非织造布的梳理技术和针布配置_下_
- 格式:pdf
- 大小:194.82 KB
- 文档页数:5
精品梳理机及针布关键部位控制情况:罗拉式梳理机适合于梳理较长的纤维,根据工作辊尺寸,可梳理纤维长度范围38~203mm,根据不同针布,细度范围 1.1~60dtex,非常适合于非织造布用纤维的梳理。
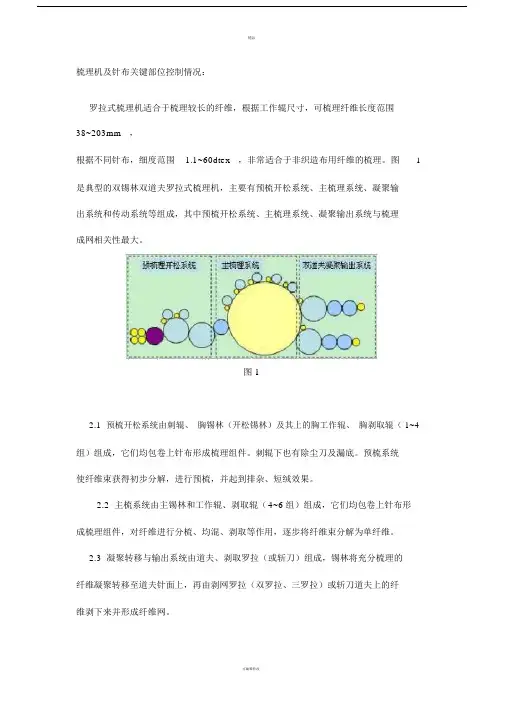
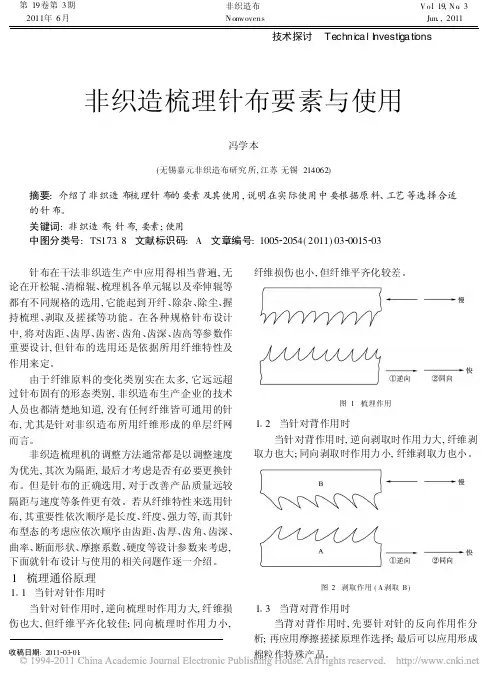
图 1 是典型的双锡林双道夫罗拉式梳理机,主要有预梳开松系统、主梳理系统、凝聚输出系统和传动系统等组成,其中预梳开松系统、主梳理系统、凝聚输出系统与梳理成网相关性最大。
图 12.1 预梳开松系统由刺辊、胸锡林(开松锡林)及其上的胸工作辊、胸剥取辊( 1~4 组)组成,它们均包卷上针布形成梳理组件。
刺辊下也有除尘刀及漏底。
预梳系统使纤维束获得初步分解,进行预梳,并起到排杂、短绒效果。
2.2 主梳系统由主锡林和工作辊、剥取辊(4~6 组)组成,它们均包卷上针布形成梳理组件,对纤维进行分梳、均混、剥取等作用,逐步将纤维束分解为单纤维。
2.3 凝聚转移与输出系统由道夫、剥取罗拉(或斩刀)组成,锡林将充分梳理的纤维凝聚转移至道夫针面上,再由剥网罗拉(双罗拉、三罗拉)或斩刀道夫上的纤维剥下来并形成纤维网。
2.4 为了使纤网纵横向强力比的差异减小,在道夫与剥取罗拉间加装一组(1~3 根)凝聚辊,其上也包卷上针布,每个凝聚辊都比前一个凝聚辊(第一个为道夫)的转速慢,因而纤网在进入凝聚辊针布的转移过程中,纤网中纤维受到了挤压,改变了纤维的取向。
这种作用还有一个额外的效果,就是在保持一排梳理机前后速度一致的同时,还能加快道夫的速度,更高的道夫速度可使在主锡林的每次旋转中带走更多的纤维,使梳理机总负荷更少,生产速度更快,为了保证质量的同时提高生产率,三道夫、四道夫无纺梳理机应运而生,不仅提高了纤维从主锡林上清除的速度,还进一步使纤维网的不规则变化均等,提高产品质量。
图 1 是典型的带凝聚装置无纺双道夫梳理机。
安装在锡林前面的杂乱辊,其上也包卷上针布,与锡林针布齿尖相对,转向相对,高转速产生的离心力使杂乱辊表面的纤维从张紧拉直状态变为悬浮在齿尖上的松弛状态,此外,高转速产生的空气涡流促使纤维随机分布,这样形成的纤网同样可以将纵横向强力比的差异减小。
非织造材料的生产过程与优化技术非织造材料,作为一种具有独特性能和广泛应用的新型材料,在现代工业和日常生活中扮演着越来越重要的角色。
从医疗用品到服装面料,从汽车内饰到家居装饰,非织造材料的身影无处不在。
那么,这些神奇的材料是如何生产出来的?又有哪些优化技术可以提高其生产效率和质量呢?让我们一起走进非织造材料的世界,探寻其生产过程与优化技术的奥秘。
一、非织造材料的生产过程非织造材料的生产过程通常包括以下几个主要步骤:1、原料准备非织造材料的原料种类繁多,常见的有天然纤维(如棉花、羊毛)、合成纤维(如聚酯、聚丙烯)以及化学纤维等。
在生产前,需要根据产品的性能要求和用途,选择合适的原料,并对其进行预处理,如开松、除杂、混合等,以确保原料的均匀性和质量。
2、成网成网是将纤维原料形成松散的纤维网结构的过程。
目前,常用的成网方法主要有干法成网、湿法成网和聚合物直接成网三种。
干法成网是通过机械梳理或气流成网的方式,将纤维梳理成薄网。
