第七章 非织造布
- 格式:ppt
- 大小:13.62 MB
- 文档页数:56
非织造布的发展史(834字)非织造技术兴于近代,但这项技术的仿生原理却可追溯到几千年前的中国古代。
考古学家证实,远在七千年前,中国就已能将野蚕驯养成家蚕,抽丝制帛,用作装饰与服装。
我们祖先用来抽丝的蚕茧,从原理上启示了今日的仿粘法非织造布。
近代考古还证实,早在公元前二世纪,我们的祖先受漂絮的启发而发明了大麻纤维纸,在衬垫的竹垫上留下了一层薄薄的丝絮,从原理上说,这种漂絮是完全相同与今日的湿法非织造布。
非织造布的工业化生产是近一百多年的事情。
是英国一家公司首先设计制造了一台针刺法非织造布样机。
真正的非织造布工业现代化生产是在第二次世界大战后才开始的,随着战争的结束,全球百废待兴,各种纺织品的需求量越来越大。
在此情况下,非织造布获得了迅速发展,迄今大致经历了四个阶段。
第一阶段是现代非织造布生产的萌芽期。
在此期间,只有美国、德国和英国等少数几个国家在研究与生产非织造布,其产品以粗厚的絮垫类非织造布为主。
第二阶段是非织造布的成长期,非织造布技术迅速转化为商业化生产。
第三阶段是非织造布的迅速发展期。
在这年间,在非织造布产量继续高速增长的基础上,非织造布技术同时取得了许多实质性的进展,引起世人瞩目,非织造布生产地域也迅速扩大。
至此时,在全球已形成非织造布产量达到2万吨、产值超过2亿美元的新兴工业,这是建立在石油化工、塑料化工、精细化工、造纸工业及纺织工业等部门大协作基础上的新兴行业,被誉为纺织工业中的“朝阳工业”一点也不为之过,其产品在国民经济各部门得到了广泛的应用。
第四阶段是稳固发展期,在此期间,纺丝成网、熔喷法非织造布技术在生产中得到迅速推广应用,机械制造厂也纷纷向市场推出成套的纺丝成网、熔喷法非织造布生产线。
干法非织造布技术在这一时期也有了重要的进展,水刺法非织造布投入了商业化生产,泡沫浸渍粘合、热轧粘合等技术得到推广应用。
我国是从1958年开始研究非织造布,1965年在上海建立了我国第一家非织造布厂,上海无纺布厂,近年来发展较快,但在数量、品种、质量等方面与发达国家相比尚有一定差距。
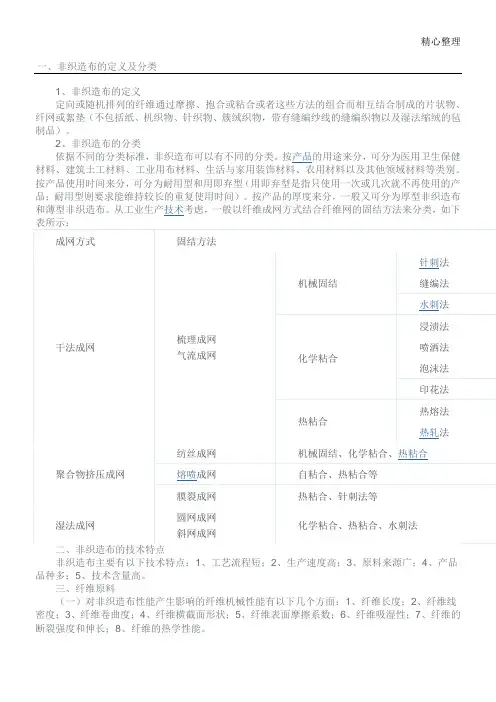
非织造学——杜教授主要内容1绪论2针刺法非织造布的原料选用3开清棉工序与产品质量控制4梳理工序与产品质量控制5成网工序与产品质量控制6针刺工序与产品质量控制7后整理工序与产品质量控制8新型针刺产品的开发9其他非织造技术简介第一讲绪论非织造材料、非织造布、无纺布、不织布一、非织造材料的定义国家标准(GB/T5709-1997):定向或随机排列的纤维通过摩擦、抱合或粘合或者这些方法的组合而相互结合制成的片状物、纤网或絮垫(不包括纸、机织物、簇绒织物,带有缝编纱线的缝编织物以及湿法缩绒的毡制品)。
所用纤维可以是天然纤维或化学纤维;可以是短纤维、长丝或当场形成的纤维状物。
为了区别湿法非织造材料和纸,还规定了在其纤维成分中长径比大于300的纤维占全部质量的50%以上,或长径比大于300的纤维虽只占全部质量的30%以上但其密度小于0.4g/cm3的,属于非织造材料,反之为纸。
二、针刺法非织造布定义以短纤维为原料,经过机械梳理或者气流形成纤维薄网,再经过杂乱或定向铺置,最后用针刺机针刺缠结的方法加固成的纺织品。
