582-65 船用扁圆形铸铁和铸钢法兰CB/T55-1999 GB583-65 船用法兰软垫圈CB/T64-1999 GB1561-79 船用焊接通风法兰4.国家质量技术监督局1999年第11号公布批准的国家标准中有十七项与压力容器有关:国家标准编号国家标准名称代替标准号批准日期实施日期GB/T232-1999 金属材料弯曲试验方法 GB/T232-1988 1999.11.01 2000.08.01GB/T235-1999 金属材料厚度等于或小于3mm薄板和薄带反复弯曲试验方法 GB/T235-19881999.11.01 2000.08.01GB/T239-1999 金属线材扭转试验方法 GB/T239-1984 1999.11.01 2000.08.01GB567-1999 爆破片与爆破片装置 GB567-1988 1999.11.01 2000.08.01GB/T699-1999 优质碳素结构钢 GB/T699-1988 1999.11.01 2000.08.01GB/T3077-1999 合金结构钢 GB/T3077-1988 1999.11.01 2000.08.01GB3087-1999 低中压锅炉用无缝钢管 GB3087-1982 1999.11.01 2000.08.01GB/T4339-1999 金属材料热膨胀特征参数的测定 GB/T4339-1984 1999.11.01 2000.08.01GB/T8162-1999 结构用无缝钢管 GB/T8162-1987 1999.11.01 2000.08.01GB/T8163-1999 输送流体用无缝钢管 GB/T8163-1987 1999.11.01 2000.08.01GB/T9711.2-1999 石油开然气工业输送钢管交货技术条件第2部分:B级钢管 1999.11.01 2000.06.01GB/T12353-1999 拱形金属爆破片装置分类与安装尺寸 GB/T12353-1990 1999.11.01 2000.08.01 GB/T12606-1999 钢管漏磁探伤方法 GB/T12606-1990 1999.11.01 2000.08.01GB/T17897-1999 不锈钢三氯化铁点腐蚀试验方法 GB4334.7-1984 1999.11.01 2000.08.01GB/T17898-1999 不锈钢在沸腾氯化镁溶液中应力腐蚀试验方法 GB/T4334.8-1984 1999.11.01 2000.08.01GB/T17899-1999 不锈钢点蚀电位测量方法 GB/T4334.9-1984 1999.11.01 2000.08.01GB/T17990-1999 圆钢点式(线圈)涡流探伤检验方法 1999.11.01 2000.08.015.国家质量技术监督局1999年第5号公布批准的国家标准中有七项与压力容器有关:国家标准编号国家标准名称代替标准号批准日期实施日期GB/T584-1999 船用法兰铸钢截止阀 GB/T584-1976,GB/T11689-1989 1999.04.15 1999.12.01GB/T585-1999 船用法兰铸钢截止止回阀 GB/T584-1976,GB/T11688-1989 1999.04.15 1999.12.01 GB/T586-1999 船用法兰铸钢止回阀 GB/T586-1976,GB/T11690-1989 1999.04.15 1999.12.01GB/T17727-1999 船用法兰铸钢止回阀 1999.04.15 1999.12.01GB 17740-1999 地震震级的规定 1999.04.26 1999.11.01GB 17741-1999 工程场地地震安全性评价技术规范 1999.04.26 1999.11.01GB/T17742-1999 中国地震烈度表 1999.04.26 1999.11.01。
《焊接材料与焊接工艺标准》目录汇总发布日期:2010-05-17 来源:中华工具网浏览次数:2040核心提示:焊接材料与焊接工艺标准以下相关标准不够全面,供大家参考:G983《GB/T983-1995 不锈钢焊条》G984《GB/T984-2001 堆焊焊焊接材料与焊接工艺标准以下相关标准不够全面,供大家参考:G983《GB/T983-1995 不锈钢焊条》G984《GB/T984-2001 堆焊焊条》G3131《GB/T3131-2001 锡铅焊料》G3323《GB/T 3323-2005 金属熔化焊焊接接头射线照相》G3429《GB/T3429-2002 焊接用钢盘条》G3669《GB/T3669-2001 铝及铝合金焊条》G3670《GB/T3670-1995 铜及铜合金焊条》G5117《GB/T5117-1995 碳钢焊条》G5118《GB/T5118-1995 低合金钢焊条》G5185《GB/T 5185-2005 焊接及相关工艺方法代号》G5293《GB/T5293-1999 埋弧焊用碳钢焊丝和焊剂》G6417.1《GB/T 6417.1-2005 金属熔化焊接头缺欠分类及说明》G6417.2《GB/T 6417.2-2005 金属压力焊接头缺欠分类及说明》G8012《GB/T8012-2000 铸造锡铅焊料》G8110《GB/T8110-1995 气体保护焊用碳钢、低合金钢焊丝》G9448《GB/T9448-1999 焊接与切割安全》G9491《GB/T9491-2002 锡焊用液态焊剂》G10045《GB/T10045-2001 碳钢药芯焊丝》G10046《GB/T10046-2000 银钎料》[page]G12467《GB/T12467.1~4-1998 焊接质量要求金属材料的熔化焊》G12470《GB/T12470-2003 低合金埋弧焊用焊剂》G14693《GB/T14693-1993 焊缝无损检测符号》G15169《GB/T15169-2003 钢熔化焊手焊工资格考试方法》G15620《GB/T15620-1995 镍及镍合金焊丝》G15747《GB/T15747-1995 正面角焊缝接头拉伸试验方法》G15830《GB/T15830-1995 钢制管道对接环焊缝超声波探伤方法和检验》G16672《GB/T16672-1996 焊缝-工作位置-倾角和转角的定义》G17493《GB/T17493-1998 低合金钢药芯焊丝》G17853《GB/T17853-1999 不锈钢药芯焊丝》G17854《GB/T17854-1999 埋弧焊用不锈钢焊丝和焊剂》G18290.2《GB/T18290.2-2000 无焊连接:无焊压连连接一般要求》G18290.3《GB/T18290.3-2000 无焊连接:可接触无焊绝缘位移连接一般要求》G18290.4《GB/T18290.4-2000 无焊连接:不可接触无焊绝缘位移连接一般要求》G18290.5《GB/T18290.5-2000 无焊连接:无焊压入式连接一般要求》G18591《GB/T18591-2001 焊接预热温度、道间温度及预热维持温度的测量指南》G18762《GB/T18762-2002 贵金属及其合金钎料》G19418《GB/T19418-2003 钢的弧焊接头缺陷质量分级指南》G19419《GB/T19419-2003 焊接管理任务与职责》G19804《GB/T 19804-2005 焊接结构的一般尺寸公差和形位公差》G19805《GB/T 19805-2005 