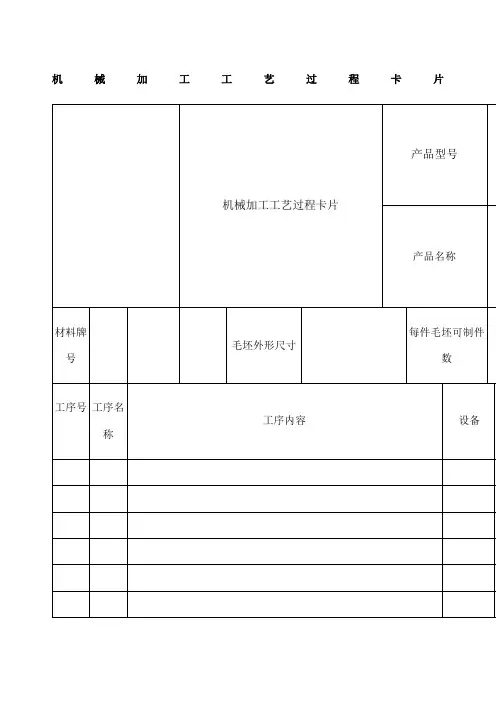
机械加工工艺过程卡片
- 格式:doc
- 大小:62.50 KB
- 文档页数:2
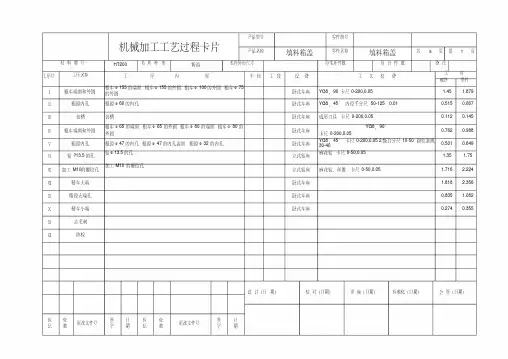
中北大学机械加工工艺过程卡片产品型号零件图号
产品名称汽车底盘零件名称万向节滑动叉共1页第1页
材料牌号45钢毛坯种类模锻件毛坯外形尺寸每坏件数 1 每台件数 1 备注
工序号
工序名称工序内容车间工段设备工艺装备工序时间/min 基本辅助
1 车粗车Φ62mm、Φ60mm外圆,粗车端面至
Φ40mm,倒角,车M60×1螺纹机加工卧式车床
CA6140
专用夹具,P10外圆车刀、
螺纹车刀,螺纹规
1.3326 0.2
2 钻钻扩Φ43mm及沉头孔Φ55mm 机加工六角车床
C365L 专用夹具,麻花钻Φ25mm,
Φ41mm,扩孔钻Φ43mm
锪钻Φ55mm
9.26
3 车Φ43mm内孔,倒角5×30°机加工卧式车床
CA6140
专用夹具,成形车刀/样板0.865
4 钻钻锥螺纹Rc1/8底孔(Φ8.8mm)
机加工立式钻床
Z525
专用夹具,
麻花钻头Φ8.8mm
0.24
5 拉拉花键孔16×43H11×50H8×5H10
机加工
卧式拉床L6120 专用夹具,花键拉刀,花样
量规
0.373
6 铣粗铣Φ39mm两孔端面,保证尺寸
118.40-0.02
机加工
卧式铣床X62 专用夹具,高速钢镶齿三面
刃铣刀Φ225mm/卡板
2.21
描图7 钻钻、扩Φ39两孔及倒角。
钻孔Φ25mm,扩钻Φ37mm,扩孔Φ
38.7mm,倒角2×45°机加工立式钻床Z535 专用夹具,麻花钻Φ25mm、
Φ37mm,扩孔钻
Φ38.7mm,90°锪钻
3.63
8 镗粗、精镗mm两孔。
粗镗孔
Φ38.9mm,精镗孔mm
机加工金刚镗床T740 专用夹具,P05镗刀,塞规 1.28
9 磨磨Φ43mm两孔端面/磨上端面/磨另一端
面机加工平面磨床
M7130
专用夹具,砂轮WA46KV6P
350×40×127
7.28
描校10 钻钻螺纹底孔4-Φ6.8mm并倒角/ 钻孔2-
Φ6.8mm / 倒角机加工立式钻床Z525 专用夹具,麻花钻
Φ6.8mm,锪钻120°
0.96
11 攻螺纹4-M8、Rc1/8/、2-M8 机加工立式钻床Z525 M8丝锥,Rc1/8丝锥 1.18
12 冲箭头机加工油压机
装订号设计
日期
审核
(日期)
标准化
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日
期。