三、非织造材料按纤维网形成方法分类四、非织造工艺的技术特点1. 多学科交叉突破传统纺织原理,综合了纺织、化工、塑料、造纸以及现代物理学、化学等学科的知识。
2. 工艺过程简单,劳动生产率高。
3. 生产速度高,产量高。
4. 可应用纤维范围广。
5. 工艺变化多,产品用途广。
6. 资金规模大,技术要求高。
五、针刺非织造布的性能特点共同特点:工艺过程短、连续化、自动化、高产高效。
针刺非织造布在干法非织造布中占的比例高。
(40%)产品种类多、应用领域广。
原料适应性广。
工艺可变化性大。
设备结构简单。
占地面积小、无污染,一次性投资不大。
六、针刺非织造布的发展历史发展历程:1878年英国William Bywater公司制造最早的针刺机1885年英国James Broadhead采用针刺法制造薄毡1990年美国James Hunter工厂开始制造针刺机1930年汽车已开始应用针刺非织造材料1940年针刺机仍很粗糙原始1945年Bywater公司对针刺机作出重要改进1957年Hunter工厂设计出传动平衡的针刺机,转速达到800rpm1968年奥地利Fehrer公司制造出组合机架、全封闭分段传动针刺机,转速达到1000rpm 1972年Fehrer公司发明U形刺针和花纹针刺机发展至今,幅宽16m,频率超过3300rpm,多针板植针密度达30000枚/m,生产速度达30m/min。
非织造布生产的工艺流程及其控制随着社会的发展,非织造布逐渐成为人们生活和生产中极为重要的一种材料。
非织造布的生产工艺流程及其控制也随之变得越来越重要。
本文将详细介绍非织造布的生产工艺流程以及如何进行有效的控制。
一、非织造布生产的工艺流程1. 原材料处理非织造布的原材料可以是木浆纤维、聚脂纤维、聚酯纤维、聚丙烯纤维等,这些原材料需要经过处理才能成为非织造布的原材料。
其中,处理的工艺流程包括纤维的清洗、开松、梳理、混合等步骤。
在此过程中需要保证原材料的纤维质量以及混合比例的准确性。
2. 网络形成网络形成是非织造布生产过程的核心环节,其目的是使原材料在特定条件下形成纱网。
网络形成有多种方法,其中常用的有湿法和干法两种。
湿法是将混合的原材料放入液体中,在水流或空气中形成纤维在水中的过渡形态,再经过加压、干燥等工艺流程形成非织造布。
干法是将混合原材料在称量后直接放入网络机中,通过热空气或高压喷气等方式,使纤维在空气中迅速形成网络结构。
3. 加工处理加工处理也是非织造布生产过程中的重要环节。
在此过程中,需要对网络形成后的布料进行各种特殊的处理。
通常包括预处理、横向拉幅、纵向拉幅、涂胶等环节。
加工处理是为了增强非织造布的力学性能,改变其特性或者调整其尺寸等。
4. 后处理后处理是非织造布生产过程的最后一步。
此过程中可以进行擦洗、酸洗、烘干、定型等,以达到最终非织造布的需求,其目的是使得非织造布达到预期的品质要求。
二、非织造布生产的控制1. 原材料控制原材料控制是非织造布生产的重要环节之一。
其中包括原材料的选择、混合比例的确保、加工前的检验等。
对原材料进行全面的驾驭,可以保证最终非织造布的质量。
2. 过程控制过程控制是非织造布生产中的核心,它可以有效的控制非织造布生产过程中的各项参数。
这种参数包括网络形成速度、网络密度、加工处理参数以及后处理参数等。
