机械加工工艺过程综合卡片2 A4
- 格式:doc
- 大小:72.00 KB
- 文档页数:2
03
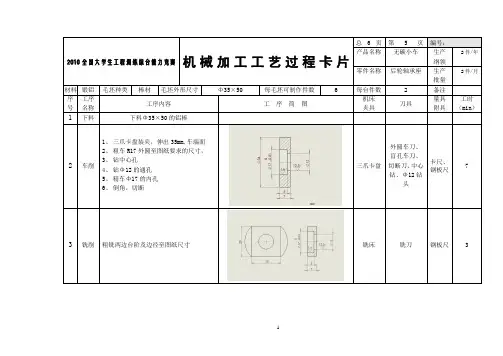
1 1 粗铣中间孔上端面,粗铣下端面至;精铣两头孔的端面至58mm;精铣中间孔上下端面 X63卧式铣床 专用夹具 铣刀 千分尺 1 1 1 1 1 146 146 40 146 146 1 1 1 1 1 0.25 0.25 0.25 750 1.78 13 13
8
10
10
04
1 1
2
粗镗,半精镗,精镗直径55mm孔至图样尺寸 T616卧式镗床 专用夹具 YG8硬质合金镗刀 千
分
尺 塞规 1 1 1 2 0.6
0.4 33 33 33 1 0.3 0.12 245 64 64 1 0.3 0.12 30 100 80
05
1 1 钻直径8mm的锥销孔至一半,然后与轴做配合钻通;再钻M8*1mm的螺纹孔,并攻螺纹 组合机床 专用夹具 直径7.5mm麻花钻 直径8mm麻花钻 直径8mm丝锥 塞规 1 1 1 40 40 0.3 0.3 195 195 195 0.1 0.1 0.1 32 32
32
06 1 1 铣断 组合机床 专用夹具 YG硬质合金圆盘铣刀 塞规 1 146 33 0.3 100 1 126
07 1 1
去毛刺,检查
专用器械 专
用
夹
具