这种方法适用于生产中厚型的非织造材料,如针刺毡、热风无纺布等。
湿法成网则是将纤维悬浮在水中,形成纤维悬浮液,然后通过水流的作用将纤维沉积在网上。
该方法常用于生产薄型、高均匀度的非织造材料,如滤纸、卫生巾面料等。
聚合物直接成网是将聚合物熔体或溶液通过喷丝孔直接喷射到接收装置上形成纤维网,如纺粘法和熔喷法。
纺粘法生产的非织造布强度较高,而熔喷法生产的非织造布过滤性能优异。
3、加固纤维网形成后,其强度和稳定性通常较差,需要通过加固处理来提高其性能。
常见的加固方法有机械加固、化学加固和热加固。
机械加固包括针刺法、水刺法和缝编法等。
针刺法是利用带刺的针反复穿刺纤维网,使纤维相互缠结而加固;水刺法是通过高压水流喷射纤维网,使纤维相互缠结并与纤维网中的水溶性纤维或粘合剂结合而加固;缝编法是利用经编线圈结构将纤维网缝合加固。
化学加固是通过在纤维网上施加粘合剂或浸渍树脂等化学物质,使纤维之间粘结而加固。
非织造布生产工艺流程非织造布是利用切断、排列或随机定向方式将纤维或纤维束互相结合而制成的一种新型纺织材料。
非织造布具有无纺布的特点,没有经纬线,也不需要纺纱成纱线。
本文将详细描述非织造布的生产工艺流程,以帮助读者更好地了解非织造布的制作过程。
一、原材料准备制作非织造布的原材料通常包括纤维、胶粘剂和其他辅助材料。
首先,需要对这些原材料进行准备和筛选。
纤维可以是合成纤维、天然纤维或再生纤维,根据最终产品的用途选择合适的纤维。
胶粘剂的选择要根据设想的非织造布应用,以确保最终产品的性能。
二、纤维混合在生产非织造布时,通常会将不同种类的纤维混合在一起,以获得所需的性能和特性。
例如,混合具有不同长度的纤维可以增加非织造布的强度和耐磨性。
混合过程通常通过将纤维投入到混合器中,并使用机械搅拌将它们均匀混合。
三、纤维预处理在将纤维转化为非织造布之前,需要对其进行一些预处理操作。
这些操作包括清洗、染色、涂覆和烘干等。
清洗过程可以去除纤维上的杂质和污渍,以确保纤维质量。
染色和涂覆可以赋予纤维特定的颜色和性能特性。
烘干过程则可以去除纤维中的水分,使其适合下一步的操作。
四、纤维结合纤维的结合是非织造布制作的关键步骤。
有多种方法可以实现纤维的结合,包括针刺、热熔、粘合和水力高压等。
在针刺法中,使用尖锐的针刺将纤维打入底部基材中,从而将纤维相互交织在一起。
热熔法通过热熔纤维表面,使其与周围的纤维融合。
粘合法使用胶粘剂将纤维结合在一起,可以通过喷涂、印花或涂覆等方式进行。
水力高压法则是利用高压水流将纤维结合在一起。
五、成品处理在经过纤维结合后,制成的非织造布需要进行成品处理。
成品处理流程包括涂层、复合、卷绕或切割等。
涂层可以给非织造布增加特殊的性能,例如防水、防火或防静电等。
复合过程可以将非织造布与其他材料进行粘合,以增强其功能。
卷绕可以将宽幅的非织造布卷绕成卷,方便后续的储存和运输。
切割则是根据需要将非织造布切成所需的尺寸和形状。
第19卷第3期2011年6月非织造布N onwovensV o.l19,N o.3Jun.,2011技术探讨 Techni c al l n vesti g ati o ns收稿日期:2011 03 01:非织造梳理针布要素与使用冯学本(无锡嘉元非织造布研究所,江苏无锡214062)摘要:介绍了非织造布梳理针布的要素及其使用,说明在实际使用中要根据原料、工艺等选择合适的针布。
