第30卷 第5期
2010年10月
航 空 材 料 学 报
J OURNAL OF A ERONAUT ICAL MAT ER I A LS
V o l 30,N o 5 O c t ober 2010
AZ91D 镁合金表面浸锌工艺研究
钱建刚1
, 徐 敏1
, 滕晓明1
, 黄 巍
2
(1.北京航空航天大学化学与环境学院,北京100191;2.北京承轩恒安科技有限公司,北京100022)摘要:为使AZ91D 镁合金表面浸锌时无需采用氢氟酸进行前处理,采用百格试验和盐雾试验等方法对浸锌液主要成份及工艺参数对所得浸锌层性能的影响进行了研究。结果表明:浸锌液中硫酸锌和焦磷酸钾的浓度、浸锌液的温度、p H 值以及浸锌时间均对浸锌层的质量有很大影响;最佳浸锌液的组成为:硫酸锌40g /L,焦磷酸钾125g /L,抑制剂20g /L,添加剂80g /L,与工艺参数温度75 5 ,p H 值10 5 0 5,时间2~3m i n ;在最佳浸锌条件下可在A Z91D 镁合金表面获得浸锌层的结合力良好,耐盐雾时在最佳浸锌条件下可在AZ 91D 镁合金表面获得浸锌层的结合力良发好,耐盐雾时间为28m in ,将浸锌后的镁合金进行电镀铜试验,铜镀层结合力与耐蚀性均良好。关键词:镁合金;浸锌;结合力;耐蚀性DO I :10 3969/j i ssn 1005 5053 2010 1 012
中图分类号:TG146 2+2 文献标识码:A 文章编号:1005 5053(2010)05 0058 05
收稿日期:2009 03 10;修订日期:2009 04 20基金项目:航空基金资助项目(20085451039)
作者简介:钱建刚(1964 ),男,副教授,(E m ail)qian j g@buaa .edu .cn 。
镁是结构材料中最轻的金属材料之一,镁合金具有比强度、比刚度高,减震性好,易回收等一系列优点
[1~3]
,目前已广泛应用于汽车、电子、航空、航天
等行业中[4,5]
。然而,由于其耐蚀性及耐磨性差而
使镁合金的应用受到很大限制。目前国内外解决这两大难题的主要技术有:电镀、化学镀、阳极氧化、化学转化膜、物理气相沉积、表面有机涂层、激光表面
处理等[6~9]
,其中电镀和化学镀是最常用的技术之一。由于镁合金比较活泼,在其表面直接进行电镀或化学镀时,其镀层的结合力不够理想
[10,11]
。因
此,要想在镁合金表面得到结合力好的镀层,一般需要先在镁合金表面进行浸锌处理。浸锌工艺的好坏直接影响镁合金镀层结合力甚至于镁合金的镀层性能。目前,应用于镁合金的浸锌工艺主要有Do w 工
艺,N orsk H ydro 工艺以及W C M 工艺[12~14]
。其中W C M 工艺在以上三种浸锌工艺中获得的浸锌层最
为均匀,而且浸锌层的耐蚀性、与基体的结合力等方面均最好。但该工艺在常规的脱脂、酸洗及碱洗后需采用氢氟酸溶液来进行前期活化,而氢氟酸有毒不利于保护环境。为此,本研究无需氢氟酸前期活
化的镁合金浸锌工艺,并探讨浸锌溶液中各主要组份及工艺参数的影响。
1 实验
1.1 实验材料
本实验所用材料为AZ91D 镁合金,其化学组成
见表1。材料表面依次用80#,200#,600#,1000#
,1200#
碳化硅水磨砂纸进行打磨,自来水清洗,去离子水清洗,暖风吹干,放置于干燥器待用。材料暴露面积为15mm 15mm,其余采用氯丁橡胶封闭。
表1 A Z91D 镁合金的化学组成(质量分数/%)
T ab l e 1 Che m i ca l compositi ons o fm agnes i u m a lloy A Z91D (m ass fraction /%)
A l Zn M n S i F e Cu N i I m pur i ties M g 8.5~9.5
0.45~0.9
0.17
0.05
0.004
0.015
0.001
0.01
Ba.l
1.2 前处理工艺流程
(1)焦磷酸钠30g /L ,表面活性剂2g /L ,温度
65 ,时间4~5m i n 。除去镁合金表面的油脂和污物。
(2)草酸10~20g /L ,温度45 ,时间120s 。轻微腐蚀镁合金表面,除去镁合金表面的氧化膜。(3)焦磷酸钠80g /L ,氢氧化钠30g /L ,温度
65 ,时间180s 。除去镁合金表面残留的酸,使得镁合金表面形成一层均匀的氧化膜。
第5期AZ91D镁合金表面浸锌工艺研究
试样经上述前处理工艺处理后,即可进行浸锌工艺的处理。
1.3 浸锌液组成
浸锌液的基本组成如表2。浸锌液中包括抑制剂和添加剂等。浸锌液配方主要以浸锌层的结合力及耐蚀性为评价指标进行优化。
表2 浸锌液的化学组成
T able2 Che m ical co m pos itions of zi nc d i ppi ng so l u tions
So l uti ons
F or m ula
Z inc su lfate/
(g L-1)
Potassi u m
pyrophosphate/
