拔模斜度对照表
- 格式:xls
- 大小:25.50 KB
- 文档页数:1
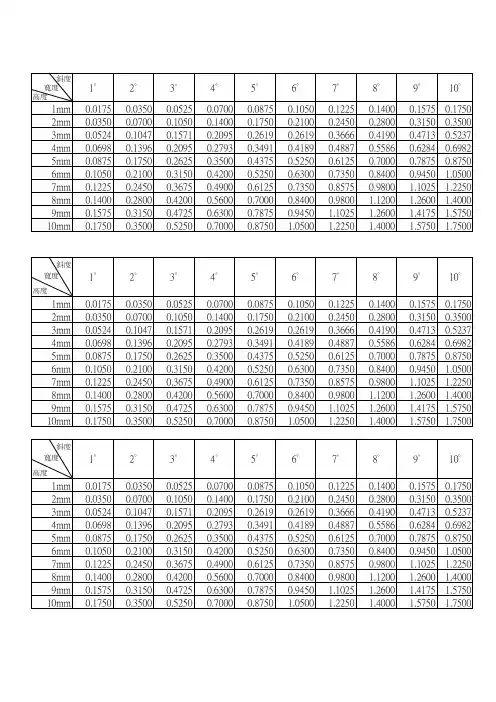
角度没有太大的规定!一般做整数方便加工就可!不过落差一定要0.02以上!大的高度落差就做大一点!角度一般做2-3度之间!大的产品可以做到5度!讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题.什麼情况要画拔模斜度?什麼情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因為在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软体运算的速度.其实一个负责任的机构人员.应该是要把「该有」的「所有拔模斜度」都画出来.如果你把这项工作交给模具设计人员来画的时候.他怎麼知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基準面应该是以「底部」,还是「顶部」為準呢?一旦「猜错」了,有可能成品就会有干涉了.还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那裡不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常為了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。

Q/TKM 3 —2003附录CM o l d-T e c h蚀纹样板蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度MT-11000 ″1°MT-11200 ″°MT-11300 ″°MT-11400 ″3°MT-11010 ″°MT-11205 ″4°MT-11305 ″°MT-11405 ″4°MT-11020 ″°MT-11210 ″°MT-11310 ″°MT-11410 ″°MT-11030 ″3°MT-11215 ″°MT-11315 ″°MT-11415 ″3°MT-11040 ″°MT-11220 ″°MT-11320 ″4°MT-11420 ″4°MT-11050 ″°MT-11225 ″°MT-11325 ″°MT-11425 ″°MT-11060 ″°MT-11230 ″4°MT-11330 ″3°MT-11430 ″10°MT-11070 ″°MT-11235 ″6°MT-11335 ″3°MT-11435 ″15°MT-11080 ″3°MT-11240 ″°MT-11340 ″°MT-11440 ″°MT-11090 ″°MT-11245 ″3°MT-11345 ″°MT-11445 ″°MT-11100 ″9°MT-11250 ″4°MT-11350 ″°MT-11450 ″4°MT-11110 ″4°MT-11255 ″3°MT-11355 ″4°MT-11455 ″°MT-11120 ″3°MT-11260 ″6°MT-11360 ″°MT-11460 ″°MT-11130 ″4°MT-11265 ″7°MT-11365 ″7°MT-11465 ″°MT-11140 ″4°MT-11270 ″6°MT-11370 ″6°MT-11470 ″3°MT-11150 ″4°MT-11275 ″5°MT-11375 ″6°MT-11475 ″3°MT-11160 ″6°MT-11280 ″8°MT-11380 ″6°MT-11480 ″°MT 9000 MT 9013 MT 9045 MT 9050MT 9001 MT 9015 MT 9046 MT 9051MT 9002 MT 9016 MT 9047 MT 9052MT 9003 MT 9017 MT 9048 MT 9053MT 9004 MT 9036 MT 9049 MT 9054MT 9005 MT 9037 MT 9060 MT 9055MT 9006 MT 9038 MT 9061 MT 9056MT 9007 MT 9039 MT 9062 MT 9057MT 9008 MT 9040 MT 9063 K 5000GMT 9009 MT 9041 K 9000G K 5024GMT 9010 MT 9042 K 9070G K 2400G11MT 9011 MT 9043 K 7000G K 1600G MT 9012 MT 9044 K 7050GQ/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 11000 °YS 9280 1°YS 8280 2°YS 7280 °YS 11001 °YS 9281 1°YS 8281 °YS 