只要保证各项参数的正确性,就可以获得最终的高品质的非织造布产品。
《非织造学》复习题/课后习题答案第一章绪论1、非织造工艺过程由哪些步骤组成?答:非织造工艺过程一般可分为以下四个过程:纤维准备、成网、加固、后整理。
2、试阐述非织造工艺的技术特点,并阐明非织造材料的特点。
答:技术特点:1)多学科交叉。
突破传统纺织原理,综合了纺织、化工、塑料、造纸以及现代物理学、化学等学科的知识。
2)过程简单,劳动生产率高。
3)产速度高,产量高。
4)应用纤维范围广。
5)艺变化多,产品用途广。
6)金规模大,技术要求高。
非织造材料的特点:1)传统纺织品、塑料、皮革和纸四大柔性材料之间的材料。
2)织造材料的外观、结构多样性3)非织造材料性能的多样性:感刚柔性;机械性能;材料密度;纤维粗细;过滤性能;吸收性能;透通性等。
3、试按我国国标给非织造材料给予定义。
答:国标定义:定向或随机排列的纤维通过摩擦、抱合或粘合或者这些方法的组合而相互结合制成的片状物、纤网或絮垫(不包括纸、机织物、簇绒织物,带有缝编纱线的缝编织物以及湿法缩绒的毡制品)。
所用纤维可以是天然纤维或化学纤维;可以是短纤维、长丝或当场形成的纤维状物。
4、试根据成网或加固方法,将非织造材料进行分类。
答:(1)按成网方法分:1)干法成网(包括机械成网和气流成网)、湿法成网聚合物挤压成网(2)按纤网加固方法分:机械加固,化学粘合,热粘合第二章非织造用纤维原料1、试述纤维在非织造材料中的作用。
答:1)纤维作为非织造材料的主体成分。
2)纤维作为非织造材料的缠结成分。
3)纤维作为非织造材料的粘合成分。
4)纤维既作非织造材料的主体,同时又作非织造材料的热熔粘合成分2、试述纤维性能对非织造材料性能的影响。
纤维特性对非织造材料性能的影响规律1)细度和长度:细度↓长度↑→非织造材料强度↑2)卷曲度: 纤维卷曲度影响抱合力、弹性、压缩回弹性。
3)纤维截面形状:过滤材料采用多叶截面,孔径↓,表面积↑,非织造材料强度↑。
4)表面光滑程度: 影响强度,影响加工工艺性能,如静电、针刺力等。
湿法非织造布湿法造纸干法造纸摘要:湿法成网是由水槽悬浮的纤维沉集而制成的纤维网,再经固网等一系列加工而成的一种纸状非织造布。
即湿法非织造布是水、纤维及化学助剂在专门的成形器中脱水而制成的纤维网,经物理、化学方法固网后所获得的非织造布。
湿法非织造布成网技术源于湿法造纸。
关键词:湿法非织造布湿法造纸干法造纸上浆成网湿法成形技术源于造纸工业。
在造纸生产中,纤维悬浮于水溶液中。
水从平网中流出而纤维材料留在网上形成均匀的薄片,然后进行粘合、烘干、后整理和卷绕。
湿法成形非织造技术的一个特殊目的就是使非织造布具有纺织品的一些性能,如透气、灵活、张力较强等,这与造纸有很大的不同。
适用于湿法成形的纤维(1)可再生材料,如亚麻、黄麻、椰壳、棉花、马尼拉麻、木片等;(2)化学纤维,包括粘胶纤维、PET、CoPET、PA6、PP、PAN、芳纶等;(3)粘合型纤维,如PV A、T/C、双组分纤维等;(4)高技术纤维,如金属纤维、玻璃纤维、碳纤维、纸浆纤维、再生纤维等。
工艺流程纤维原料→悬浮浆制备→ 湿法成网→ 加固→ 后处理工艺特征虽然湿法成形非织造技术起源于造纸工业,但它们的生产工艺存在显著区别。