焊接操作工技能评定》G19866《GB/T 19866-2005 焊接工艺规程及评定的一般原则》G19867.1《GB/T 19867.1-2005 电弧焊焊接工艺规程》G19868.1《GB/T 19868.1-2005 基于试验焊接材料的工艺评定》G19868.2《GB/T 19868.2-2005 基于焊接经验的工艺评定》G19868.3《GB/T 19868.3-2005 基于标准焊接规程的工艺评定》G19868.4《GB/T 19868.4-2005 基于预生产焊接试验的工艺评定》G19869.1《GB/T 19869.1-2005 钢、镍及镍合金的焊接工艺评定试验》G19897.1《GB/T 19897.1-2005 自动抄表系统低层通信协议:直接本地数据交换》[page]G19897.3《GB/T 19897.3-2005 自动抄表系统低层通信协议:异步数据交换的物理层服务进程》图书中国机械工业标准汇编(第二版):金属无损检测与探伤卷(上)目录: —、通用与综合GB/T5616—1985常规无损探伤应用导则GB/T6417—1986金属熔化焊焊缝缺陷分类及说明GB/T9445—1999无损检测人员资格鉴定与认证GB/T12469—1990焊接质量保证钢熔化焊接头的要求和缺陷分级GB/T14693—1993焊缝无损检测符号JB4730—1994压力容器无损检测JB/T5000.14—1998重型机械通用技术条件铸钢件无损探伤JB/T5000.15—>998重型机械通用技术条件锻钢件无损探伤JB/T7406.2—1994试验机术语无损检测仪器JB/T9095—1999离心机、分离机锻焊件常规无损探伤技术规范二、表面方法GB/T5097—1985黑光源的间接评定方法GB/T9443—1988铸钢件渗透探伤及缺陷显示迹痕的评级方法GB/T9444—1988铸钢件磁粉探伤及质量评级方法GB/T10121—1988钢材塔形发纹磁粉检验方法GB/T12604.3—1990无损检测术语渗透检测GB/T12604.5—1990无损检测术语磁粉检测GB/T15147—1994核燃料组件零部件的渗透检验方法GB/T15822—1995磁粉探伤方法GB/T16673—1996无损检测用黑光源(UV—A)辐射的测量GB/T17455—1998无损检测表面检查的金相复制件技术GB/T18851—2002无损检测渗透检验标准试块JB/T5391—1991铁路机车车辆滚动轴承零件磁粉探伤规程JB/T5442—1991压缩机重要零件的磁粉探伤JB/T6061—1992焊缝磁粉检验方法和缺陷磁痕的分级JB/TGJ294A《GJB294A-2005 铝及铝合金熔焊技术条件》GJ607A《GJB607A-1998 金属材料及其焊件的爆炸试验规程》GJ724A《GJB/Z724A-1998 不锈钢电阻点焊和焊缝质量检验》GJ1138《GJB1138-1999 铝及铝合金焊丝规范》GJ1718A《GJB1718A-2005 电子束焊接》GJ3021《GJB 3021-1997 航空用结构钢焊丝规范》GJ3785《GJB3785-1999 航空用不锈钢焊丝规范》GJ5162《GJB5162-2003 镍-金基合金高温钎料规范》WJ2613《WJ 2613-2003 兵器铝合金焊接技术要求》QJ2844《QJ2844-1996 铝及铝合金硬钎焊技术条件》QJ2864《QJ2864-1997 铝及铝合金熔焊工艺规范》QJ2868《QJ2868-1997 二氧化碳气体保护半自动焊工艺规范》QJ2845《QJ 2845-1996 铝及铝合金硬钎焊工艺》QJ3040《QJ3040-1998 焊缝建档规定》QJ3071《QJ3071-1998 等离子弧焊技术条件》QJ3072《QJ3072-1998 铝合金铸件补焊工艺规范》QJ3090《QJ3090-1999 焊接材料复验规定》QJ3115《QJ3115-1999 导管熔焊接头角焊缝X射线照相检验方法》QJ3116《QJ3116-1999 金属熔焊内部缺陷X射线照相参考底片》H238《HB/Z238-1993 高温合金电阻点焊和缝焊工艺》H309《HB/Z309-1997 高温合金及不锈钢真空钎焊》H315《HB/Z315-1998 高温合金、不锈钢真空电子束焊接工艺》[page] H328《HB/Z328-1998 镁合金铸件补焊工艺及检验》H345《HB/Z345-2002 铝合金铸件补焊工艺及检验》H346《HB/Z346-2002 熔模铸造钢铸件补焊工艺及检验》H348《HB/Z348-2001 钛及钛合金铸件补焊工艺及检验》H459《HB 459-2004 航空用结构钢焊条规范》H5134《HB/Z 5134-2000 结构钢和不锈钢熔焊工艺》H5135《HB 5135-2000 结构钢和不锈钢熔焊接头质量检验》H5299《HB5299-1996 航空工业手工熔焊焊工技术考核》H5363《HB5363-1995 焊接工艺质量控制》H6771《HB 6771-1993 银基钎料》H6772《HB 6772-1993 镍基钎料》H7052《HB 7052-1994 铝基钎料》H7053《HB 7053-1994 铜基钎料》H7575《HB7575-1997 高温合金及不锈钢真空钎焊质量检验》H7608《HB7608-1998 高温合金、不锈钢真空电子束焊接质量检验》J3168《JB/T3168.1~3-1999 喷焊合金粉末》J3223《JB/T3223-1996 焊接材料质量管理规程》J4291《JB/T4291-1999 焊接接头裂纹张开位移(COD)试验方法》J6963《JB/T6963-1993 钢制熔化焊工艺评定》J6964《JB/T6964-1993 特细碳钢焊条》J6966《JB/T6966-1993 钎缝外观质量评定方法》J6967《JB/T6967-1993 电渣焊通用技术条件》J6975《JB/T6975-1993 自熔合金喷焊技术条件》J7520《JB/T7520.1~6-1994 磷铜钎料化学分析方法》J7524《JB/T7524-1994 建筑钢结构焊缝超声波探伤》J7716《JB/T7716-1995 焊接接头四点弯曲疲劳试验方法》J7717《JB/T7717-1995 焊接接头ECO试验方法》J7853《JB/T7853-1995 铬镍奥氏体不锈钢焊缝金属中铁素体数的测量》J7948《JB/T7948.1~12-1999 熔炼焊剂化学分析方法》J7949《JB/T7949-1999 钢结构焊缝外形尺寸》[page]J8423《JB/T8423-1996 电焊条焊接工艺性能评定方法》J8428《JB/T8428-1996 校正钢焊缝超声检测仪用标准试块》J8931《JB/T8931-1999 堆焊层超声波探伤方法》J9185《JB/T9185-1999 钨极惰性气体保护焊工艺方法》J9186《JB/T9186-1999 二氧化碳气体保护焊工艺方法》J9212《JB/T9212-1999 常压钢质油罐焊缝超声波探伤》J10045《JB/T10045.1~5-1999 热切割》J10375《JB/T10375-2002 焊接物件振动时效工艺参数选择及技术要求》J50076《JB/T50076-1999 气体保护电弧焊用碳钢,低合金钢焊丝产品质量分等》J50193《JB/T50193-1999 银钎料产品质量分等》J50194《JB/T50194-1999 