7281 °YS 11002 °YS 9282 °YS 8282 3°YS 7282 5°YS 11003 1°YS 9283 °YS 8283 °YS 7283 °YS 11004 °YS 9284 °YS 8284 °YS 7284 °YS 11005 °YS 9285 2°YS 8285 °YS 7285 6°YS 11006 °YS 9286 2°YS 8286 °YS 7286 °YS 11007 2°YS 9287 °YS 8287 °YS 7287 5°YS 11008 °YS 9288 3°YS 8288 °YS 7288 9°YS 11009 °YS 9289 °YS 8289 5°YS 7289 11°YS 11010 3°YS 9290 °YS 8290 5°YS 7290 11°YS 11011 1°YS 9291 2°YS 7291 °YS 11012 °YS 9292 2°YS 6280 °YS 7292 4°YS 11013 2°YS 9293 °YS 6281 °YS 7293 °YS 11014 2°YS 9294 °YS 6282 °YS 7294 °YS 11015 °YS 9295 °YS 6283 7°YS 7295 5°YS 11016 °YS 9296 °YS 6284 10°YS 7296 °YS 11017 3°YS 9297 5°YS 6285 7°YS 7297 °YS 11018 °YS 9298 °YS 6286 10°YS 7298 °YS 11019 °YS 9299 °YS 6287 10°YS 7299 °YS 11020 °YS 9300 °YS 6288 11°YS 11021 4°YS 9301 °YS 6289 12°YS 11022 °YS 9302 11°YS 6290 12°YS 6291 3°YS 6292 3°YS 6293 °YS 6294 °12YS 6295 °YS 6299 °YS 6296 °YS 6300 7°YS 6297 7°YS 6301 °YS 6298 °YS 6302 °Q/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 5280 6°YS 4280 3°YS 3280 °YS 2280 °YS 5281 °YS 4281 3°YS 3281 4°YS 2281 °YS 5282 6°YS 4282 4°YS 3282 °YS 2282 3°YS 5283 °YS 4283 °YS 3283 °YS 2283 °YS 5284 °YS 4284 4°YS 3284 5°YS 2284 °YS 5285 °YS 4285 °YS 3285 °YS 2285 3°YS 5286 °YS 4286 °YS 3286 °YS 2286 °YS 5287 °YS 4287 °YS 3287 °YS 2287 3°YS 5288 °YS 4288 °YS 3288 4°YS 2288 3°YS 5289 9°YS 4289 5°YS 3289 9°YS 2289 4°YS 5290 9°YS 4290 5°YS 3290 °YS 2290 4°YS 5291 6°YS 4291 3°YS 3291 3°YS 2291 4°YS 5292 6°YS 4292 °YS 3292 3°YS 2292 4°YS 5293 6°YS 4293 3°YS 3293 °YS 2293 4°YS 5294 °YS 4294 °YS 3294 °YS 2294 4°YS 5295 6°YS 4295 5°YS 3295 5°YS 2295 5°YS 5296 °YS 4296 °YS 3296 5°YS 2296 °YS 5297 12°YS 4297 5°YS 3297 5°YS 2297 °YS 5298 12°YS 4298 °YS 3298 5°YS 2298 °YS 5299 °YS 4299 5°YS 3299 5°YS 2299 5°YS 5300 °YS 4300 °YS 3300 °YS 2300 4°YS 5301 12°YS 4301 °YS 3301 °YS 2301 5°YS 5302 11°YS 4302 °YS 3302 °YS 2302 °YS 1280 1°YS 1287 °YS 1294 °YS 1301 3°13YS 1281 1°YS 1288 3°YS 1295 °YS 1302 3°YS 1282 °YS 1289 °YS 1296 °YS 1283 °YS 1290 °YS 1297 °YS 1284 °YS 1291 2°YS 1298 3°YS 1285 2°YS 1292 2°YS 1299 3°YS 1286 2°YS 1293 °YS 1300 3°14Q/TKM 3 —2003附录E蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度HS3101 ″1°HS4101 ″°HS5101 ″5°HS3102 ″°HS4102 ″°HS5102 ″6°HS3103 ″2°HS4103 ″4°HS5103 ″8°HS3105 ″3°HS4105 ″°HS5105 ″8°HS3106 ″°HS4106 ″°HS5106 ″10°HS3107 ″°HS4107 ″°HS5107 ″10°HS3108 ″°HS4108 ″°HS5108 ″°HS3109 ″6°HS4109 ″°HS5109 ″°HS3110 ″°HS4110 ″9°HS5110 ″15°HS3111 ″°HS4111 ″9°HS5111 ″°HS3112 ″°HS4112 ″°HS5112 ″°HS3113 ″°HS4113 ″5°HS5113 ″6°HS3114 ″°HS4114 ″6°HS5114 ″°HS3115 ″°HS4115 ″°HS5115 ″°HS3116 ″°HS4116 ″°HS5116 ″°HS3117 ″°HS4117 ″°HS5117 ″°HS3118 ″4°HS4118 ″°HS5118 ″10°HS3119 ″4°HS4119 ″10°HS5119 ″10°HS3120 ″°HS4120 ″°HS5120 ″10°HS3121 ″5°HS4121 ″°HS5121 ″°HS3122 ″5°HS4122 ″°HS5122 ″°HS3123 ″°HS4123 ″9°HS5123 ″13°HS3124 ″6°HS4124 ″10°HS5124 ″14°HS6101 ″4°HS6109 ″10°HS6116 ″°HS6102 ″°HS6110 ″°HS6117 ″°HS6103 ″7°HS6111 ″°HS6118 ″°HS6105 ″8°HS6112 ″5°HS6119 ″°HS6106 ″8°HS6113 ″9°HS6120 ″10°HS6107 ″10°HS6114 ″10°HS6121 ″15°HS6108 ″°HS6115 ″°HS6122 ″15°Q/TKM 3 —2003妮红咬花(香港)有限公司蚀纹样板蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度珩、搪1°以上镜面HN1000 1°以上#600~800 HN 2000 2°以上#600 HN 3000 °以上#800~1000 1°以上镜面1001 1°以上600~800 2001 3°以上600 3001 °以上600~8002°以上镜面1002 °以上600~800 2002 °以上400 3002 2°以上600~8003°以上#800~1000 1003 1°以上600~800 2003 4°以上400 3003 °以上600~8004°以上800~1000 1004 °以上600~800 2004 °以上400 3004 °以上400~600°以上800~1000 1005 °以上600~800 2005 7°以上400 3005 3°以上400~600°以上600~800 1006 2°以上400~600 2006 8°以上400 3006 3°~4°400~6002°以上600~800 1007 °以上400~600 2007 7°以上400 3007 °以上600~800°以上400~800 1008 °以上400~600 2008 °以上400 3008 2°以上400~600°以上400~600 1009 °以上400~600 2009 4°以上400 3009 °以上400~6003°~4°400~600 1010 2°以上400~600 2010 3°以上400 3010 °以上400~6004°~5°400~600 1011 3°以上400~600 2011 3°以上400 3011 3°以上400~600 亚光2°以上#600 1012 3°~4°320~400 2012 °以上400 3012 °以上400~600 °以上400 1013 4°~5°320~400 2013 以上400 3013 °以上400~6003°以上400 1014 5°~6°320~400 2014 3°以上400 2°以上#600°以上320~400 1015 3°~4°320~400 2015 4°以上400 °以上6004°以上320~400 1016 4°~5°320 HN 20 °以上#600 3°以上6005°以上320~400 1017 5°~6°320 21 °以上400~600 °以上6006°以上320 HN2016 °以上#400 22 3°~4°320~400 4°以上600°以上320 2017 °以上400 23 4°~5°320 °以上6007°以上320 2018 6°以上400 24 3°以上320 3°以上600 HN-DS01 3°#320 2019 9°以上400 25 °以上320 °以上600 15DS02 4°320 2020 3°以上400 26 4°以上320 4°以上600 DS03 4°320 2021 °以上400 27 °以上320 5°以上600 DS04 °320 2022 °以上400 28 5°~6°320 5°以上600 DS05 °800 2023 4°以上400 29 5°~6°320 6°以上600 DS06 2°800 2024 °以上400 30 8°以上320 1°以上800 DS07 °600 2025 °以上400 31 9°以上320 2°以上800 DS08 3°400 2026 9°以上400 HN-DS11 1°以上#800 °以上800 HN-TS01 2°以上#600 HN-TS04 4°以上#400 DS12 °以上600~800 °以上600 TS02 °以上400 TS05 °以上400 DS13 2°以上600~800 2°以上800 TS03 3°以上400 TS06 5°以上400 DS14 2°以上600~800 °以上600 16。

铸造拔模斜度标准(一)铸造拔模斜度标准介绍•铸造拔模斜度是衡量铸件成型质量的重要指标之一。
•正确的铸造拔模斜度标准能够确保铸件的尺寸、形状和表面质量符合设计要求。
为什么需要拔模斜度标准?•铸造中,熔融金属被注入铸型,然后通过冷却凝固成型。
•当冷却凝固完成后,需要将铸件从铸型中取出,这个过程称为拔模。
•拔模斜度表示铸件从铸型中脱离的程度,对铸件的几何尺寸和表面质量有直接影响。
拔模斜度标准的重要性•拔模斜度过大,可能导致铸件尺寸不准确,形状变形,甚至出现裂纹等缺陷。
•拔模斜度过小,可能导致铸件在拔模过程中受力不均匀,造成铸型损坏和铸件损坏。
•正确的拔模斜度标准能够保证铸件的尺寸精度、形状稳定性和表面质量。
如何确定拔模斜度标准?•拔模斜度标准应根据具体的铸造材料、铸型材料和铸件形状等因素来确定。
•标准可以参考国际铸造标准、企业内部标准以及相关行业的技术规范。
•在实际生产中,可以通过试验和实践来调整和优化拔模斜度标准。
拔模斜度标准的应用•拔模斜度标准在铸造设计、工艺规程和质量控制等环节都有重要应用。
•在铸造设计阶段,拔模斜度标准可以指导铸型结构设计和放样。
•在工艺规程中,拔模斜度标准可以指导拔模工艺参数的设定和调整。
•在质量控制中,拔模斜度标准可以用于检验和判定铸件的合格与否。
总结•正确的铸造拔模斜度标准是保证铸件质量的关键因素之一。
•拔模斜度过大或过小都会影响铸件的尺寸、形状和表面质量。
•确定拔模斜度标准需要考虑具体的材料和形状等因素。
•拔模斜度标准在铸造设计、工艺规程和质量控制中都有重要应用。

注塑拔模斜度标准一、模具设计在模具设计中,拔模斜度是一个重要的考虑因素。
适当的拔模斜度可以有助于从模具中取出塑件,同时还可以防止塑件在冷却过程中卡在模具中。
在设计过程中,应根据产品形状、尺寸和材料选择合适的拔模斜度。
二、拔模斜度应用拔模斜度通常应用于以下几种情况:1. 当塑件表面与开模方向不一致时,应设置拔模斜度。
2. 当塑件较深或壁厚不均匀时,为避免塑件卡在模具中,应设置一定的拔模斜度。
3. 当塑件设计有嵌件或孔时,为确保顺利取出嵌件或孔,应设置适当的拔模斜度。
三、材料选择材料的选择对拔模斜度也有影响。
不同的材料具有不同的流动性、热膨胀系数和弹性模量,因此需要选择适合的材料以保持适当的拔模斜度。
常用的注塑材料包括ABS、PC、PA等,应根据产品要求选择合适的材料。
四、注塑工艺注塑工艺参数对拔模斜度也有影响。
注射压力、注射速度、模具温度等参数应根据材料和产品要求进行设置。
合理的工艺参数可以提高塑件的填充程度和减少收缩率,从而保持适当的拔模斜度。
五、塑件性能塑件的性能如强度、韧性、耐磨性等与拔模斜度有关。
为确保塑件具有所需的性能,应适当调整模具设计和注塑工艺参数。
同时,应根据产品要求对塑件进行必要的后处理,如热处理、表面处理等,以提高其性能。
六、表面处理表面处理如抛光、喷砂等可改善塑件外观和摩擦性能。
在表面处理过程中,应选择合适的处理方法以避免对塑件表面造成损伤或影响其拔模斜度。
七、测量方法为确保拔模斜度的准确性,应使用合适的测量方法进行测量。
常用的测量方法包括角度计测量、样板测量和三维扫描等。
应根据产品要求和实际情况选择合适的测量方法。
八、误差分析在生产过程中,由于各种因素的影响,可能导致塑件的拔模斜度出现误差。
误差可能来源于模具制造误差、注塑工艺波动和材料变化等。
为确保产品质量和稳定性,应进行误差分析并采取相应的措施进行纠正和预防。
可以通过控制原材料质量、优化模具设计和提高生产工艺水平等方式降低误差。