造纸生产的特点是使用短纤维或高密度和低透气度的纸浆。
脱水前,造纸纤维浆料的浓度为 1% 左右。
水从平网处流出,而纤维则留在了网上。
纤维平网部只有很短的距离让纤维成网。
为了生产透气度可控的非织造产品,成形过程必须是延展和倾斜的,从而使纤维可以进行连续处理。
在该工艺中,浆料浓度显著下降至约 0.03%(即每升水含 0.3 g纤维)。
纤维长度范围在 1 ~18 mm(在一些情况下甚至更长)之间。
由于在低密度的悬浮液中,每根纤维在和其他纤维结合着网前都可以几乎不受阻碍地在流动液体中移动,因此可以得到纤维成形和透气度可控的匀质产品。
湿法成形非织造生产工艺包括 3 个步骤,即:(1)浆料制备:为后续工艺进行纤维准备;(2)成网:在该阶段,悬浮液均匀地分布在整个成形网宽上;(3)烘干、整理、起卷:湿法成网在成形后对非织造布进行烘干,根据产品的最终用途有可能需要进一步的工艺步骤,如粘合和/或热轧等,最后将整理的非织造布起卷。
无纺布(非织造布)常识一、无纺布(非织造布)的概念以及用途:无纺布(非织造布)是一种不需要纺纱织布而形成的织物,只是将纺织短纤维或者长丝进行定向或随机撑列,形成纤网结构,然后采用机械、热粘或化学等方法加固而成。
简单的讲就是:它不是由一根一根的纱线交织、编结在一起的,而是将纤维直接通过物理的方法粘合在一起的,所以,当你拿到你衣服里的粘称时,就会发现,是抽不出一根根的线头的。
非织造布突破了传统的纺织原理,并具有工艺流程短、生产速度快,产量高、成本低、用途广、原料来源多等特点。
它的主要用途大致可分为:(1)医疗卫生用布:手术衣、防护服、消毒包布、口罩、尿片、妇女卫生巾等;(2)家庭装饰用布:贴墙布、台布、床单、床罩等;(3)跟装用布:衬里、粘合衬、絮片、定型棉、各种合成革底布等;(4)工业用布:过滤材料、绝缘材料、水泥包装袋、土工布、包覆布等;(5)农业用布:作物保护布、育秧布、灌溉布、保温幕帘等;(6)其它:太空棉、保温隔音材料、吸油毡、烟过滤嘴、袋包茶叶袋等。
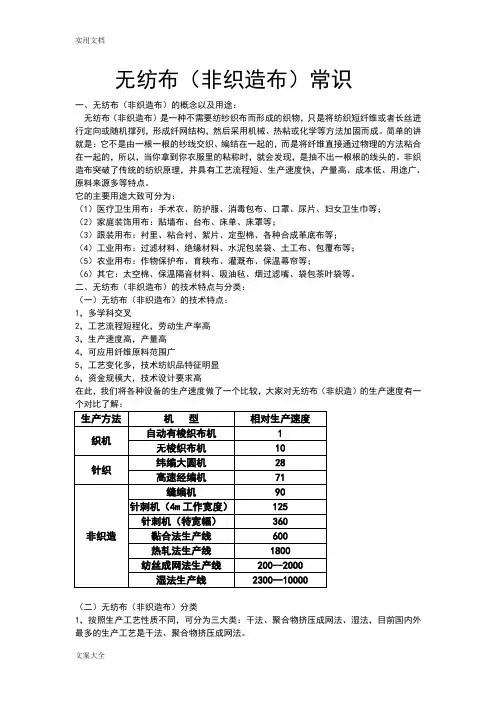
二、无纺布(非织造布)的技术特点与分类:(一)无纺布(非织造布)的技术特点:1,多学科交叉2,工艺流程短程化,劳动生产率高3,生产速度高,产量高4,可应用纤维原料范围广5,工艺变化多,技术纺织品特征明显6,资金规模大,技术设计要求高在此,我们将各种设备的生产速度做了一个比较,大家对无纺布(非织造)的生产速度有一(二)无纺布(非织造布)分类1,按照生产工艺性质不同,可分为三大类:干法、聚合物挤压成网法、湿法,目前国内外最多的生产工艺是干法、聚合物挤压成网法。
2,按照加固技术来分(1)水刺加固:水刺布;(2)针刺加固:针刺布;(3)热轧机粘合:纺粘布,热轧布;(4)热风粘合:热风布;(5)汽刺固结:汽刺布;(6)化学方法粘合,其中还具体分为:浸渍法,喷胶法,泡沫下图为东华大学对无纺布(非织造布)的分类,供大家参考:3,以下列举了几种常见的无纺布(非织造布)(1),水刺无纺布水刺工艺是将高压微细水流喷射到一层或多层纤维网上,使纤维相互缠结在一起,从而使纤网得以加固而具备一定强力。
非织造材料是一种由定向或随机排列的纤维通过摩擦、抱合或粘合或者这些方法的组合而相互结合制成的片状物、纤网或絮垫(不包括纸、机织物、簇绒织物,带有缝编纱线的缝编织物以及湿法缩绒的毡制品)。