锡铅焊料产品质量分等》J56050《JB/T56050-1999 铜基钎料产品质量分等》J56097《JB/T56097-1999 碳素钢埋弧焊用焊剂产品质量分等》J56098《JB/T56098-1999 铝及铝合金焊丝产品质量分等》J56099《JB/T56099-1999 铜及铜合金焊丝产品质量分等》J56100《JB/T56100-1999 堆焊焊条产品质量分等》J56101《JB/T56101-1999 铸铁焊条产品质量分等》J56102.1《JB/T56102.1-1999 碳钢焊条产品质量分等》J56102.2《JB/T56102.2-1999 低合金钢焊条产品质量分等》J56102.3《JB/T56102.3-1999 不锈钢焊条产品质量分等》TB2374《TB/T2374-1999 铁路机车车辆用耐钢焊条和焊丝》SH3520《SH/T3520-2004 石油化工工程铬钼耐热钢管道焊接技术规程》SH3525《SH/T3525-2004 石油化工低温钢焊接规程》SH3526《SH/T3526-2004 石油化工异种钢焊接规程》SH3527《SH3527-1999 石油化工不锈钢复合钢钢焊接规程》DL678《DL/T678-1999 电站钢结构焊接通用技术条件》DL754《DL/T754-2001 铝母线焊接技术规程》DL816《DL/T816-2003 电力工业焊接操作技能教师资格考核规则》DL819《DL/T819-2002 火力发电厂焊接热处理技术规程》[page]DL833《DL/T833-2003 民用核承压设备焊工资格考核规则》DL868《DL/T 868-2004 焊接工艺评定规程》DL869《DL/T 869-2004 火力发电厂焊接技术规程》JG11《JG11-1999 钢网架焊接球接点》JG3034.1《JG/T3034.1-1996 焊接球节点钢网架焊缝超声波探伤及质量分级法》JG3034.2《JG/T3034.2-1996 螺栓球节点钢网架焊缝超声波探伤及质量分级法》YB5092《YB/T5092-1996 焊接用不锈钢丝》YB9259《YB/T9259-1998 冶金工程建设焊工考试规程》YS458《YS/T458-2003 轨道车辆结构用铝合金挤压型材配用焊丝》SJ10534《SJ/T10534-1994 波峰焊接技术要求》SJ11168《SJ/T11168-1998 免清洗焊接用焊锡丝》SJ11186《SJ/T11186-1998 锡铅膏状焊料通用规范》SJ11216《SJ/T11216-1999 红外/热风再流焊接技术要求》SJ11273《SJ/T11273-2002 免清洗液态助焊剂》SH3520《SH/T3520-2004 石油化工工程铬钼耐热钢管道焊接技术规程》SH3523《SH/T 3523-1999 石油化工铬镍奥氏体钢、铁镍合金和镍合金管道焊接规程》SH3524《SH/T3524-1999 石油化工钢制塔式容器现场组焊施工工艺标准》SH3525《SH/T3525-2004 石油化工低温钢焊接规程》SH3526《SH/T3526-2004 石油化工异种钢焊接规程》SH3527《SH3527-1999 石油化工不锈钢复合钢钢焊接规程》SY0059《SY/T0059-1999 控制钢制设备焊缝硬度防止硫化物应力开裂》焊93《焊接标准汇编》(1993~1995)(96机械版)焊96《焊接标准汇编》(1996~1999)(2000机械版)焊39《焊接材料标准汇编》(1992~1999)(2001机械版)[page]本篇文章来源于中华工具网(/) 原文链接:/news/show-21785.html。
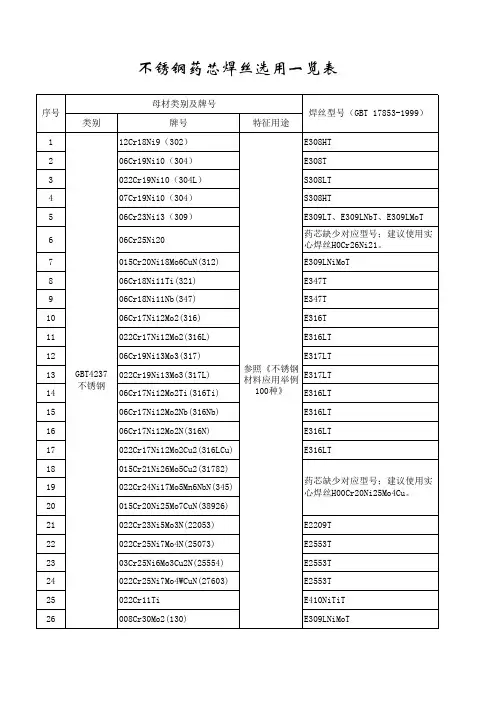
类别牌号特征用途112Cr18Ni9(302)E308HT 206Cr19Ni10(304)E308T 3022Cr19Ni10(304L)S308LT 407Cr19Ni10(304)S308HT506Cr23Ni13(309)E309LT、E309LNbT、E309LMoT 606Cr25Ni20药芯缺少对应型号;建议使用实心焊丝H0Cr26Ni21。
7015Cr20Ni18Mo6CuN(312)E309LNiMoT 806Cr18Ni11Ti(321)E347T 906Cr18Ni11Nb(347)E347T 1006Cr17Ni12Mo2(316)E316T 11022Cr17Ni12Mo2(316L)E316LT 1206Cr19Ni13Mo3(317)E317LT13022Cr19Ni13Mo3(317L)E317LT1406Cr17Ni12Mo2Ti(316Ti)E316LT1506Cr17Ni12Mo2Nb(316Nb)E316LT 1606Cr17Ni12Mo2N(316N)E316LT 17022Cr17Ni12Mo2Cu2(316LCu)E316LT18015Cr21Ni26Mo5Cu2(31782)19022Cr24Ni17Mo5Mn6NbN(345)20015Cr20Ni25Mo7CuN(38926)21022Cr23Ni5Mo3N(22053)E2209T 22022Cr25Ni7Mo4N(25073)E2553T 2303Cr25Ni6Mo3Cu2N(25554)E2553T 24022Cr25Ni7Mo4WCuN(27603)E2553T 25022Cr11Ti E410NiTiT 26008Cr30Mo2(130)E309LNiMoT序号不锈钢药芯焊丝选用一览表母材类别及牌号GBT4237不锈钢药芯缺少对应型号;建议使用实心焊丝H00Cr20Ni25Mo4Cu。
药芯焊丝的牌号及型号我国的不锈钢药芯焊丝牌号有新、旧两个类型。
旧类型是历史比较早的药芯焊丝厂家习惯使用的,其编制方法基本与手工焊条牌号相同,只是牌号前的字母不同(如“Y”)用以区别手工焊条;新类型是新发展起来的药芯焊丝厂家习惯使用的,其编制方法基本与国家标准GB/T17853-1999《不锈钢药芯焊丝》相同,只是牌号前用不同的字母表示不同的厂家。
国家标准GB/T17853-1999中规定了不锈钢药芯焊丝的型号分类、技术要求、试验方法及检验规则等。
该标准规定,所适用的不锈钢药芯焊丝熔敷金属中铬含量应大于10.50%,铁的含量应超过其他任何元素。
此外,标准还规定焊丝芯部所含非金属组分应不小于焊丝总重的5%。
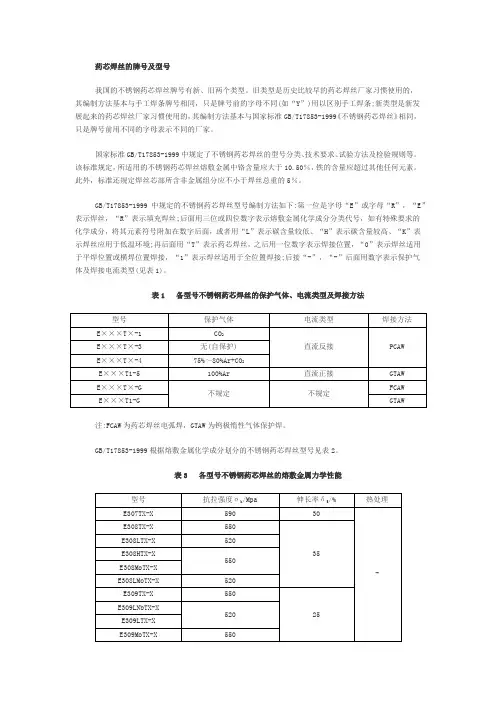
GB/T17853-1999中规定的不锈钢药芯焊丝型号编制方法如下:第一位是字母“E”或字母“R”,“E”表示焊丝,“R”表示填充焊丝;后面用三位或四位数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,将其元素符号附加在数字后面,或者用“L”表示碳含量较低、“H”表示碳含量较高、“K”表示焊丝应用于低温环境;再后面用“T”表示药芯焊丝,之后用一位数字表示焊接位置,“0”表示焊丝适用于平焊位置或横焊位置焊接,“1”表示焊丝适用于全位置焊接;后接“-”,“-”后面用数字表示保护气体及焊接电流类型(见表1)。
表1 备型号不锈钢药芯焊丝的保护气体、电流类型及焊接方法注:FCAW为药芯焊丝电弧焊,GTAW为钨极惰性气体保护焊。
GB/T17853-1999根据熔敷金属化学成分划分的不锈钢药芯焊丝型号见表2。