(g L-1)
Inhi b itor/
(g L-1)
EDTA/
(g L-1)
Sod i u m
c itrate/
(g L-1)
Sod i u m
g lucona te/
(g L-1)
P otassi u m
sod i u m
tartra te/
(g L-1)
A dditive/
(g L-1)
1401252040
2401252060
3401252040
4401252030 5401252080
1.4 浸锌层的性能测试
(1)结合力测试
参照GB/T9286 1998 百格实验 ,用划刀在浸锌膜层表面划出1mm 1mm的100个小方格,最后用3M胶带粘贴后撕拉,计算未鼓泡或未被撕拉掉的小方格子数所占总的小方格子数的百分数,以此百分数作为评价浸锌膜层结合力的好坏。百分数越大,表明浸锌膜层结合力越好。
(2)盐雾试验
参照GB/T10125 1997 盐雾试验 标准测试浸锌膜层的耐蚀性。采用FY 06E型盐雾试验箱进行中性盐雾试验,试验介质为p H=6.8~7.2的3.5%N a C l溶液,试验温度35 2 ,连续喷雾,喷雾压力0.17MPa,盐雾沉降速度1~2m L/h 80c m-2。试样以被测面与垂直方向成20 角的方式放置于盐雾试验箱中。
2 结果与讨论
2.1 浸锌液基本配方的确定
表3为表2中五个浸锌液配方所得浸锌层性能的测试结果。从表3中可以看出:不同浸锌液配方对浸锌层的性能影响较大;除配方一外,其余浸锌层均呈均匀的蓝白色;浸锌时放出氢气速度较慢的有配方二和配方五;在此五个配方中,浸锌层与镁基体结合力为优的是配方四和配方五;浸锌层耐蚀性最好的为配方五。浸锌过程主要为锌与镁之间的置换反应,由于镁化学性质活泼,使得在锌与镁置换反应时会夹杂有镁与溶液中氢离子间的置换反应,放出氢气,反应放出的氢气会影响到浸锌层的结合力。综合比较表3中不同浸锌液配方所得浸锌膜层的性能可知,配方五浸锌液浸锌时放出氢气的速度较慢,且能得到具有优异结合力和良好耐蚀性的浸锌层,因此,选择配方五作为浸锌液的基本配方。
2.2 硫酸锌对浸锌层结合力影响
表4为不同浓度的硫酸锌对浸锌层的影响。由表4可知,随着硫酸锌含量的增加,浸锌层的颜色由浅蓝逐渐加深,最后呈蓝黑;而浸锌层的结合力随着硫酸锌含量的增加先逐渐提高,后下降,当硫酸锌浓度为40g/L时,所得浸锌层的结合力最佳。这是因为当硫酸锌含量过低时,浸锌液中的锌离子浓度过低,使得反应过慢,锌晶粒就比较细小,沉积的锌层颜色较浅,与镁合金的结合力一般;当硫酸锌含量过高时,锌离子浓度过大,使得反应过快,锌晶粒就比较粗大,锌层颜色加深且与镁合金的结合力变差。
表3 不同浸锌液配方所得浸锌层的性能
T ab le3 The perfor m ance o f zi nc di pping lay er fro m d ifferent zi nc di ppi ng so luti ons
Z i nc d i ppi ng layer perfor m ance
For m ula
12345
Appea rance B l ue black
U neven
b l ue wh i te
U neven
bl ue wh ite
Even
blue wh ite
Even
b l ue wh i te
Ev en
R elease rate o f hydrogen F aster Slo w Faster F aste r S lo w
B ind i ng force/%205080100100
Salt spray ti m e/m i n1010102025
59
航 空 材 料 学 报
第30卷
表4 硫酸锌浓度对浸锌层影响
T ab le 4 E ffects of zi nc sulfate concen trati on on zinc d i pp i ng l ayer
Z i nc d i ppi ng layer perfor m ance Z i nc sulfate concentration /(g L -1)10254075100Appea rance Cambr i dg e b l ue
Even
B l ue Ev en Ca m bri dge bl ue
Even
D ark bl ue F l o ati ng B l ue black Ev en B inding force /%
80
80
100
30
20
2.3 焦磷酸钾浓度对浸锌层结合力影响
表5为不同浓度的焦磷酸钾对浸锌层的影响。焦磷酸钾在浸锌液中的主要作用是,通过络合作用使得浸锌液中游离锌离子量减少,从而使得锌电对的电极电位接近于镁电对的电极电位,当两者的电极电位相近时,浸锌反应进行得就比较缓慢,沉积得到的锌晶粒就比较细小,浸锌层的结合力就会得到相应提高。由表5可知:随着焦磷酸钾浓度的增加,浸锌层的结合力逐渐变好;当焦磷酸钾的浓度达到