关键词:非织造布;针布,要素;使用中图分类号:TS173.8 文献标识码:A 文章编号:1005 2054(2011)03 0015 03针布在干法非织造生产中应用得相当普遍,无论在开松辊、清棉辊、梳理机各单元辊以及牵伸辊等都有不同规格的选用,它能起到开纤、除杂、除尘、握持梳理、剥取及搓揉等功能。
在各种规格针布设计中,将对齿距、齿厚、齿密、齿角、齿深、齿高等参数作重要设计,但针布的选用还是依据所用纤维特性及作用来定。
由于纤维原料的变化类别实在太多,它远远超过针布固有的形态类别,非织造布生产企业的技术人员也都清楚地知道,没有任何纤维皆可通用的针布,尤其是针对非织造布所用纤维形成的单层纤网而言。
非织造梳理机的调整方法通常都是以调整速度为优先,其次为隔距,最后才考虑是否有必要更换针布。
但是针布的正确选用,对于改善产品质量远较隔距与速度等条件更有效。
若从纤维特性来选用针布,其重要性依次顺序是长度、纤度、强力等,而其针布型态的考虑应依次顺序由齿距、齿厚、齿角、齿深、曲率、断面形状、摩擦系数、硬度等设计参数来考虑,下面就针布设计与使用的相关问题作逐一介绍。
1 梳理通俗原理1 1 当针对针作用时当针对针作用时,逆向梳理时作用力大,纤维损伤也大,但纤维平齐化较佳;同向梳理时作用力小,纤维损伤也小,但纤维平齐化较差。
图1 梳理作用1 2 当针对背作用时当针对背作用时,逆向剥取时作用力大,纤维剥取力也大;同向剥取时作用力小,纤维剥取力也小。
图2 剥取作用(A剥取B)1 3 当背对背作用时当背对背作用时,先要针对针的反向作用作分析;再应用摩擦搓揉原理作选择;最后可以应用形成棉粒作特殊产品。
非织造材料的生产工艺与技术分析非织造材料,作为一种新型的纺织材料,在现代工业和日常生活中发挥着越来越重要的作用。
它具有独特的性能和广泛的应用领域,从医疗用品到家居装饰,从工业过滤到服装制造,几乎无处不在。
那么,非织造材料是如何生产出来的呢?这就涉及到一系列复杂而精细的生产工艺与技术。
非织造材料的生产工艺主要包括干法、湿法和聚合物直接成网法三大类。
干法工艺中,最常见的是针刺法。
针刺法是通过带刺的针在纤维网上反复穿刺,使纤维互相缠结,从而加固形成非织造材料。
这种方法生产的非织造材料具有良好的透气性和蓬松度,常用于制造土工布、过滤材料等。
比如,在道路建设中使用的土工布,就是通过针刺法生产的。
它能够增强土壤的稳定性,防止水土流失。
另一种干法工艺是热粘合法。
利用热空气、热辐射或热轧等方式,使纤维网中的低熔点纤维或热熔粉末受热熔融,从而将纤维粘结在一起。
热粘合法生产的非织造材料具有较好的强度和尺寸稳定性,常被用于卫生巾、纸尿裤等产品的表层材料。
湿法工艺的典型代表是水刺法。
水刺法是将高压微细水流喷射到纤维网上,使纤维相互缠结,并通过纤维间的摩擦力和抱合力来实现加固。
水刺非织造材料的手感柔软,吸水性好,在医疗卫生领域应用广泛,如医用纱布、湿巾等。
聚合物直接成网法中,熔喷法是一种重要的技术。
熔喷法是将聚合物熔体通过高速高温气流喷吹,使其迅速拉伸细化,形成超细纤维,并在接收装置上凝聚成网。
熔喷非织造材料具有极小的纤维直径和很高的孔隙率,过滤性能优异,是制作口罩核心过滤层的关键材料。
除了上述主要的生产工艺,还有一些辅助技术也对非织造材料的性能和质量产生重要影响。
纤维原料的选择是至关重要的一环。
不同的纤维种类、长度、细度和性能,会直接影响到最终产品的性能和用途。
例如,聚酯纤维具有良好的强度和耐化学性;而粘胶纤维则更加柔软和吸湿。