表3 各型号不锈钢药芯焊丝的熔敷金属力学性能表4 各型号不锈钢药芯焊丝的主要用途国内外不锈钢药芯焊丝牌号、型号对照表见表5。
表5 国内外不锈钢药芯焊丝牌号、型号对照表。
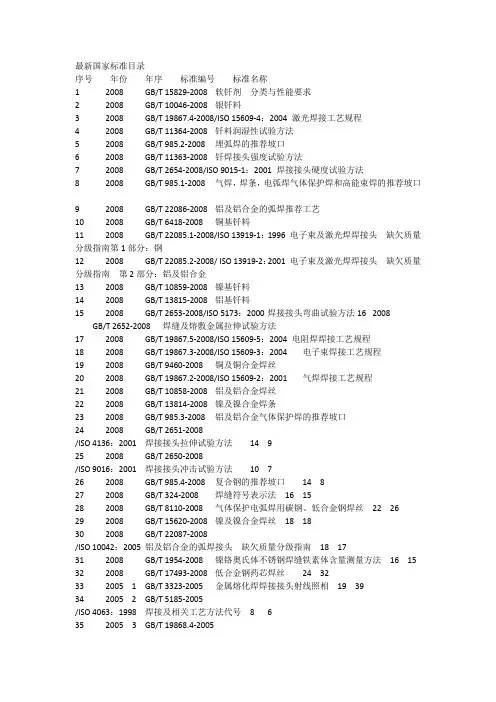
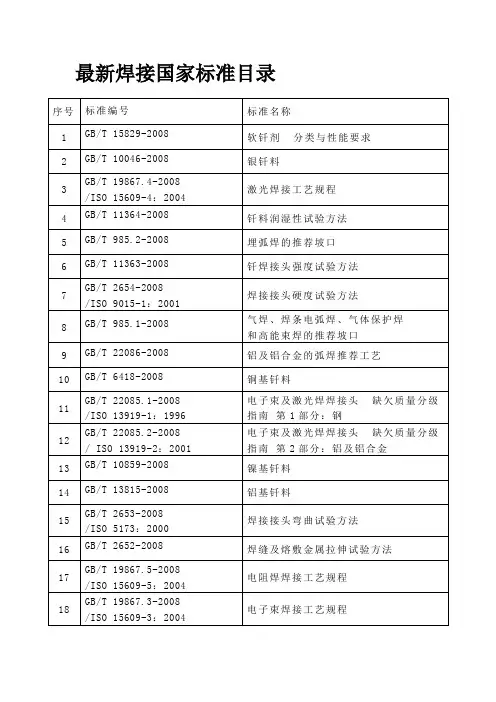
最新国家标准目录序号年份年序标准编号标准名称1 2008 GB/T 15829-2008 软钎剂分类与性能要求2 2008 GB/T 10046-2008 银钎料3 2008 GB/T 19867.4-2008/ISO 15609-4:2004 激光焊接工艺规程4 2008 GB/T 11364-2008 钎料润湿性试验方法5 2008 GB/T 985.2-2008 埋弧焊的推荐坡口6 2008 GB/T 11363-2008 钎焊接头强度试验方法7 2008 GB/T 2654-2008/ISO 9015-1:2001 焊接接头硬度试验方法8 2008 GB/T 985.1-2008 气焊,焊条,电弧焊气体保护焊和高能束焊的推荐坡口9 2008 GB/T 22086-2008 铝及铝合金的弧焊推荐工艺10 2008 GB/T 6418-2008 铜基钎料11 2008 GB/T 22085.1-2008/ISO 13919-1:1996 电子束及激光焊焊接头缺欠质量分级指南第1部分:钢12 2008 GB/T 22085.2-2008/ ISO 13919-2:2001 电子束及激光焊焊接头缺欠质量分级指南第2部分:铝及铝合金13 2008 GB/T 10859-2008 镍基钎料14 2008 GB/T 13815-2008 铝基钎料15 2008 GB/T 2653-2008/ISO 5173:2000 焊接接头弯曲试验方法16 2008GB/T 2652-2008 焊缝及熔敷金属拉伸试验方法17 2008 GB/T 19867.5-2008/ISO 15609-5:2004 电阻焊焊接工艺规程18 2008 GB/T 19867.3-2008/ISO 15609-3:2004 电子束焊接工艺规程19 2008 GB/T 9460-2008 铜及铜合金焊丝20 2008 GB/T 19867.2-2008/ISO 15609-2:2001 气焊焊接工艺规程21 2008 GB/T 10858-2008 铝及铝合金焊丝22 2008 GB/T 13814-2008 镍及镍合金焊条23 2008 GB/T 985.3-2008 铝及铝合金气体保护焊的推荐坡口24 2008 GB/T 2651-2008/ISO 4136:2001 焊接接头拉伸试验方法14 925 2008 GB/T 2650-2008/ISO 9016:2001 焊接接头冲击试验方法10 726 2008 GB/T 985.4-2008 复合钢的推荐坡口14 827 2008 GB/T 324-2008 焊缝符号表示法16 1528 2008 GB/T 8110-2008 气体保护电弧焊用碳钢、低合金钢焊丝22 2629 2008 GB/T 15620-2008 镍及镍合金焊丝18 1830 2008 GB/T 22087-2008/ISO 10042:2005 铝及铝合金的弧焊接头缺欠质量分级指南18 1731 2008 GB/T 1954-2008 镍铬奥氏体不锈钢焊缝铁素体含量测量方法16 1532 2008 GB/T 17493-2008 低合金钢药芯焊丝24 3233 2005 1 GB/T 3323-2005 金属熔化焊焊接接头射线照相19 3934 2005 2 GB/T 5185-2005/ISO 4063:1998 焊接及相关工艺方法代号8 635 2005 3 GB/T 19868.4-2005/ISO 15613:2004 基于预生产焊接试验的工艺评定8 436 2005 4 GB/T 19868.1-2005/ISO 15610:2003 基于试验焊接材料的工艺评定10 637 2005 5 GB/T 19868.2-2005/ISO 15611:2003 基于焊接经验的工艺评定8 438 2005 6 GB/T 19868.3-2005/ISO 15612:2004 基于标准焊接规程的工艺评定10 839 2005 7 GB/T 19867.1-2005/ISO 15609-1:2004 电弧焊焊接工艺规程10 740 2005 8 GB/T 19869.1-2005/ISO 15614-1:2004 钢、镍及镍合金的焊接工艺评定试验15 2341 2005 9 GB/T 6417.1-2005/ISO 6520-1:1998 金属熔化焊接头缺欠分类及说明12 1442 2005 10 GB/T 19805-2005/ISO 14732:1998 焊接操作工技能评定10 943 2005 11 GB/T 19866-2005/ISO 15607:2003 焊接工艺规程及评定的一般原则10 944 2005 12 GB/T 6417.2-2005/ISO 6520-2:2001 金属压力焊接头缺欠分类及说明12 1445 2005 13 GB/T 19804-2005/ISO 13920:1996 焊接结构的一般尺寸公差和形位公差10 746 2006 1 GB/T 20422-2006 无铅钎料10 947 2006 2 GB/T 10044-2006 铸铁焊条及焊丝13 1548 1995 1 GB/T 6208-1995 钎料型号表示方法 3 349 1998 2 GB/T 12467.1~12467.4-1998 焊接质量要求金属材料的熔化焊153050 1999 3 GB 9448-1999 焊接与切割安全13 2051 1999 4 GB/T 17854-1999 埋弧焊用不锈钢焊丝及焊剂10 1452 1999 5 GB/T 17853-1999 不锈钢药芯焊丝13 2253 1999 6 GB/T 5293-1999 埋弧焊用碳钢焊丝及焊剂10 1454 2001 7 GB/T 3669-2001 铝及铝合金焊条10 1055 2001 8 GB/T 10045-2001 碳钢药芯焊丝14 2256 2003 9 GB/T 12470-2003 埋弧焊用低合金钢焊丝和焊剂13 1657 2003 10 GB/T 19419-2003/ISO 14731:1997 焊接管理——任务与职责10 758 2003 11 GB/T 19418-2003/ISO 5817:1992 钢的弧焊接头——缺陷质量分级指南10 1059 2003 12 GB/T 15169-2003 钢熔化焊焊工技能评定16 3060 2009 33 GB/T 24598-2009 铝及铝合金熔化焊焊工技能评定30 2561 2009 34 GB/T 12467.1-2009 金属材料熔焊质量要求第1部分:质量要求相应等级的选择准则16 562 2009 35 GB/T 12467.2-2009 金属材料熔焊质量要求第2部分:完整质量要求16 663 2009 36 GB/T 12467.3-2009 金属材料熔焊质量要求第3部分:一般质量要求16 664 2009 37 GB/T 12467.4-2009 金属材料熔焊质量要求第4部分:基本质量要求14 265 2009 38 GB/T 12467.5-2009 