125g /L 时,浸锌层的结合力达到100%;当浸锌液中焦磷酸钾浓度较少时(30~90g /L),浸锌液中的锌离子量相对较多,使得锌离子易水解生成沉淀,浸锌液变得混浊,与此同时由于锌电对的电极电位与镁电对的电极电位相差较大,锌离子沉积较快,导致浸锌层结合力降低;当浸锌液中焦磷酸钾的浓度达到125g /L 时,锌电对的电位已经接近于镁电对的电位,此时,锌离子沉积较慢,浸锌层的结合力则得到相应提高。
表5 焦磷酸钾浓度对浸锌层的影响
T able 5 Effects o f potassi u m pyrophospha te concentra tion on zi nc dipp i ng layer
Z i nc D ipp i ng Layer P erfor m ance Po tassi um pyrophosphate concen tra ti on /(g L -1)
306090125150Appea rance Cambr i dg e B l ue /even
B l ue Ev en Da rk b l ue Even Ca m bridge blue F l o ati ng
C a mbr i dge B l ue /even B ind i ng force /%
2040
60100100Z inc d i pp i ng liquid sta te
Turbi d ity
S ligh t turb i d i ty
C lar if y ing
C l ar ify i ng
C larif y i ng
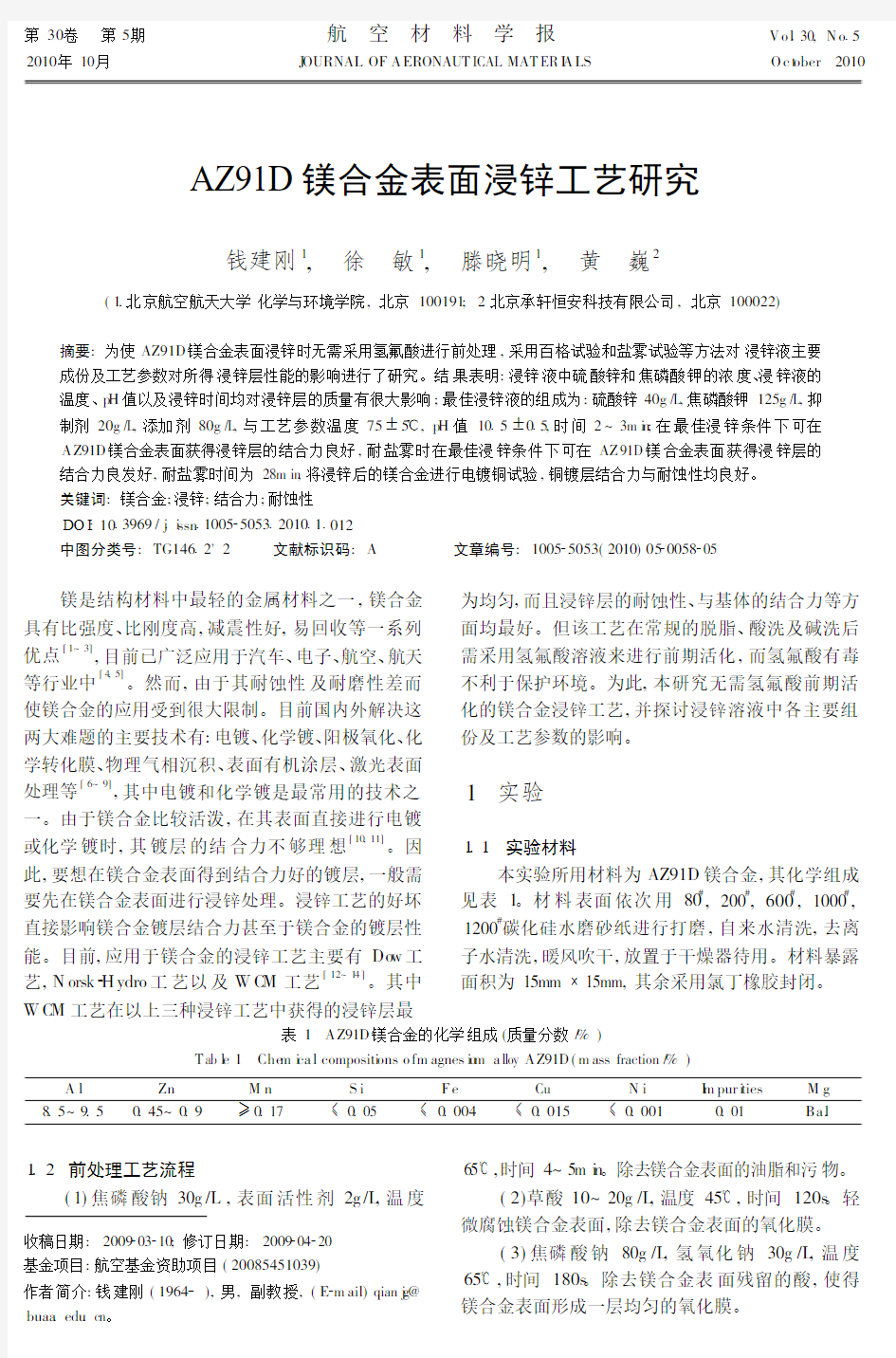
2.4 抑制剂对浸锌层的影响
图1为浸锌液中加入抑制剂后对浸锌速度和浸锌膜层结合力的影响。由图1a 可知,抑制剂对浸锌层沉积速率的影响非常大,当其含量在5g /L ,反应速
度很快,平均沉积速率为1.23 10-4g /c m 2
m i n ,随着其含量的增加,反应的沉积速率逐渐降低,最后当含量为20g /L 时,沉积速率降低到0.94 10-4
g /c m
2
m in 。之后,随着抑制剂量的增多,锌的沉积速率基
本不变,故抑制剂在20~25g /L 时达到最好效果。
由图1b 可知,抑制剂对浸锌层结合力的影响也非常大,当其含量在5g /L,浸锌膜层的结合力很差,仅为60%;随着其含量的增加,浸锌膜层的结合力不断升高,最后当含量达到20g /L 时,浸锌膜层的结合力也达到了最佳,膜层结合力此时为90%;之后,随着抑制剂量的增多,膜层的结合力稍有降低,故抑制剂在20g /L
时达到最好效果。
图1 浸锌溶液中不同抑制剂浓度与锌的沉积速率及浸锌膜层结合力的关系F i g .1 T he relationsh i p bet w een the different i nhi b itor concentrati ons and the depo siti on ra te
o f zi nc and the bi nding force o f the speci m en i n zi nc di ppi ng soluti ons
60
第5期
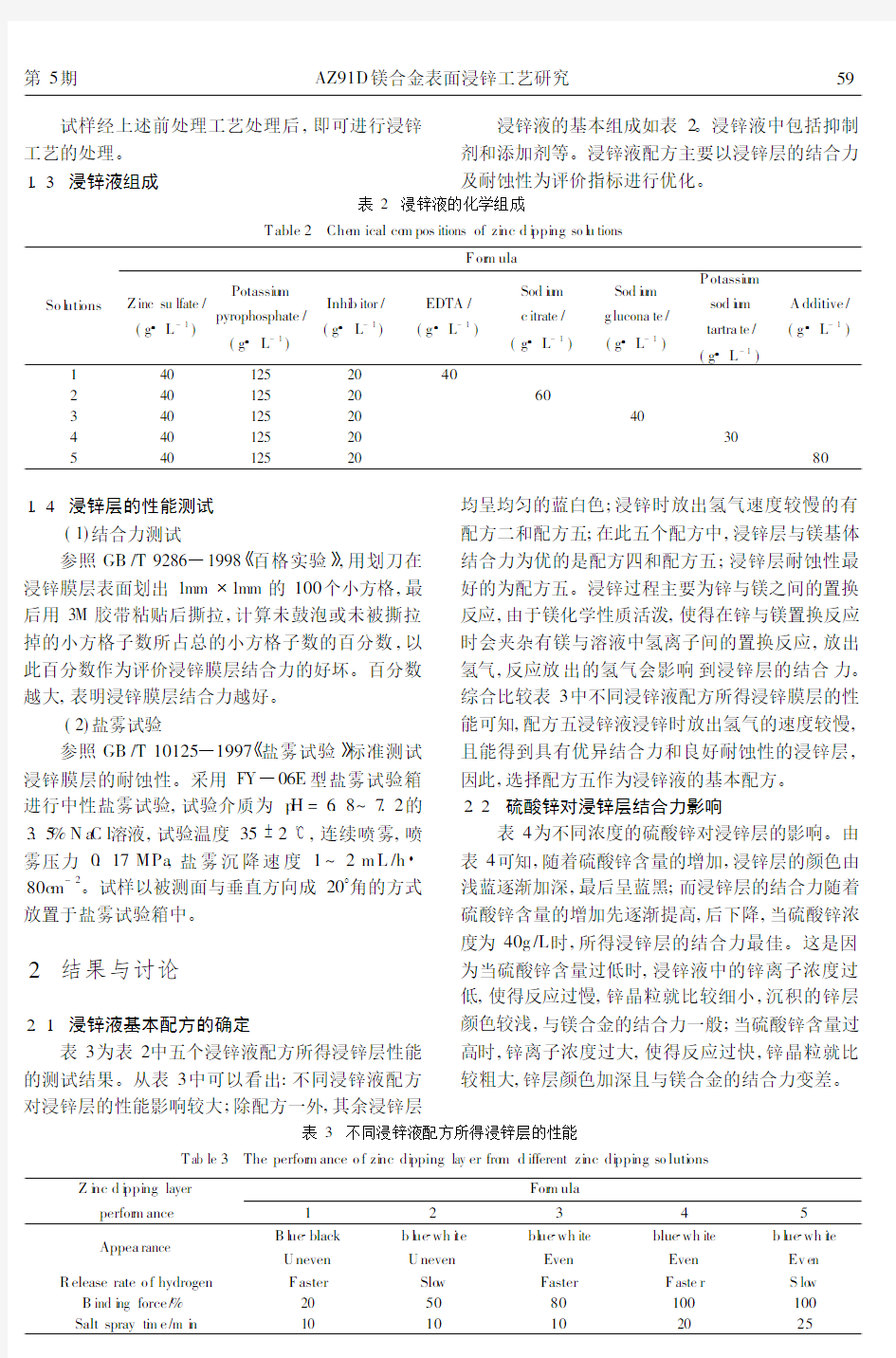
AZ91D 镁合金表面浸锌工艺研究2.5 温度对浸锌层的影响
图2为浸锌液温度对浸锌层形貌的影响。从图2中可以看出:随着浸锌液温度的逐渐升高,锌晶粒
的尺寸逐渐变大,而覆盖度先增加后减小;当浸锌液温度为65 时,锌晶粒比较细小,但由于温度较低,使得浸锌层覆盖度不够,浸锌层表面存在有很多黑的孔洞;当浸锌液温度为75 时,锌晶粒相对也比较细小,但覆盖度较好,且浸锌层表面的黑色孔洞很少;当浸锌液温度为85 时,浸锌的晶粒明显变大,与此同
时锌层表面的覆盖度却明显降低,可以看到大量的黑色孔洞的存在,这是因为浸锌的温度过高时,浸锌反应明显加快,使得浸锌层的结合力下降,最终导致在
后续的超声波水洗时浸锌层被部分剥落下来。整体看来,浸锌温度过低时,浸锌层的覆盖度较低,不利于后续电镀的进行;浸锌温度过高时,浸锌层的晶粒粗大,浸锌层容易脱落,同样也不利于后续工艺。综上可知,浸锌液的最佳温度应在75 左右,此时锌晶粒比较细致、均匀,
且对镁合金基体的覆盖度较高。
图2 不同温度浸锌液所得浸锌层的微观形貌 (a)65 ;(b)75 ;(c)85
F i g .2 M icromo rpho l ogy o f zi nc dipping layer fro m d ifferent te m pera t ures in zi nc d i ppi ng so luti ons
(a)65 ;(b)75 ;(c)85
2.6 p H 值对浸锌层结合力的影响
表6为p H 值对AZ91D 镁合金上浸锌层结合力的影响。由表6可以看出:浸锌层的结合力随着浸
锌液pH 值的不断升高而逐渐提高,但当p H 值高于11.5时,浸锌液出现了浑浊;当浸锌液p H 值为8~9时,根据镁的Pouba i x 图