梳理工艺能够将杂乱的纤维梳理成均匀的纤维网,为后续的加固处理提供良好的基础。
梳理过程中,梳理机的速度、针布的规格和梳理道数等参数的设置,都会影响纤维网的质量。

纺长绒棉梳棉机针布配置及技术措施一、引言纺长绒棉梳棉机是纺织生产中重要的设备之一,其针布配置及技术措施直接影响着机器的生产效率和产品质量。
本文将从针布配置和技术措施两个方面对纺长绒棉梳棉机进行详细介绍,并提出相应的改进建议。
二、针布配置1.针布类型纺长绒棉梳棉机的针布类型通常有条形针布和环形针布两种。
条形针布的优点是结构简单,易于更换和维护,但是由于其接头部分会产生压力差,容易导致布板变形。
而环形针布能够更均匀地分布压力,提高了纺织品的质量。
2.针布材质针布的材质主要包括金属丝、玻璃纤维和陶瓷等。
金属丝针板具有强度高,耐磨性好的特点,但在梳棉机高速运转时会产生金属疲劳裂纹,影响机器寿命。
而玻璃纤维和陶瓷针布则具有轻质、抗腐蚀、不导电等优点,但成本较高。
3.针布结构针布的结构设计直接关系到纺长绒棉梳棉机的工作效率和产品质量。
合理的针布结构应该能够减小纤维与针板的摩擦力,减小静电产生,提高处理效率。
同时还需考虑布孔形状、布板排列和网距等因素。
三、技术措施1.清洁维护纺长绒棉梳棉机在使用过程中,难免会有纤维积聚、外来杂质等问题。
因此,定期对梳棉机进行清洁维护显得尤为重要,可有效延长机器使用寿命。
2.调整压力梳棉机的工作过程中,压力是一个非常关键的参数。
过大或者过小的压力都会影响到机器的正常运转和产品质量。
因此,在使用过程中,需要根据纤维的不同特性,合理调整梳棉机的压力。
3.定期更换针布针布是梳棉机上最易磨损的零部件之一,过长时间不更换会影响到产品的纤维质量和生产效率。
因此,定期更换针布是必不可少的技术措施。
4.提高维修技术梳棉机的维修技术不仅仅包括更换零部件,还需要对机器进行调试、优化,以确保设备的正常使用。
因此,提高维修技术是一项具有重要意义的技术措施。
四、改进建议1.选择合适的针布类型和材质目前,随着科技的发展,新型的玻璃纤维和陶瓷针布在纺业中应用日益广泛。
未来,企业应该更加重视新技术的引入,以提高机器的稳定性和生产效率。
非织造后整理技术非织造材料的后整理就是就是将非织造材料与各种涂层剂、整理剂或其他功能性材料,通过化学、物理机械的方法使其牢固结合或改变材料的性能、外形和物理形态的加工过程。
通过后整理技术,可增加非织造材料的花色品种并提高其使用性能,改善非织造材料的外观。
1.机械后整理技术1.1收缩整理于非织造材料后整理加工中,常利用材料收缩时产生密度的增加,以提高非织造材料的定量(面密度或体积密度)、增加紧密度、增大强力,甚至可利用收缩产生的厚度增加以利于剖层加工,常用于针刺毡、合成革等产品常用后整理。
收缩整理又可分为干态收缩整理与湿态收缩整理两种。
1)干态收缩整理:应用于主体纤维为合成纤维的非织造材料,采用平幅烘燥机、圆网烘燥机或短环烘燥机,以超喂的方式将非织造材料喂入烘燥机的热处理区,利用纤维本身的热收缩特性使得非织造材料产生收缩。
所以,纤维的热收缩特性很大程度上决定了干态收缩整理的效果,为此往往可采用一定比例的高收缩性纤维混入纤网。
2)湿态收缩整理:常应用于主体纤维为天然纤维的非织造材料,通过热水的水浴加热作用,之后再予以挤压、松弛烘燥作用,使得非织造材料收缩;此外,还可采用热蒸汽处理作用,使其收缩。