金属材料熔焊质量要求第5部分:满足质量要求应依据的标准文件16 666 2010 1 JB/T 11062-2010 电子束焊接工艺指南2667 2010 2 JB/T 11063-2010 激光焊接工艺指南2668 2010 3 GB/T 25774.3-2010 焊接材料的检验第3部分:T型接头角焊缝试样的制备及检验1669 2010 4 GB/T 25775-2010 焊接材料供货技术条件-产品类型、尺寸、公差和标志1670 2010 5 GB/T 25778-2010 焊接材料采购指南1671 2010 6 GB/T 25773-2010 燃气机熔化焊技术规范1672 2010 7 GB/T 25776-2010 焊接材料焊接工艺性能评定方法1673 2010 8 GB/T 25777—2010 焊接材料熔敷金属化学分析试样制备方法1474 2010 9 GB/T 25774.1-2010 焊接材料的检验第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检验1675 2011 1 GB/T 26952-2011 焊缝无损检测焊缝磁粉检测验收等级1476 2011 2 GB/T 26955-2011 金属材料焊缝破坏性试验焊缝宏观和微观检验2177 2011 3 GB/T 26956-2011/ISO/TR 16060:2003 金属材料焊缝破坏性试验宏观和微观检验用侵蚀剂2778 2011 4 GB/T 26951-2011 焊缝无损检验磁粉检测2179 2011 5 GB/T 26957-2011/ISO9018:2003 金属材料焊缝破坏性试验十字街头和搭接接头拉伸试验方法1680 2011 6 GB/T 26954-2011 焊缝无损检测基于复平面分析的焊缝涡流检测2481 2011 7 GB/T 26953-2011 焊缝无损检测焊缝渗透检测验收等级1482 2011 8 GB/T 27552-2011/ISO9015-2:2003 金属材料焊缝破坏性试验焊接接头显微硬度试验1683 2011 9 GB/T 27551-2011/ISO9017:2001 金属材料焊缝破坏性试验断裂试验18 TSG Z6002-2010《特种设备焊接操作人员考核细则》、GB/T985.1-2008《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》、GB/T985.2-2008《埋弧焊的推荐坡口》、NB/T。
免充氩TGF 316L不锈钢药皮焊丝执行标准1. 简介免充氩TGF 316L不锈钢药皮焊丝是一种常用的焊接材料,广泛应用于化工、船舶及食品工业等领域。
该焊丝具有优良的抗腐蚀性能和高温性能,适用于对焊接材料要求严格的环境。
2. 标准概述免充氩TGF 316L不锈钢药皮焊丝的执行标准为GB/T 983-2012《不锈钢药芯焊丝》和GB/T 983-2001《钢焊丝和焊条》。
该标准规定了焊丝的技术要求、化学成分、机械性能、焊接性能、包装标志、质量证明书等内容,确保了焊丝在生产、加工和使用过程中的质量和性能稳定。
3. 技术要求免充氩TGF 316L不锈钢药皮焊丝的技术要求包括直径、表观密度、电阻率、拉伸强度、屈服强度、延伸率、冲击功、蠕变强度及破裂延伸率等。
各项技术指标需符合标准规定,确保焊接过程中的稳定性和可靠性。
4. 化学成分免充氩TGF 316L不锈钢药皮焊丝的化学成分应符合GB/T 983-2012《不锈钢药芯焊丝》标准中的规定,其中主要包括铬、镍、钼等成分的含量。
合理的化学成分是焊接材料具备抗腐蚀性能和高温性能的重要保障。
5. 机械性能免充氩TGF 316L不锈钢药皮焊丝的机械性能包括拉伸强度、屈服强度、延伸率及硬度等指标。
这些指标直接影响焊接接头的强度和稳定性,是保证焊缝质量的重要因素。
6. 焊接性能免充氩TGF 316L不锈钢药皮焊丝的焊接性能涉及其适用的焊接方法、工艺参数以及焊接接头的性能要求等内容。
合理的焊接性能能够保证焊接接头的质量,并提高生产效率。
7. 包装标志免充氩TGF 316L不锈钢药皮焊丝的包装标志根据GB/T 983-2001《钢焊丝和焊条》标准进行规定,其中包括焊丝直径、牌号、生产厂家、生产日期、标准号等信息。
明确的包装标志有助于用户正确选择和使用焊丝。
8. 质量证明书免充氩TGF 316L不锈钢药皮焊丝的质量证明书应包括焊丝的生产批号、产品规格、技术标准、化学成分、机械性能、焊接性能、包装标志、质量赔偿等内容。
不锈钢药芯焊丝标准不锈钢药芯焊丝是一种广泛应用于工业生产中的焊接材料,其质量直接影响着焊接接头的质量和性能。
因此,制定并遵守不锈钢药芯焊丝的标准显得尤为重要。
本文将就不锈钢药芯焊丝的标准进行详细介绍,以期能为相关行业提供参考和指导。
首先,不锈钢药芯焊丝的标准主要包括以下几个方面,化学成分、机械性能、金相组织、耐蚀性能、焊接性能等。
其中,化学成分是影响焊丝质量的关键因素之一,通常包括铬、镍、钼等元素的含量,这些元素的含量直接关系着焊接接头的耐腐蚀性能和机械性能。
而机械性能则包括抗拉强度、屈服强度、延伸率等指标,这些指标直接关系着焊接接头的强度和韧性。
金相组织则是指焊丝的金相结构,不同的金相组织对焊接接头的性能有着重要影响。
耐蚀性能是指焊接接头在各种腐蚀介质中的抗蚀能力,这直接关系着焊接接头在特定环境中的使用寿命。
焊接性能则包括焊接成型性、焊接工艺适应性等指标,这些指标直接关系着焊接接头的成型质量和焊接工艺的稳定性。
其次,不锈钢药芯焊丝的标准制定应遵循以下原则,科学性、严谨性、实用性。
科学性是指标准应基于科学的理论和实践经验制定,确保焊丝的质量满足工程实际需要。
严谨性是指标准应具有明确的技术要求和测试方法,确保焊丝的质量可检测、可控制。
实用性是指标准应考虑到生产实际,尽可能简化测试方法,降低生产成本,提高生产效率。
最后,不锈钢药芯焊丝的标准对于相关行业具有重要的指导意义。
一方面,标准的制定能够规范生产企业的生产行为,提高产品质量,保障用户的利益。
另一方面,标准的执行能够促进行业的健康发展,提高整个行业的竞争力和影响力。
综上所述,不锈钢药芯焊丝的标准是制定和遵守的重要性不言而喻。
只有科学严谨地制定标准,才能保证不锈钢药芯焊丝的质量,促进相关行业的健康发展。
希望本文所述内容能够为相关行业提供一些参考和帮助。
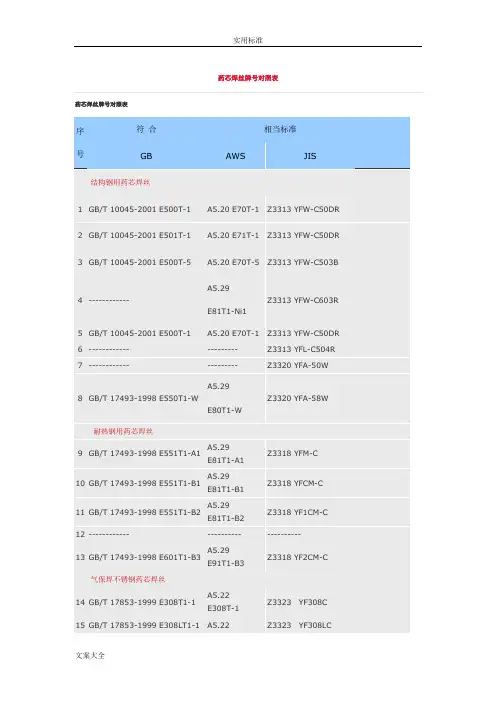