[15]
知,此时易发生镁与氢
离子之间的置换反应生成氢气,生成的氢气会严重
影响锌离子与镁之间的置换反应,使得浸锌层易发生鼓泡,导致浸锌层的结合力较差;当浸锌液p H 值在9~10时,此时易发生氧化镁转化为氢氧化镁的反应,但根据镁的Poubaix 图,此时p H 值的范围仍
不在氢氧化镁的钝化区,氢氧化镁仍然不稳定,仍会有部分的氢氧化镁溶解,使得镁与氢离子易发生反应,导致浸锌层结合力的下降;当浸锌液p H 值在10
~11时,镁表面的氧化物易于转化为氢氧化镁,此时氢氧化镁处在钝化区,生成的氢氧化镁膜会大大降低镁与氢离子之间的置换反应,使氢气的放出速度大大减慢,对锌离子与镁之间的置换反应影响将减小,浸锌层的结合力将变好;当浸锌液p H 值大于11时,由于溶液中的氢氧根离子太多,使得溶液中的锌离子会沉淀出来,从而使浸锌液出现浑浊。
表6 p H 值对浸锌层结合力的影响
T able 6 E ffects o f p H value on b i ndi ng f o rce o f zi nc dipp i ng layer
Z i nc d i ppi ng layer perfor m ance
p H va l ue 8.08.59.09.51010.51111.5B ind i ng force /%
20
30
60
75
100
100
100
100
2.7 时间对浸锌过程的影响
图3为浸锌时间对浸锌层质量的影响。由图3
可以看出,单位面积上浸锌层的质量随着浸锌时间的延长而不断增加,但不同的时间段增加的幅度不同;从开始到浸锌2m in ,单位面积上浸锌层的质量随浸锌时间的延长增加较快;从浸锌2m i n 到浸锌8m i n ,单位面积上浸锌层的质量随浸锌时间的延长增加较缓慢;浸锌8m i n 以后,浸锌层的质量反而有
所下降。这是由于当镁合金刚浸入到浸锌液中时,锌离子与镁的接触面积较大、反应较快,锌的沉积量
较多;随着浸锌时间的延长,锌离子与镁的接触面积不断减小、反应减慢,锌的沉积量减少;在浸锌8m i n 以后,可能由于浸锌层在浸锌液中浸泡时间太长,开始有部分的锌层脱落,从而引起浸锌层的质量有所下降,而且浸锌层的结合力也随着浸泡时间的延长而下降。因此,镁合金的浸锌时间以2~3m i n 为宜。
61
航 空 材 料 学 报第30
卷
图3 单位面积浸锌层质量与时间的关系
F i g.3 T he relati onship bet w een the w e i ght o f depos iting
zi nc per un it area and ti m e
3 结 论
AZ91D镁合金的浸锌层质量受浸锌液的组成和工艺参数影响很大,通过上述分析与讨论得到的最佳浸锌液的组成与工艺参数为:硫酸锌40g L,焦磷酸钾125g L,抑制剂20g L,添加剂80g L,温度75 5 ,p H值10.5 0.5,时间2~3m i n。利用此组成与工艺参数在AZ91D镁合金表面所得浸锌层的结合力为100%,耐盐雾时间为28m i n,将浸锌后的镁合金进行电镀焦铜实验,结果发现焦铜镀层结合力与耐蚀性均良好。
参考文献:
[1]史文方,周昆.我国镁合金的开发应用现状及展望[J].
汽车工艺与材料,2004(6):32-37.
[2]汪之清.国外镁合金压铸技术的发展[J].铸造,1997
(8):48-51.[3]张鹏,曾大本.异军突起的镁合金压铸[J].特种铸造和
有色合金,2000(6):55-57.
[4]陈晓阳,曾大本.镁合金铸件的应用现状及发展前景
[J].铸造,1999(11):53-55.
[5]曾小勤,王渠东,吕宜振,等.镁合金的应用新进展[J].
铸造,1998(11):39-43.
[6]刘凤岭,骆更新.微弧氧化与材料表面陶瓷化[J].材料
保护.1998,31(3):12-24.
[7]李瑛,余刚,刘跃龙,等.镁合金的表面处理及其发展趋
势[J].表面技术,2003,32(2)1-3.
[8]赵明,吴树森,罗吉荣,等.镁合金无铬表面处理现状和
前景[J].铸造,2003,52(7):462-465.
[9]W ILLEKEN S J M A.A R ev ie w o f G l obal Develop ments i n
M agnesiu m A uto mo ti ve Co m ponents.In:I M A M agnesiu m Abneh me rsem i nare&A uto m oti ve Sem i nar.A len:Europae
i sche Fo rschungsge m e i nschaft M agnesi u mguss e.v.,1998,
13:1-6.
[10]陈亚莉.航空用铸造镁合金的发展[J].航空制造工
程,1998(5):24-26.
[11]师昌绪,李恒德,王淀佐,等.加速我国金属镁工业发展
的建议[J].材料导报,2001,15(4):526.