所用纤维可以是天然纤维或化学纤维;可以是短纤维、长丝或当场形成的纤维状物。
为了区别湿法非织造材料和纸,还规定了在其纤维成分中长径比大于300的纤维占全部质量的50%以上,或长径比大于300的纤维虽只占全部质量的30%以上但其密度小于0.4g/cm3的,属于非织造材料,反之为纸。
无纺布又称为非织造布,与织造布的主要区别在于无经纬线分布。
无纺布按生产工艺又分为纺粘法无纺布、热扎法无纺布、针刺法无纺布、浸渍法无纺布、水刺法无纺布等。
非织造布材料按成网方法分为三大类,分别为:干法、湿法和聚合物挤压成网法。
一、干法,按缠结加固方法又分为机械加固、化学粘合及热粘合。
1、机械加固法分为水刺法、针刺法和缝编法。
2、化学粘合法分为浸渍法、泡沫法、喷洒法、印花法和溶剂粘合法。
3、热粘合法分为热轧法和热熔法。
二、湿法,分为圆网法和斜网法。
按加固方法分为热粘合与化学粘合法。
三、聚合物挤压成网法,又分为纺粘法、熔喷法和膜裂法。
纺粘法按加固方法分为机械法、化学法和热粘合法。
针刺法非织造工艺的特点,适合各种纤维,机械缠结后不影响纤维原有特征,纤维之间柔性缠结,具有较好的尺寸稳定性和弹性,用于造纸毛毯大大提高寿命良好的通透性和过滤性能,毛圈型产品手感丰满,无污染,边料可回收利用,可根据要求制造各种几何图案或立体成型产品;水刺法加固纤网原理与针刺工艺相似,但不用刺针,而是采用高压产生的多股微细水射流喷射纤网。
水射流穿过纤网后,受托持网帘的反弹,再次穿插纤网,由此,纤网中纤维在不同方向高速水射流穿插的水力作用下,产生位移、穿插、缠结和抱合,从而使纤网得到加固。
结构与性能水刺加固纤网利用高速水射流连续不断地冲击纤维,纤网中纤维在水力作用下相互缠结,因此水刺非织造材料纤网中纤维为柔性缠绕结构。
第一章绪论1-1 非织造材料的定义与分类1-2 非织造基本原理及发展简史1-3 非织造材料的结构与性能1-4非织造材料主要用途1.1 非织造材料的定义与分类一、非织造材料的定义(一)国家标准(GB/T5709-1997)定向或随机排列的纤维通过摩擦、抱合或粘合或者这些方法的组合而相互结合制成的片状物、纤网或絮垫(不包括纸、机织物、簇绒织物,带有缝编纱线的缝编织物以及湿法缩绒的毡制品)。
所用纤维可以是天然纤维或化学纤维;可以是短纤维、长丝或当场形成的纤维状物。
为了区别湿法非织造材料和纸,还规定了在其纤维成分中长径比大于300的纤维占全部质量的50%以上,或长径比大于300的纤维虽只占全部质量的30%以上但其密度小于0.4g/cm3的,属于非织造材料,反之为纸。
(二)ISO9002 赋予的定义A manufactured sheet, web or batt of directionally or randomly orientated fibers, bonded by friction, and/or cohesion and/or adhesion, excluding paper (see note) and products which are woven, knitted, tufted, stitch-bonded incorporating binding yarns or filaments, or felted by wet-milling, whether or not additionally needled.The fibers may be of natural or man-made origin. They may be staple or continuous filaments or be formed in site.