药芯焊丝牌号对照表序号符合相当标准GB AWS JIS 结构钢用药芯焊丝1GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 2GB/T 10045-2001 E501T-1A5.20 E71T-1 Z3313 YFW-C50DR 3GB/T 10045-2001 E500T-5A5.20 E70T-5Z3313 YFW-C503B 4------------A5.29E81T1-Ni1Z3313 YFW-C603R5GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 6---------------------Z3313 YFL-C504R 7---------------------Z3320 YFA-50W8GB/T 17493-1998 E550T1-WA5.29E80T1-WZ3320 YFA-58W 耐热钢用药芯焊丝9GB/T 17493-1998 E551T1-A1 A5.29E81T1-A1Z3318 YFM-C10GB/T 17493-1998 E551T1-B1A5.29E81T1-B1Z3318 YFCM-C11GB/T 17493-1998 E551T1-B2A5.29E81T1-B2Z3318 YF1CM-C12--------------------------------13GB/T 17493-1998 E601T1-B3 A5.29E91T1-B3Z3318 YF2CM-C气保焊不锈钢药芯焊丝14GB/T 17853-1999 E308T1-1A5.22E308T-1Z3323YF308C15GB/T 17853-1999 E308LT1-1A5.22Z3323YF308LC序中国钢廉日本神户韩国现代号1------------DW-100F------------2GL-YJ502(Q)DW-100SF-713GL-YJ507(Q)------------------------4GL-YJ602(Q)DW-60------------5------------MX-100SF-70MX6GL-YJ502Ni(Q)------------------------7GL-YJ502CrNiCu(Q)DW-50W SF-70W8GL-YJ602CrNiCu(Q)DW-588SF-80W 耐热钢用药芯焊丝9------------------------------------10------------------------------------11GL-YR302(Q)DW-1CMA------------12------------------------------------13GL-YR402(Q)DW-2CMA------------气保焊不锈钢药芯焊丝14GL-YA102(Q)DW-308------------15GL-YA002(Q)DW-308L SW-308L Cored16GL-YA302(Q)DW-309------------17GL-YA062(Q)DW-309L SW-309L Cored18------------------------------------19GL-YA202(Q)DW-316------------20GL-YA022(Q)DW-316L SW-316L Cored21GL-YA132(Q)DW-347SW-347 Cored22------------DW-410Nb------------23------------DW-430Nb------------不锈钢TIG焊用药芯焊丝24------------------------------------25------------------------------------26------------------------------------27------------------------------------28------------------------------------29------------------------------------30------------------------------------31------------------------------------------------ MAG焊用耐磨堆焊药芯焊丝32------------DWH-250------------33GL-YD350(Q)DWH-350------------34 GL-YD450(Q) DWH-450 ------------35 ------------ DWH-600 ------------36 ------------ DWH-800 ------------37 ------------------------------------埋弧焊用耐磨堆焊药芯焊丝38 ------------G-50/USH-250N ------------39 ------------ G-50/USH-350N ------------40 ------------ G-50/USH-450N ------------41 ------------ G-50/USH-500N ------------42 ------------MF-30/USH-600N ------------气保护药芯焊丝使用说明:碳钢药芯焊丝,执行GB/T10045-2001标准;低合金钢药芯焊丝,执行GB/T17493-1998标准;不锈钢药芯焊丝,执行GB/T17853-1999标准药芯焊丝是上世纪70年代逐步发展起来的,由于它效率高、节能、工艺性能好、质量高、综合成本低(只有手工焊条的1/2,埋弧焊丝的1/3,CO2实芯焊丝的90%)、飞溅少,已成为21世纪新一代焊材。
药芯焊丝的特点生产效率与手工焊条相比,由于药芯焊丝采用了连续焊接方式,因此生产效率高;与实心焊丝相比,由于药芯焊丝焊接飞溅少、焊缝成形好,所以减少了清除飞溅与修磨焊缝表面的时间。
对钢材的适应性与实心焊丝相比,由于药芯焊丝一般是通过药芯过渡合金元素,因此可以像手工焊条那样方便地从配方中调整合金成分,以适应被焊钢材的要求.而实芯焊丝每调整一次合金成分,就要重新冶炼,其工序多,难控制,因此难以满足用量少而品种多的要求。
而且有的合金钢实芯焊丝拉拔性能差,很难拉拔成所需的焊丝。
此时药芯焊丝更显其独特之优点。
工人操作要求药芯焊丝对工人的操作水平要求低:与手工焊条比,省去了向下运条的操作;与实芯焊丝比,其电流、电压适应范围宽。
使用成本与手工焊条及实芯焊丝相比,药芯焊丝本身的价格很高。
但对于大型企业来讲,使用药芯焊丝后,生产周期缩短且焊缝质量容易保证,所以带来的综合效益是很高的。
抗潮性普通的药芯捍丝由于其制造形式的约束,在其钢皮的侧边有一条连续的缝隙。
所以药芯焊丝在打开包装之后的搁置时间不能太长,以防吸潮过多而影响焊接质量。
1.焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下.①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