[12]韩薇.我国镁工业发展现状和建议[J].有色金属世
界,2002,3:19-23.
[13]刘绍禄.我国镁工业的发展趋势[J].世界有色金属,
1996,4:11-16.
[14]徐锦,韩晓庆,刘有锡.国外镁市场供需形势及对我国
镁行业的建议[J].世界有色金属,1996,2:29-33. [15]YUAN G L.M icro arc e lectro depo siti ons o f cera m i c fil m s
on doub l e electrodes o f A Z91D m agnesi um a lloy by sy m m etr i ca lA C pu l se m ethod[J].Surface Eng i nee ri ng,2003
(19):345-349.
Study on Fil m s of Z i nc I mm ersion on AZ91D M agnesi u m All oy
Q I A N Jian gang1,XU M i n1,TE NG X iao m ing1,HUANG W e i2
(1.Schoo l of Che m istry and Env iron m ent Eng i neering,B eihang U n i ve rs i ty,Be ijing100191,China;2.Be ijing Chengxuanheng an sc i ence and techno logy CO.,LTD.Be iji ng100022,Chi na)
Abstrac t:M agnesi u m a ll oy usua lly needs the process o f zi nc i m m ers i on before e lectrop l a ti ng or e l ectro less plati ng.T he corrosion resi st ance and the adhesion o f the subsequent m etal coati ngs are directl y i nfl uenced by the qua lity o f the z i nc i m me rsion.The trad i tiona l i m m ersi on process us ua lly needs hydrofl uoric acid which is har m fu l to the env ironment.The infl uences o f the ma i n com ponents and the pa ram eters i n t he zinc i m me rsion process wh ich di dn t use the hydro fl uo ric ac i d as the pre acti vation on the perfor m ance of the zi nc coa tings were i nvestigated by cro ss cut test,neu tra l sa lt spray test and o the r tests.R esults show that the concentrati on of the zi nc sulfate and po tassiu m pyropho sphate,the te m pe rature,p H and the ti m e greatl y i n fluence the qua lity o f the zi nc fil m.The m ai n components and the para m eters i n the zi nc i m m ersion process a re as f o ll ow s:zi nc su lfate40g/L,potassi u m py rophosphate125g/L,i nh i b itor20g/L,add i ti ve80g/L,temperature75 5 ,p H10 5 0 5,ti m e2~3m i n;A n excellent adherent zi nc all oy coati ng can be obta i ned by usi ng the opti m a l process and t he corro si on resistance ti m e i n neutral salt spray test is28m in.AZ91D M g all oy is e l ec trop l ated w ith copper after usi ng t he zi nc i m me rsion process.The adhesi on of t he subsequent m eta l coatings and the corrosion resistance are both ex cell ent.
K ey word s:m agnesi u m a lloy;zi nc i m m ersi on;adhesi on;co rrosion resistance
62
锌合金电镀工艺 锌合金本身的基体特性及特殊的加工形式对电镀产生很大影响。1.锌合金的材料为锌-铝合金,均为活泼的两性金属。而两种金属中以铝在前处理最为困难,所以必须控制铝的含量,一般需电 镀的锌合金材料,铝的含量不应超过4%,铝含量过高,将使电 镀难以进行。 2.工业上常见的应用锌合金材料含Al 4%左右、Cu 0.75%~1.25%、Mg 0.03%~0.08%,其余为主要成分Zn,Zn是两性金属,电极电 位较负,对酸碱都比较敏感,且容易发生化学反应导致腐蚀。 而且,锌合金材料在压铸成型过程中,往往由于工件表面温度 差异,会产生成分偏析现象,表面局部出现富锌或富铝相,在 前处理除油腐蚀活化过程中稍微疏忽,就会造成富铝相或富锌 相部分优先溶解,表面不均匀腐蚀导致产生气孔麻点甚至气泡 等而影响表面质量。 3.锌合金压铸材料的组织结构有其特殊性,就是其压铸表面组织致密光滑,孔隙率较低,硬度也比较低且表面致密层厚度较薄,一般只有0.05~0.2 mm。内层则是多孔疏松结构。假如在前处 理加工工序中掌握不当,损伤表面致密层,将会给后续工序增 加更多的困难,也会使锌合金抗蚀防护质量降低。 锌合金电镀工艺过程:抛光→冷脱除蜡→超声波除蜡→超声波除油→阴极电解除油→阳极电解除油→活化→预镀→碱铜→酸铜 1)抛光——锌合金压铸件成品不可避免的有飞边、毛刺、压痕等现 象,在电镀前需经过磨抛光处理,才能获得良好的外观。