二、非织造材料的分类非织造材料的分类方法一般基于以下两种分类方法进行,即成网方法和加固方法。
. 海量免费资料尽在此一.非织造布的定义和发展概况1942年美国首次商业性生产了一种在原理上完全不同于传统织物的新型布状材料,并将它命名为非织造布。
虽然当时只生产了几千码布,但却标志着纺织工业中一个新的行业,一门新的技术的诞生。
非织造布是指由定向或随机排列的纤维通过磨擦、抱合或粘合,或这些方法的组合而相互结合制成的薄片、纤网或絮垫。
它不包括纸及机织物、针织物、簇绒织物、带有缝边纱线的缝边织物和湿法缩绒毡制品(不论这种制品是否经过针刺加固)。
它使用的纤维可以是天然的或者是化学加工的,可以是短纤维、长丝或纤维状。
在我国,有时将非织造布称为“无纺织布”、“无纺布”、“非织造织网”等。
非织造布是从第二次世界大战后才开始工业化生产的,但自20世纪70年代以来,世界百织造布工业一直以较快的速度发展,到1995年,世界非织造布的产量已达到250万吨以上。
目前,非织造布已经成为世界纺织工业中一个令人瞩目的新兴领域,具有良好的发展前途。
非织造布能在短短的几十年内得到高速发展,是与非织造布技术本身具有的特点密切相关。
总的说来,非织造布技术具有:工艺流程短,劳动生产率高;生产速度高,经济效益显著;可应用的纤维原料范围广;产品品种多,使用范围广等特点。
中国的非织造布在20世纪60年代初期逐步形成产业化生产。
至1993年中国的非织造布产量已近10万吨,目前,每年仍以15%的速度增长。
我国非织造布工业的门类比较齐全,其中以纺粘法和热轧洁非织造布增长较快。
二.非织造布的分类非织造布的品种繁多,其分类方法各异。
通常有以下几种分类方法。
1. 按非织造布纤网形成方法分干法非织造布是指纤维在干态下用机械、气流、静电或它们的结合方式形成纤网,再用机械、化学或热的加固方法而制成的非织造布。
聚合物挤压法非织造布是将高聚物经过挤压加工而形成网状结构的非织造布。
根据聚合物的挤压成网方式不同,它又可分为纺丝成网法非织造布、熔喷法非织造布和膜裂法非强造布。
非织造布基本知识一、非织造布的定义非织造布(nonwoven),又称无纺布、不织布。
定向或随机排列的纤维通过摩擦、抱合或粘合或者这些方法的组合而相互结合制成的薄片、纤网或絮垫。
不包括纸以及机织物、针织物、簇绒织物、带有缝编纱线的缝编织物和湿法缩绒毡制品(不论这种制品是否经过针刺加固)。
纤维可以是天然的或者是化学加工的,可以是短纤维、长丝或当场形成的纤维状。
注:1、湿法非织造布与湿法造纸的区别在于非织造布应符合下列条件之一:a 、其纤维成分中长度与直径之比大于300的纤维(不包括经化学蒸煮的植物纤维)占50%以上的质量;b、其纤维成分中长度与直径之比大于300的纤维(不包括经化学蒸煮的植物纤维)占30%以上的质量,并且其密度小于0.4/c m⒊2、不认为粘胶纤维是经化学蒸煮的植物纤维。