1.2柔软整理热粘合、化学粘合的非织造材料的手感、悬垂性相对较差,通过机械揉搓或压缩的方法往往可使非织造材料较为柔软。
Clupak法:滚筒上的非织造材料在经喷洒水雾作用之后,再经由热的作用,而产生皱缩。
Micrex法:利用较强的挤压作用,使非织造材料产生较为明显的皱缩。
该法可提高非织造材料的延伸性,增大其单位面积质量,较大程度上改善其柔软性。
1.3轧光、轧(花)纹整理1)轧光整理:通过轧光机热轧可使非织造材料表面光滑、平整,厚度均匀。
轧光的主要目的是增加非织造材料的光洁度与平整性,并可增加材质的紧密度。
2)压纹整理:通过轧花机使得非织造材料表面产生浮雕状或其他效果的凹凸花纹,以改善外观并改善手感。
轧点、轧孔整理则是对非织造材料表面施以适当排列的点或小孔,提高非织造材料的致密性、耐磨性,同时使产品更加美观。
(工艺技术)非织造布主要工艺技术及特性非织造布主要工艺技术及特性1、纺粘非织造布技术纺粘非织造布是利用化学纤维纺丝成型原理,将聚合物挤出、拉伸而形成连续长丝后铺置成网,纤网再经过自身粘合、热粘合、化学粘合或机械加固方法制成非织造布。
在纺粘非织造布中,丙纶纺粘布比重最大可占到 70%左右,其次是涤纶纺粘布约占 18%左右,另外还有锦纶纺粘布及少量的功能化纺粘布。
丙纶纺粘布的特性:(1)丙纶纺粘布以聚丙烯树脂为主要生产原料,密度仅 0.91,较多元酯、锦纶等材质为轻;(2)同基重制品厚度较厚,具有蓬松性;(3)成品柔软度适中,具有舒适感;(4)拨水透气性好。
PP 树脂不吸水,含水率零,制品拨水性佳,且由 100%纤维组成,具有多孔性,制品透气性佳,易保持布面干爽;(5)无毒、无刺激性。
PP 纺粘制品不含其他化学成分,无毒、无异味且不刺激人体皮肤;(6)抗化学药剂。
PP 树脂属化学成分钝性物质,抗化学侵蚀强度佳,产品不受侵蚀而影响强度;(7)抗菌性较好。
不发霉并能隔离存在液体内细菌及虫类的侵蚀;(8)物理机械性能佳。
制品强度较一般短纤产品为佳,强度无方向性,纵横向强度相近;(9)加工容易。
PP 树脂属热可塑型树脂,除可以用一般针车加工外,亦可以用高周波热熔缝合方式加工;涤纶纺粘布的特性:(1)高强度,具有较好的拉力强度;(2)具有良好的耐热性,可在120℃环境中长期使用,在150℃环境中也可使用一段时间;(3)耐老化、抗紫外线、延伸率高、隔音;(4)具有较好的稳定性和透气性;(5)耐腐蚀性较好,对酸及一般非极性有机溶剂有极强的抵抗力;(6)无毒、耐微生物、能防蛀、不受霉菌等作用;纺粘非织造布广泛应用于家庭用品、包装用品、装饰行业、农业用布、防水材料、高档透气(湿)防水材料基布、过滤材料、绝缘材料、电器、加固材料、支撑材料、汽车装饰材料、复合膜基布、婴儿和成人尿布、卫生巾、防护用品、一次性卫生材料等领域。
针刺无纺布制作过程及参数设计针刺无纺布制作是一种将纤维材料无序混合后,在针刺机的作用下,在材料中形成锁定的物理化学作用的非织造材料制造工艺。
下面将详细介绍针刺无纺布的制作过程和参数设计。
1. 材料混合:将不同种类和长度的纤维用机械或人工混合在一起。
这样的做法可以在一定程度上使得纤维密度均匀分布,并且由于纤维的混合,能够为针刺的锁定提供更好的针劈开性能,因此从一定程度上保证了产品的品质。
2. 针刺:针刺是制作无纺布的最重要的工艺环节之一。
针刺作为无纺布制作的核心工艺之一,具体分为预针刺和正式针刺两个步骤。