2)冷脱除蜡——锌合金抛光后残留的抛光蜡比较多,在除蜡水中清 洗时间过长容易造成腐蚀,所以在超声波之前最好能有一道冷脱工艺,先将蜡、油污部分溶解和软化。 3)超声波除蜡——除蜡水的PH和温度不宜太高,否则易对锌合金 表面形成孔状腐蚀。温度高,除蜡效果肯定好。如果能掌握好材料性能,可以采用高温——短时间的工艺来处理。 4)超声波除油——锌合金表面如果油污不是太重,可以直接电解除 油。如果油污比较多或形状复杂、有凹槽、盲孔的零件利用超声波除油效果好。除油粉的PH不能太高,因为强碱对铝的溶解快,零件表面会溶出缩孔,这些缩孔在电镀过程中清洗不干净将影响结合力。 5)阴极电解除油——锌合金阴极电解除油一定要在工艺的范围内使 用,PH高、温度高、电流高、浓度高都会对锌合金表面产生腐蚀,影响后续工艺的结合力。阴极电解时,阴极发生还原反应析氢,有利于对油膜的溶解,但电流不能太高一般在3~~5A/dm2,电流高析氢严重会造成零件渗氢现象,影响后续电镀工艺的结合力。 阳极发生氧化反应,如果阳极不耐腐蚀会造成阳极溶解,所以阳极应使用不锈钢板或不锈钢网(304#、316#)。如果阳极选择不当,阳极腐蚀后部分金属溶解,这些金属离子在阴极上沉积析出,会形成疏松的浮灰现象,严重影响电镀结合力。(用手指摸零件表面,如果手指上有灰黑色,说明零件有浮灰产生) 6)阳极电解除油——为了使阴极脱脂后减少浮灰、黑膜现象和减少 阴极电解的渗氢现象,在阴极电解除油后建议做短时间(30~~60秒)的阳极电解除油。阳极电解除油的目的,在于增加镀层的附
锌合金由于成型方便,可塑性强,成本低,加工效率高,广泛应用在卫浴,箱包,鞋服辅料中,但锌合金的起泡问题(电镀;喷涂)却一直困恼着五金厂与电镀厂的朋友. 今天我们乐将公司把汇总服务过的多家五金厂电镀厂针就锌合金起泡的经验编集,具体有以下几个方面: 1.锌合金产品设计之始,就要考虑到模具的进料口与排渣口与排气设置。因为进料与排渣的工件流道顺畅不裹气,不产生水渍纹,无暗泡,直接影响后道电镀是否起泡,合格进料与排渣模具压铸出工件,表面光洁,白亮,无水渍纹。 2.模具开发中也要考虑装模机台的吨位,压力,我们就亲身经历一个锌合金电镀后起泡百份20-30事件。一五金厂朋友接一几百万大单,模具开一出8件,不论电镀前处理如何解决总有20-30%起泡,最后将模具堵了4件,改成一模出4 件,再镀就无一起泡。 3.前处理表面的滚光液,抛光膏,氧化层没处理干净,长有出现滚光,滚抛后的工件,表面光亮许多电镀厂酸洗工序的员工就随便酸洗下,导至表面附着的滚光剂没洗净,长长出现起泡。另滚光滚抛厂所选用的滚光剂关系也很大,有些滚光剂中的表面活性剂极难洗去。 4.产品进碱铜(很多做五金朋友俗称的铜底)镀槽前工件表面仍有氧化膜(酸洗的膜)除蜡、除油的膜未处理净.的、所以脱膜很关健,早些年还能使用防染盐脱去,现环保不让排放含防染盐的废水,建议使用LJ-D009脱膜粉,效果优过防染盐,又能退镍层并且COD排放符合国际标准 5.碱铜镀槽有机物,杂质多,游离氰不在范围,化验碱铜缸成份,看是否氰化钠 偏低或氢氧化钠偏高!如添加光剂的小心光亮剂偏高,碱铜缸的清洁很关健,建议3-5天碳处理一次 6.碱铜缸的导电也很重要,阳极是否溶解正常,阳极铜板是否充足都会导至起泡 7.锌合金产品烘箱里出来后起泡;可能是烘箱温度不均匀导致即温度过高.由于压铸的时候不紧密,导致锌合金水渍纹沙眼里容易进酸,酸与锌在即使有表面镀层的情况下依然会发生化学反应,产生大量的氢气H当里面的气压高过大气压一定的程度时加上高温即会产生气泡.
锌合金的主要成份是锌, 还有铝。它们都是两性金属, 化学稳定性差, 在空气中容易氧化、变色.腐蚀. 所以我们首先必须了解电镀或涂装锌合金压铸件表面状态的质量控制 1.1工件的几何形状设计 锌合金铸件在设计其几何形状时, 尽量避免盲孔深的凹部等结构, 因此, 要求在零件设计时,在不影响外观和使用的部位, 留出便于溶液、气体流动的排泄工艺孔。这样不仅能很好地实施镀覆, 而且减轻了镀液被污染的程度。 1.2 压铸件的模具设计和压铸工艺 锌合金压铸件表面是致密层, 厚度约0.1 mm, 内部则是疏松多孔结构。在模具设计和采用压铸工艺时, 尽量使工件表面光滑, 减少裂纹、气孔、冷隔缝隙、飞边及毛刺等铸造缺陷。为此, 必须进行机械清理, 这时应避免损伤表面致密层, 以免露出多孔的基体造成电镀困难,并影响电镀质量。锌合金压铸时常常使用脱模剂, 对脱模剂的使用和去除应给予一定的重视, 它是影响镀层结合力的因素之一。 1.3 工件的材质选择 常用的锌合金材料中用于电镀的有2ZnAl 4-3、2ZnA1 4-1、2ZnAl 4-0.5、2ZnA14 使用最多的牌号为ZnAl-925, ZnAl-903, 但ZnAl-903 比ZnAl-925 更好。 另外, 在压铸时常用一部分回料, 其比例应控制在15%, 最好不要超过20%。因回料中容易掺杂其他(如硅)成分, 影响镀层的结合力。若使用回料多的铸件, 电镀时最好用氢氟酸活化。
2、镀前处理 2.1 毛坯检验 (1) 外观: 查看毛坯表面是否存在裂纹、凸泡、划伤、松孔等严重弊病。判断这些弊病的程度, 若可以使用机械手段(磨光、抛光等)除去, 可以增加打磨工序。 (2) 材质检验: 查阅锌合金的牌号, 了解使用回料的比例, 测试压铸件的质量, 把工件放置在100-110℃烘箱中保温30min, 查看外表有否凸泡。 2.2 表面的机械清理 锌合金压铸件表面存在着铸造缺陷, 必须进行机械清理、磨光和抛光。 (1) 较大工件须采用磨光及抛光除去表面缺陷。例如, 除去毛刺、飞边、模痕等。磨光的砂轮使用的砂粒一般应大于220目, 采用红色抛光膏; 新砂头应适当倒角, 布轮的直径50-40 0 mm, 圆周速度视工件大小而定, 通常为1100-2200 m/min。锌合金磨光时不要过度用力, 尽可能不要损伤表面的致密层, 不要使工件变形。为了使工件表面光滑, 还应该进行抛光口可选用白色抛光膏, 抛光膏不要太少, 以防局部过热, 出现密集细麻点。抛轮的大小和圆周速度可参照磨光, 抛光后最好用白粉拉一下, 清除滞留的抛光膏, 便于电镀。 (2) 较小工件不便抛磨, 可选择滚磨或滚光处理。若工件飞边、瑕疵较多, 应先滚磨。磨料可选择氧化铝、花岗石、陶瓷、塑料颗粒, 以及能除油及润滑的肥皂水、表面活性剂等。磨料及零件的装载量为3/4-4/5滚桶(易变形工件多装些, 溶液均浸满零件), 磨料与零件比为(1.5~2):1, 滚桶的转速6-12 r/min 。容易变形的零件转速慢些。