二、纤维原料适用于非织造布的纤维原料种类很多,主要有天然纤维和化学纤维两大类。
为了制得不同性能、用途和风格的非织造布,还可以使用高性能特种纤维和功能化、差别化纤维。
(一)天然纤维:如棉、毛、麻、丝等;(二)化学纤维:如粘胶纤维、涤纶、锦纶、丙纶、腈纶、维纶等;(三)差别化纤维、高性能纤维;如:低熔点热粘合纤维(ES纤维、改性丙纶、共聚酰胺、共聚酯等);超细纤维(纤度小于0.3dtex);三维卷曲中空纤维;有色纤维;高性能纤维(碳纤维、芳纶、聚苯硫醚、聚醚酮等);水溶性纤维(水溶性聚乙烯醇纤维、羟甲基纤维素纤维等)(四)用于非织造布的主要化学纤维和特种纤维的性能(表略)三、非织造布分类非织造布的分类方法很多,可按非织造部加工路线:纤网成形的方法及产品用途的分类,下表是按非织造布的纤网成形方法的不同进行分类。
四、非织造布的产品与应用(一)医疗卫生用非织造布尿布、卫生巾用面料;手术用罩衫、帽套、鞋套、口罩、面罩、医院病人、病床床单、垫褥、枕套、防菌帘布;湿毛巾、棉球、消毒包布;白血球分离材料、人造皮肤;有辐射场合使用劳动保护服的基本材料;医用胶布底布、绷带底布、伤口敷布、伤口软垫、吸血布。
非织造布试验方法
非织造布试验方法主要包括以下几种:
1. 物理性能测试:这是对非织造布的最基本的材料性能的测试,包括质量、厚度、吸湿率、渗透率等。
其中,质量测试通常使用平衡仪进行;厚度测试通过压缩试验仪实现;吸湿率测试使用离子交换仪;渗透率测试则可以通过压缩试验仪或渗透试验仪进行。
2. 机械性能测试:主要对非织造布的拉伸、撕裂、扭转、压缩、弯曲等机械性能进行测试。
其中,拉伸试验和撕裂试验是最常用的方法。
拉伸试验可以使用拉力试验机,可以测出非织造布在不同方向的最大拉伸力和断裂伸长率。
撕裂试验则是通过撕力试验机进行。
3. 抗菌防霉除螨性能测试:包括抗菌性能、防霉性能、抗病毒性能、防螨性能等。
4. 色牢度检测:包括耐水洗色牢度摩擦色牢度(干、湿)、耐水色牢度、耐唾液色牢度、光照色牢度、耐干洗色牢度、耐汗渍色牢度、耐干热色牢度、耐热压色牢度、耐氨水牢度、耐刷洗色牢度、耐氨漂色牢度等。
5. 功能性检测:包括透气性、透湿性、燃烧性能、防水性能(静水压、泼水、雨淋)、静电测试等。
6. 化学性能检测:包括PH值的测定、成分分析、甲醛含量、偶氮测试、重金属等。
以上就是非织造布的试验方法,这些方法可以帮助我们了解非织造布的性能和质量,从而更好地应用在各个领域中。
非织造布第一节湿法非织造布简史湿法非织造布技术是各种非织造布技术当中发展最早的,它的起源主要是基于传统的造纸技术,而造纸又是我国古代的四大发明之一,它对人类社会的文明和文化进步做出了巨大的贡献。
早在公元105年东汉和帝时期,当时的宦官蔡伦任“尚方令”,即皇室手工业作坊负责人,以树皮、麻类、鱼网、破布等加水舀叩成浆造纸。
从西汉到魏晋南北朝,开始利用楮皮、藤皮、枸皮等长纤维作造纸原料,出现了侧理纸、有色黄麻纸、凝光纸以及各种有色纸。
到了唐朝以后,有了染色纸与施胶纸,而且还有了质量较好的宣纸,出现了手工生产湿法非织造布的雏形,从此以后,中国的造纸技术和丝绸、陶瓷一样传遍了世界五大洲。