【焊接材料标准】——焊条GB/T5117--1995 碳钢焊条GB/T5118--1995 低合金钢焊条GB/T983—1995 不锈钢焊条GB984--2001(旧为GB984--85)堆焊焊条GB/T3670--1995 铜及铜合金焊条GB3669--2001(旧标准为GB3669--83) 铝及铝合金焊条GBl0044--88 铸铁焊条及焊丝GB/T13814—2008(旧标准为GB/T13814—92 )镍及镍合金焊条GB895--86 船用395焊条技术条件JB/T6964—93 特细碳钢焊条JB/T8423—96 电焊条焊接工艺性能评定方法GB3429--2002(替代GB3429--82)碳素焊条钢盘条JB/DQ7388--88 堆焊焊条产品质量分等JB/DQ7389--88 铸铁焊条产品质量分等JB/DQ7390--88 碳钢、低合金钢、不锈钢焊条产品质量分等JB/T3223--96 焊接材料质量管理规程——焊丝GB/T 14957—94 熔化焊用钢丝GB/T 14958--94 气体保护焊用钢丝GB/T 8110--95 气体保护电弧焊用碳钢、低合金钢焊丝GB 10045--88 碳钢药芯焊丝GB 9460--2008(旧标准GB9460--83) 铜及铜合金焊丝GB 10858--89 铝及铝合金焊丝GB 4242--84 焊接用不锈钢丝GB/T 15620--2008(旧标准为GB/T15620--1995)镍及镍合金焊丝JB/DQ 7387--88 铜及铜合金焊丝产品质量分GB/T 12470-2003 埋弧焊用低合金钢焊丝和焊剂GB/T 1300-1977 焊接用钢丝GB/T 17493-2008 低合金钢药芯焊丝GB/T 17853-1999 不锈钢药芯焊丝GB/T 4241-2006 焊接用不锈钢盘条GB/T 10044 铸铁焊条及焊丝JB∕T 4747-2007 承压设备用气体保护电弧焊钢焊丝——焊剂GB5293--1999 (旧为GB5293--85)碳素钢埋弧焊用焊剂GBl2470--90 低合金钢埋弧焊焊剂——钎料、钎剂GB/T6208--1995 钎料型号表示方法GBl0859---89 镍基钎料GBl0046--88 银基钎料GB/T6418--93 铜基钎料GB/T13815--92 铝基钎料GB/T13679--92 锰基钎料JB/T6045--92 硬钎焊用钎剂GB4906--85 电子器件用金、银及其合金钎焊料GB3131--88 锡铅焊料GB8012--87 铸造锡铅焊料【焊接用气体】GB6052--85 工业液体二氧化碳GB4842--84 氩气GB4844--84 氮气GB7445--87 氢气GB3863--83 工业用气态氧GB3864--83 工业用气态氮GB6819--86 溶解乙炔GBlll74--89 液化石油气GBl0624--89 高纯氩GBl0665--89 电石HG3728-2004焊接用混合气体Ar-CO2【其它】GB12174--90 碳弧气刨用碳棒【焊接质量试验及检验标准】——钢材试验GBl954--80 镍铬奥氏体不锈钢铁素体含量测定方法GB6803--86 铁素体钢的无塑性转变温度落锤试验方法G132971--82 碳素钢和低合金钢断口试验方法——焊接性试验GB4675.1--84 焊接性试验斜Y型坡口焊接裂纹试验方法GB4675.2—84 焊接性试验搭接接头(CTS)焊接裂纹试验方法GB4675.3--84 焊接性试验T型接头焊接裂纹试验方法GB4675.4--84 焊接性试验压板对接(FISCO)焊接裂纹试验方法GB4675.5—84 焊接热影响区最高硬度试验方法GB9447--88 焊接接头疲劳裂纹扩展速率试验方法GB/T13817--92 对接接头刚性拘束焊接裂纹试验方法GB2358--80 裂纹张开位移(COD)试验方法GB7032--86 T型角焊接头弯曲试验方法GB9446--88 焊接用插销冷裂纹试验方法GB4909.12—85 裸电线试验方法镀层可焊性试验焊球法GB2424.17--82 电工电子产品基本环境试验规程锡焊导则GB4074.26—83 漆包线试验方法焊锡试验JB/ZQ3690 钢板可焊性试验方法SJl798--81 印制板可焊性测试方法——力学性能试验中国GB2649--89 焊接接头机械性能试验取样方法GB2650--89 焊接接头冲击试验方法GB2651—89 焊接接头拉伸试验方法GB2652—89 焊缝及熔敷金属拉伸试验方法GB2653--89 焊接接头弯曲及压扁试验方法JB/T 4291-1999 焊接接头裂纹张开位移(COD) 试验方法GB2654--89 焊接接头及堆焊金属硬度试验方法GB2655--89 焊接接头应变时敏感性试验方法GB2656--81 焊接接头和焊缝金属的疲劳试验方法——焊接材料试验GB3731--83 涂料焊条效率、金属回收率和熔敷系数的测定GB/T3965--1995 熔敷金属中扩散氢测定方法——焊接检验GB/T12604.1--90 无损检测术语超声检测GB/T12604.2--90 无损检测术语射线检测GB/T12604.3--90 无损检测术语渗透检测GB/T12604.4--90 无损检测术语声发射检测GB/T12604.5--90 无损检测术语磁粉检测GB/T12604.6--90 无损检测术语涡流检测GB5618--85 线型象质计GB3323--87 钢熔化焊对接接头射线照相和质量分级GB/T12605--90 钢管环缝熔化焊对接接头射线透照工艺和质量分级GB/T14693--93 焊缝无损检测符号GBll343--89 接触式超声斜射探伤方法GBll345--89 钢焊缝手工超声波探伤方法和探伤结果的分级GBll344--89 接触式超声波脉冲回波法测厚GB2970--82 中厚钢板超声波探伤方法JBll52--81 锅炉和钢制压力容器对接焊缝超声波探伤GB/T15830—1995 钢制管道对接环缝超声波探伤方法和检验结果的分级GB827--80 船体焊缝超声波探伤GBl0866--89 锅炉受压元件焊接接头金相和断口检验方法GBll809---89 核燃料棒焊缝金相检验JB/T9215--1999 控制射线照相图像质量的方法JB/T9216--1999 控制渗透探伤材料质量的方法JB/T9217--1999 射线照相探伤方法JB/T9218--1999 渗透探伤方法JB3965--85 钢制压力容器磁粉探伤EJ187--80 磁粉探伤标准JB/T6061--92 焊缝磁粉检验方法和缺陷磁痕的分级JB/T6062--92 焊缝渗透检验方法和缺陷迹痕的分缀EJl86---80 着色探伤标准JB/ZQ3692 焊接熔透量的钻孔检验方法JB/ZQ3693 钢焊缝内部缺陷的破断试验方法GBll373--89 热喷涂涂层厚度的无损检测方法EJ188--80 焊缝真空盒检漏操作规程JBl612--82 锅炉水压试验技术条件GB9251--88 气瓶水压试验方法GB9252--88 气瓶疲劳试验方法GBl2135---89 气瓶定期检查站技术条件GBl2137--89 气瓶密封性试验方法GBll639--89 溶解乙炔气瓶多孔填料技术指标测定方法GB7446--87 氢气检验方法GB4843--84 氩气检验方法GB4845--84 氮气检验方法JB4730—94 压力容器无损检测DL/T820-2002 管道焊接接头超声波检验技术规程DL/T821-2002 钢制承压管道对接焊接接头射线检验技术规程DL/T541-94 钢熔化焊角焊缝射线照相方法和质量分级JB4744—2000 钢制压力容器产品焊接试板的力学性能检验——焊接质量GB6416--86 影响钢熔化焊接头质量的技术因素GB6417--86 金属熔化焊焊缝缺陷分类及说明TJl2.1--81 建筑机械焊接质量规定JB/T6043--92 金属电阻焊接接头缺陷分类JB/ZQ3679 焊接部位的质量JB/ZQ3680 焊缝外观质量JB/TQ330--83 通风机焊接质量检验GB999--82 船体焊缝表面质量检验方法A-4 焊接方法及工艺标准GBl2219--90 钢筋气压焊GBll373--89 热喷涂金属件表面预处理通则JB/Z261--86 钨极惰性气体保护焊工艺方法JB/Z286--87 二氧化碳气体保护焊工艺规程JB/ZQ3687 手工电弧焊的焊接规范SDZ019--85 焊接通用技术条件J134251—86 摩擦焊通用技术条件ZBJ59002.1--88 热切割方法和分类ZBJ59002.2--88 