本技术属于金属表面处理技术领域,涉及一种镁合金外壳表面处理方法、镁合金外壳及移动终端。本技术的镁合金外壳表面处理方法,包括表面清洁、上色和干燥;其中,上色过程中所采用的原料包括显色浆料,所述显色浆料按重量份数包括以下组分:乙二醇丁醚25~40份、丁酮5~15份、乙烯基树脂32~48份、纳米二氧化硅12~24份、金属颜料5~18份和色浆5~15份。本技术可以提升镁合金外壳表面金属质感,安全、环保、无污染,克服了对金属或金属化合物类材料的限制,在较低的成本下能实现高量的生产,能够实现真正意义上的工业批量化生产。 权利要求书 1.一种镁合金外壳表面处理方法,其特征在于,包括表面清洁、上色和干燥; 其中,上色过程中所采用的原料包括显色浆料,所述显色浆料按重量份数包括以下组分: 乙二醇丁醚25~40份、丁酮5~15份、乙烯基树脂32~48份、纳米二氧化硅12~24份、金属颜料5~18份和色浆5~15份。 2.根据权利要求1所述的镁合金外壳表面处理方法,其特征在于,所述显色浆料按重量份数包括以下组分:乙二醇丁醚28~38份、丁酮6~12份、乙烯基树脂35~45份、纳米二氧化硅15~20份、金属颜料8~15份和色浆6~12份; 优选地,所述显色浆料按重量份数包括以下组分:乙二醇丁醚30~35份、丁酮8~10份、乙烯基树脂38~42份、纳米二氧化硅18份、金属颜料10份和色浆8~10份。 3.根据权利要求1或2所述的镁合金外壳表面处理方法,其特征在于,所述金属颜料包括金粉、银粉、珠光粉、银浆、铝粉和金葱粉中的至少一种; 优选地,所述金属颜料包括珠光粉和银浆;
优选地,所述珠光粉和银浆的重量比为1:1。 4.根据权利要求1所述的镁合金外壳表面处理方法,其特征在于,上色过程中所采用的原料还包括质感浆料; 优选地,上色过程中,先涂装显色浆料,再涂装质感浆料。 5.根据权利要求4所述的镁合金外壳表面处理方法,其特征在于,所述质感浆料按重量百分比包括以下组分:异丙醇20%~30%、丙二醇甲醚醋酸脂50%~70%和纳米二氧化硅10%~20%; 优选地,所述质感浆料按重量百分比包括以下组分:异丙醇22%~28%、丙二醇甲醚醋酸脂54%~68%和纳米二氧化硅10%~18%; 优选地,所述质感浆料按重量百分比包括以下组分:异丙醇24%~28%、丙二醇甲醚醋酸脂56%~64%和纳米二氧化硅12%~16%。 6.根据权利要求1所述的镁合金外壳表面处理方法,其特征在于,采用喷涂、辊涂或淋涂的方式对经过表面清洁后的镁合金外壳进行上色,优选采用喷涂的方式; 优选地,喷涂的单层涂膜厚度为6~15μm,优选为8~14μm,进一步优选为10~12μm。 7.根据权利要求1所述的镁合金外壳表面处理方法,其特征在于,所述表面清洁的步骤包括:对镁合金外壳进行脱脂处理、超声波水洗、清水润洗、封口剂浸泡和干燥; 优选地,超声波水洗的温度为20~60℃; 和/或,超声波水洗的时间为1~5min,优选为2~4min; 优选地,封口剂按重量百分比包括以下组分:锆氟化钾20%~40%、钼酸铵5%~15%和水
电镀锌铁合金工艺 (2007-01-04 17:14:36) 转载▼ 分类:商业资料 人们通过研究得到不同合金比例的性能各异的锌铁合金镀层。锌铁合金镀层中铁的质量分数10%~20%时,镀层的抗斑点腐蚀和抗孔隙腐蚀性能最好;铁的质量分数80%~90%的高铁合金镀层抗蠕变、耐水、涂装性能较好。锌铁合金具有比锌镀层更好的防护性和上漆性,优良的加工性能及可焊性能,成本较低。其耐蚀性是纯锌的5~20倍,硬度在110~130HV。因此,在汽车、家用电器工业得到广泛应用,并进行大量研究,目前已有许多专利应用于生产。 镀液类型 目前研究应用的锌铁合金镀液主要有3类:硫酸盐体系,镀层中铁含量高,难以钝化,通常要采用磷化和涂有机膜层以提高耐蚀性;碱性锌酸盐体系,镀层中铁的质量分数0.4%~1.0%,由于镀层中铁的质量分数比较低,故可以进行常规的钝化,从而提高耐蚀性;氯化物镀液体系,镀层中铁的质量分数<1%,耐蚀性好。另外,焦磷酸盐体系、甲醇溶液体系、低毒性的乙酸溶液体系也有研究应用。 添加剂 3.1络合剂Fe3+、Fe2+的氢氧化物溶度积极低,在碱性镀液中铁不能以简单水合离子状态存在于强碱性镀液中。可供选择的络合剂有醇胺,如单乙醇胺、二乙醇胺和三乙醇胺;胺基羧酸盐,如1、2 二胺基环己四醋酸盐、腈三乙酸盐、乙二胺四醋酸盐;聚胺类,如乙烯二胺、二乙烯三胺、三乙烯四胺;羟基羧酸盐,如柠檬酸盐、酒石酸盐、葡糖酸盐;乙醇酸盐多元醇,如三梨醇、季戊四醇、硫脲等。在酸性镀液中,常规络合剂有柠檬酸、葡糖酸、酒石酸、抗坏血酸、马来酸、己二烯二酸、戊二酸、谷氨酸、醇酸、天门冬氨酸及其碱金属盐。另外,氨三乙酸、乙二胺四乙醇、乙二胺四乙酸及其盐也是合适的络合剂。 3.2表面活性剂在碱性锌酸盐镀液中,表面活性剂可以增加阴极极化,合金镀层晶粒细化、致密。如有机胺环氧氯丙烷、胺与表卤代醇化合物、芳香醛类。 3.3光亮剂