到了宋朝和清朝,仍然沿用唐宋旧法生产,清朝末叶,海禁大开,机制洋纸大举入侵,我国造纸事业一蹶不振,而在西方国家,不仅造纸业已进入了工业革命时代,如荷兰人于公元1750年发明了荷兰式打浆机,1804年第一台长网造纸机在英国问世等,而且在湿法非织造布生产领域中进行了机械化生产的探索。
早在19世纪40年代,英国人MILBOURN先生发明了初始的斜网造纸机,而真正开始用于长纤维湿法非织造布生产的斜网造纸机或成型器是在日本,即用菲律宾马尼拉麻长纤维在斜网成型器上生产日本和纸。
到了20世纪40年代和50年代,美国的DEXTER公司发明了斜网成型器生产袋泡茶用湿法非织造布。
随着合成纤维的发明和广泛使用,它又被扩大到利用或掺和合成纤维生产各种长纤维特种纸,随着近代干法非织造布的兴起和走向市场,真正意义上的湿法与干法非织造布几乎同时发展并开始了它新的一页。
湿法非织造布的发展过程可以说与造纸、纺织、化工、机械、自动控制等行业的发展是密切相关的,原材料从单一的韧皮纤维已经发展到今天常用的合成纤维、复合纤维等功能性纤维;装备已从单一的圆网和单层斜网成型器,到开发出了双层和复合式斜网;从普通的接触式烘缸干燥发展到高效率的穿透式干燥和红外线干燥;工艺技术已从简单的长纤维造纸技术发展到具有特种功能、不同用途和系列的湿法非织造布,制造技术日趋成熟。
名词解释:ES纤维:由两种不同熔点的聚合物构成,高熔点的作为芯层,被低熔点的皮层包覆,制成的纤网在热粘合中皮层组分软化熔融,皮层用聚乙烯,芯层用聚丙烯;这种纤维经热处理后,皮层一部分熔融而起粘结作用,其余仍保留纤维状态,同时是热收缩率小的特性。
海岛纤维:利用纤维内两种不相容的组分,一种组分(岛)高度分散在另一种组分(海)中,通过使用溶剂将海岛型复合纤维中的一种组分溶去。
橘瓣纤维:两种不同成分的聚合物制成辐射型和多层免合纤维后通过机械处理或化学处理的方法使纺刺的更合纤维各个组分剥离,聚合物组分分布为橘瓣型的。
热熔粘结纤维:熔融纺丝制成的合成纤维,均匀作为热熔粘结纤维用于非织造材料的生产.纤网面密度:指纤网中所含纤维的质量,用单位面积纤网质量来表示。
纤网定向度:纤维在纤网中呈某一方向排列数量的多少称为定向度。
***通常用非制造材料的纵向和横向断裂强力的比值来判定纤网的定向度或杂乱度。
***面粘合:采用两台热轧机,纤网通过输网帘送至第一台热轧机,其加热光钢辐在上,棉耨在下,纤网通过轧辑钳口后,其上表面先粘合,然后由一对牵拉耨将纤网从棉网上剥下,经补偿装置再送至狄尔泰热轧机,其加热光耨在下,棉耨在上,对纤网的下表面进行粘合加固。
点粘合:通过对于纤网的局部熔融热粘合而达到加固纤网的目的。
采用一对钢辑进行热轧,其中一根为刻花,另一根为光辑。
通常适合中低面密度的非织造产品。
泡沫浸渍法:用发泡剂和发泡机械装置使粘合剂浓溶液成为泡沫状态,并将发泡的粘合剂涂于纤网上,经加压和热处理,由于泡沫破裂,泡沫中的粘合剂微粒在纤维交叉点成为很小的粘膜状粒子沉积,使纤网粘合后形成多孔性机构。
热裂解现象:高聚物在受热过程中结构发生变化,纤维在制造过程中,热裂解过程进行的速度由耐热性来表征,很多情况下,高聚物能否采用熔融纺丝以及纤维受热处理的条件受到可能发生热裂解或整裂解的限制。
粘均分子量:用稀溶液粘度法测得的平均相对分子质量。
取向度:把纤维素内大分子链主轴与纤维轴平行程度称为取向度表观粘度:表征流体流动度难易程度的材料常数,其倒数为表观粘度。