通过针刺的作用,可以使得纤维互相扣牢形成网状结构,从而形成产品的强度和硬度,完成初步成型。
3. 整理:在针刺工艺之后,需要通过整理工艺将无纺布进行加固和铺平,调整表面密度,增加手感和硬度。
4. 定型:通过加热处理或者打膜处理来使得无纺布在较高的温度和压力下进行定型处理,锁定产品性能并提升品质。
5. 后处理:切割、缝合等后续加工工艺。
以上是针刺无纺布制作的五个基本工艺环节,在实际制作中需要具体到参数控制方面进行考虑。
1. 纤维混合比例:按照不同的用途,需要选购不同的纤维混淆比例。
根据产品所需要的强度和硬度来选择不同的纤维混合比例,以及杂交比例和纤维切割长度。
2. 针刺密度:针刺密度是制作无纺布最重要的参数之一。
针刺密度的大小直接关系到制成的无纺布的强度和硬度。
常用的针刺密度在50-200刺/㎡之间,不同行业和产品需要的针刺密度有所不同。
3. 针刺线数:过程中不同针刺线数对无纺布的物理化学性能、外观造型等方面的影响程度也不同,因此制作无纺布时需要对针刺线数进行考虑。
4. 针刺深度:不同针刺深度会对无纺布的结构和性能产生影响,因此需要有效控制针刺深度。
综上所述,针刺无纺布制作是一门综合工艺,需要对纤维混合、针刺密度、针刺线数、针刺深度等参数进行精细调控,使得无纺布具备所需的强度、硬度和手感等品质特点。
非织造布后整理工艺及设备冯学本(中国纺织机械器材工业协会非织造布机械专业委员会副主任委员214062)摘 要 介绍非织造布的各种后整理的工艺及相应的设备。
关键词 非织造布 后整理 工艺 设备 非织造布必须经过必要的后整理,如浸渍、涂层、印花、染色、拉幅定形、烧毛、热轧、拒水、阻燃、分切成卷等,才能使其成为各种功能的非织造布产品,达到客户的要求。
由于非织造布的产品种类繁多,后整理设备也就五花八门。
以下按非织造布后整理的作用、类型及工艺作简要介绍。
1 热定形1.1 目的非织造布热定形的目的主要是降低其热收缩率。
如过滤材料在它的使用条件下,热收缩率应≤1.5%;合成革基布要求布面紧密细腻,定形充分,不反弹。
非织造布热定形的工艺条件主要是时间与温度,温度越高,时间就越短。
由于非织造胚布材料尺寸稳定性较差、密度较低、断裂伸长也较大、表面绒毛较多、耐热稳定性也差,通过热收缩定型处理后,可以改善并提高许多性能,如提高强度、降低纵横向强力比、增大密度、改善表面平整度、提高尺寸稳定性等。
像合成革基布,通过增加其密度,来改善其手感。
1.2 设备热定形设备一般与其他工序组合使用,如:将拒油拒水化学整理、涂层整理的设备组合在一起,构成一条完整的生产线。
热定形设备有圆网和平网拉幅两种,目前用得最多的是平网拉幅这种形式。
2 烧毛2.1 目的烧毛的目的在于烧去过滤材料迎尘面上的绒毛,使迎尘面光洁平滑。
有些产品采用单面烧毛,但也有些厂商为了使产品结构更稳定,进行双面烧毛。
烧毛时将过滤材料平整地快速通过高温火焰,或擦过赤热的金属表面,这时过滤材料表面上存在的绒毛很快升温,并发生燃烧,而本体比较紧密,升温较慢,在未升到着火点时,即已离开了火焰或赤热的金属表面,从而达到烧去绒毛,又不至于损坏本体的目的。
热塑性纤维滤料烧毛还有一个非常重要的目的,那就是提供PTFE覆膜加工时的“粘接剂”,热塑性纤维滤料烧毛过后在烧毛面留下的熔融物,在PTFE覆膜工序加热时只需要比未烧毛纤维更低的温度即可再次熔融,这些再次熔融物即可将PTFE 拉伸膜与滤料粘合在一起。