热切割术语和定义ZBJ59002.3--88 热切割气割质量和尺寸偏差ZBJ59002.4—88 热切割等离子弧切割质量和尺寸偏差ZBJ59002.5--88 热切割气割表面质量样板JB/ZQ3688 钢板的自动切割ZBK540339--90 汽轮机铸钢件补焊技术条件NJ431—86 灰铸铁件缺陷焊补技术条件GBll630--89 三级铸钢锚链补焊技术条件GB/Z66--87 铜极金属极电弧焊JB/TQ368—84 泵用铸钢件焊补JB/TQ369---84 泵用铸铁件焊补HB/Z5l34--79 结构钢和不锈钢熔焊工艺JB/T6963—93 钢制件熔化焊工艺评定JB4708--2000 钢制压力容器焊接工艺评定JB4709—2000 钢制压力容器焊接规程DL/T752-2001 火力发电厂异种钢焊接技术规程DL/T819-2002 火力发电厂焊接热处理技术规程DL/T868-2004 焊接工艺评定规程DL/T869—2004 火力发电厂焊接技术规程【焊接设备标准中国】GB2900-22--85 电工名词术语电焊机GB8118--87 电弧焊机通用技术条件GB8366--87 电阻焊机通用技术条件GBl0249--88 电焊机型号编制方法GBl0977--89 摩擦焊机GB/T13164--91 埋弧焊机ZBJ64001--87 TIG焊焊炬技术条件ZBJ64003--87 弧焊整流器ZBJ64004188 MIG/MAG弧焊机ZBJ64005--88 电阻焊机控制器通用技术条件ZBJ64006--88 弧焊变压器ZBJ64008--88 电阻焊机变压器通用技术条件ZBJ64009--88 钨极惰性气体保护弧焊机(TIG焊机)技术条件ZBJ64016--89 MIG/MAG焊枪技术条件ZBJ64021—89 送丝装置技术条件ZBJ64022--89 引弧装置技术条件ZBJ64023--89 固定式点凸焊机JB5249--91 移动式点焊机JB5250--91 缝焊机ZBJ33002--90 焊接变位机ZBJ33003--90 焊接滚轮架JB5251--91 固定式对焊机JB685--92 直流弧焊发电机JB/DQ5593.1—90 电焊机产品质量分等总则JB/DQ5593.2--90 电焊机产品质量分等弧焊变压器.JB/DQ5593.3--90 电焊机产品质量分等便携式弧焊变压器JB/DQ5593.4--90 电焊机产品质量分等弧焊整流器JB/DQ5593.5--90 电焊机产品质量分等MIG/MAG弧焊机JB/DQ5593.6--90 电焊机产品质量分等TIG焊机JB/DQ5593.7--90 电焊机产品质量分等原动机弧焊发电机组JB/DQ5593.8--90 电焊机产品质量分等TIG焊焊炬JB/DQ5593.9--90 电焊机产品质量分等电焊机冷却用风机JB/DQ5593.10-90 电焊机产品质量分等MIG/MAG焊焊枪JB/DQ5593.11-90 电焊机产品质量分等电阻焊机控制器JB/DQ5593.12-90 电焊机产品质量分等摩擦焊机JB/Z152--81 电焊机系列型谱JB2751--80 等离子弧切割机JBJ33001—87 小车式火焰切割机JBl0860--89 快速割嘴GB5110--85 射吸式割炬JB/T5102--91 坐标式气割机JB5101--91 气割机用割炬JB6104--92 摇臂仿形气割机GB5107--85 焊接和气割用软管接头【焊接安全与卫生标准】GB9448—88 焊接与切割安全GBl0235--88 弧焊变压器防触电装置GB8197--87 防护屏安全要求GBl2011--89 绝缘皮鞋【焊工培训与考试标准】GB6419--86 潜水焊工考试规则JJl2.2--87 焊工技术考试规程EJ/Z3--78 焊工培训及考试规程DL/T679--1999 焊工技术考核规程JB/TQ338--84 通风机电焊工考核标准GB/T15169--94 钢熔化焊手焊工资格考试方法SDZ009--84 手工电弧焊及埋弧焊焊工考试规则JBll52--88 机械部焊工技术等级标准GS Z6002 特种设备焊接操作人员考核细则。
不锈钢焊丝[YB/T 5092-1993] 标准不锈钢焊丝1)中国YB(。
YB标准不锈钢焊丝的牌号与化学成分,见表8-1-47)不锈钢焊丝的牌号与化学成分(质量分数)(%表8-1-47PSCrNiMo其他CSiMn焊丝牌号≤≤铁素体型H0Cr14 ≤0.06 0.30-0.70 0.30-0.70 ≤0.030 ≤0.030 13.00-15.00 ≤6.00 ———15.50-17.00——≤0.10 ≤0.50≤0.60 ≤0.030 H1Cr17≤0.030马氏体型———≤0.030 11.50-13.50≤0.60≤0.12H1Cr13 ≤0.50 ≤0.030≤0.12 0.15-0.35 4.00-6.000.40-0.70 ≤3.00H1Cr5Mo≤0.0300.40-0.60—≤0.030奥氏体型H0Cr21Ni10 ≤0.06 ≤0.60 1.00-2.50 ≤0.030 ≤0.030 19.50-22.00 9.00-11.00 ————9.00-11.001.00-2.50 ≤0.030≤0.030 H00Cr21Ni10≤0.03 ≤0.6019.50-22.00——12.00-14.00 23.00-25.00 ≤0.030 ≤0.0301.00-2.50 .60 ≤0 ≤0.12H1Cr24Ni13—23.00-25.00 12.00-14.00 2.00-3.001.00-2.50 ≤0.030 ≤0.030 H1Cr24Ni13Mo2 ≤0.12 ≤0.6020.00-22.50 25.00-28.00 ≤0.030 ≤0.15 0.2-0.59H0Cr26Ni21 —1.00-2.50 ≤0.030—20.00-22.5025.00-28.00 ≤0.030 ≤0.06H0Cr26Ni21 1.00-2.50 —≤0.030 ≤0.08 —2.00-3.00 11.00-14.00 H0Cr19Ni12Mo2 ≤0.60 18.00-20.00 1.00-2.50 ≤0.030 ≤0.030—≤0.082.00-3.00 11.00-14.00 18.00-20.00 ≤0.60 1.00-2.50 ≤0.030 —H00Cr19Ni12Mo2≤0.030≤0.03H00Cr19Ni12Mo2Cu2 2.00-3.00 ≤0.03≤0.030≤0.60 Cu1.00-2.5018.00-20.00 11.00-14.00 1.00-2.50 ≤0.03013.00-15.00 3.00-4.00 —≤0.60H0Cr20Ni14Mo3 ≤0.061.00-2.50 ≤0.030 ≤0.030 18.50-20.50≤0.03018.50-20.50 9.00-10.50 —H0Cr20Ni10Ti ≤0.061.00-2.50 ≤0.60Ti9×C%-1.00 ≤0.030H0Cr20Ni10Nb —1.00-2.50 ≤0.030 C%-1.00Nb10×≤0.60≤0.030 19.00-2.509.00-11.00≤0.089.00-11.0020.00-22.00 ——≤0.030 ≤0.0305.00-7.00 ≤0.10H1Cr21Ni10Mn60.20-0.60YB/T行业标准。