镁合金压铸件的表面处理 摘要:按照表面成膜过程中有无 外加电压作用,将现有镁合金压铸件的表面处理技术归纳为化学成膜技术和阳极氧化成膜技术二大类。分别介绍了化学成膜技术中的铬化处理、磷化处理、锌置换处理、化学腐蚀处理等4类表面处理技术和阳极氧化成膜技术中的常规阳极氧化、等离子体微弧阳极氧化等2类表面处理技术,同时还简要地介绍了作者新近开发的镁合金压铸件交流等离子体微弧氧化处理技术,论述了上述各种技术的特点,总结了在各种表面处理过程中获得高质量膜层应注意的关键问题,并明确了镁合金压铸件表面处理技术今后的发展方向。 能源危机与环境污染问题的日益突出,使得符合"符合性能优良、可近终形加工、可回收"材料发展方向的镁合金脱颖而出,成为本世纪最受亲睐的一种应用材料。在目前和今后相当长的一段时期内,高效、节能的镁合金压铸件仍将是镁合金的主要应用产品。由于镁的负电性强(-2.36V SCE),在大气中的耐蚀性极差,所以在使用前必须对镁合金压铸件根据具体要求进行适当的表面处理。在镁合金压铸件的生产成本中,表面处理这部分就占40%左右,因此表面处理对镁合金压铸件的生产和应用至关重要。目前,镁合金压铸件的表面处理研究不尽相同,不象铝合金表面处理那样成熟和规范,这在一定程度上制约了镁合金压铸件的应用,本文拟对现有的镁合金压铸件的表面处理技术进行简要的归纳,并分析其关键技术问题和发展方向。 一〃镁合金压铸件的表面处理技术 镁合金压铸件的表面一般需要依次进行预处理(清理、脱脂、酸洗等)、镀膜、涂装(喷漆、喷塑、镀金属等)等处理,通常所说的镁合金压铸件的表面处理指的是镀膜这道工艺,其主要作用是在压铸件表面形成与油漆、塑料或金属附着性能好的具有耐腐蚀性的保护膜层。目前,在镁合金压铸领域中主要采用的是湿法表面处理方法,也就是,使用处理溶液进行的表面处理方法。现有的表面处理技术不尽相同,我们根据成膜条件,将镁合金压铸件的表面处理技术归纳为化学成膜和阳极氧化成膜二大类,下面分别予以介绍。 表1 铬化处理规范
镁合金表面处理的研究现状 一.概述 镁合金是以镁为基加入其他元素组成的合金。其特点是:密度小、比强度高、刚性好、弹性模量大、消震性好、刚性好、承受冲击载荷能力比铝合金大、刚性好、耐有机物和碱的腐蚀性能好。主要合金元素有铝、锌、锰、铈、钍以及少量锆或镉等。目前使用最广的是镁铝合金,其次是镁锰合金和镁锌锆合金。主要用于航空、航天、运输、化工、火箭等工业部门。在实用金属中是最轻的金属,镁的比重大约是铝的2/3,是铁的1/4。 但是,镁的应用和研究相对其它金属严重滞后,原因在于其韧性低、高温性能和耐腐蚀性能差,而且加工成形比较困难。与铝、钛能生成自愈钝化膜不同,镁表面生成的氧化膜疏松多孔,不能对基体起有效保护作用,因此,在潮湿的空气、含硫气氛和海洋大气中,镁均会遭受严重的化学腐蚀,这极大地阻碍了其广泛应用。通过合金化的方法来改善其性能,特别是期望发现“不锈镁”的努力至今还没有取得进展。所以,镁合金零件在使用前须经过一定的表面改性或涂层处理。目前,电化学镀层、转化膜等工艺技术已经应用于镁合金的防护,气相沉积涂层、涂覆、表面热处理等方法也受到密切关注,高能束熔覆等新技术也被尝试应用于镁合金表面性能的提高。 二.表面处理方法 1.电镀和化学镀技术 镁合金表面镀镍技术分为电镀和化学镀两种。由于镁合金化学活性高,在酸性溶液中易被腐蚀,因此镁合金电沉积技术与铝合金电沉积技术有着显著的差异。目前,镁合金电镀工艺技术有两种工艺:浸锌-电镀工艺和直接化学镀镍工艺。为了防止镁合金基体在酸性溶液中被过度腐蚀,需要在处理前溶液中添加F-(F-与电离生成的Mg2+形成MgF2沉淀,吸附在镁合金基体表面可以防止基体过度腐蚀。 镁合金表面化学镀Ni-P合金是一种很成熟的工艺。通常化学镀方法制备的Ni-P合金层是非晶态的,这层致密的非晶态Ni-P合金层可以有效地防止镁合金基体被腐蚀。结合使用化学镀镍技术和滚镀技术可以在镁合金基体上形成一层晶态的Ni-P合金层。测试表明,该晶态Ni-P合金层中晶体颗粒细小,镀层致密,耐蚀性能也优于传统的非晶态Ni-P合金层。 2.化学氧化技术 镁合金化学氧化处理是指用氧化剂在镁合金表面生成一层薄且致密的氧化膜。覆盖在基体表面的氧化膜比自然形成的氧化镁层更致密,因此,该氧化膜能有效提高镁合金的耐蚀性能,同时,还能作为镁合金涂装的底层,增大涂层的结合力。 铬酸盐处理虽然具有良好的效果,但是铬酸盐对环境污染大,对人体毒性高。在不久的将来,铬酸盐处理工艺将会被环保、无毒的处理方法如钼酸盐、高锰酸盐和P-Ca复合磷酸盐等处理工艺取代。用钼酸盐氧化法在Mg-8Li合金表面生成一层致密、均匀的氧化膜,然后再用传统的化学镀镍法制备一层结合力好的Ni-P合金层,使基体获得了良好的耐蚀性能。磷酸盐-高锰酸盐处理是一种环保、低成本的化学氧化法,但是该方法有较为明显的缺陷:在用该法处理含铝的镁合金时,氧化反应会优先发生于β-Mg17Al12相,因而不能在整个镁合金基体表面生成均匀、覆盖度高的氧化膜层,这在一定程序上影响了其提高镁合金基体耐蚀性的效果。 一种新型的P-Ca复合磷酸盐处理工艺,它能在镁合金表面形成含有Mg、Al、Ca等元素的复合磷酸盐保护膜。该膜层与基体金属结合牢固,具有类似于铬酸盐膜层的耐蚀性能。
锌合金电镀起泡解决方法 锌合金压铸件目前广泛应用于各种装饰方面,如领带夹、皮带扣、各种金属饰扣等,因而对铸件表面质量要求高,并要求有良好的表面处理性能。而锌合金压铸件最常见的缺陷是表面起泡。铸件表面在以下情况下有鼓起的包称之为起泡,是铸件内缺陷的外部表现。 (1)压铸出来就发现。 (2)抛光或加工后显露出来。 (3)喷漆或电镀后出现。 (4)放置一段时间后发现。 产生原因 1.孔洞引起:主要是气孔和收缩机制,气孔往往是圆形,而收缩多数是不规则形。 气孔产生原因:a金属液在充型、凝固过程中,由于气体侵入,导致铸件表面或内部产生孔洞。b涂料挥发出来的气体侵入。c 合金液含气量过高,凝固时析出。当型腔中的气体、涂料挥发出的气体、合金凝固析出的气体,在模具排气不良时,最终留在铸件中形成的气孔。 缩孔产生原因:a金属液凝固过程中,由于体积缩小或最后凝固部位得不到金属液补缩,而产生缩孔。b 厚薄不均的铸件或铸件局部过热,造成某一部位凝固慢,体积收缩时表面形成凹位。由于气孔和缩孔的存在,使压铸件在进行表面处理时,孔洞可能会进入水,当喷漆和电镀后进行烘烤时,孔洞内气体受热膨胀;或孔洞内水会变蒸气,
体积膨胀,因而导致铸件表面起泡。 2.晶间腐蚀引起:锌合金成分中有害杂质:铅、镉、锡会聚集在晶粒交界处导致晶间腐蚀,金属基体因晶间腐蚀而破碎,而电镀加速了这一祸害,受晶间腐蚀的部位会膨胀而将镀层顶起,造成铸件表面起泡。特别是在潮湿环境下晶间腐蚀会使铸件变形、开裂、甚至破碎。 3.裂纹引起:水纹、冷隔纹、热裂纹。 水纹、冷隔纹:金属液在充型过程中,先进入的金属液接触型壁过早凝固,后进入金属液不能和已凝固金属层熔合为一体,在铸件表面对接处形成叠纹,出现条状缺陷,见图2。水纹一般是在铸件表面浅层;而冷隔纹有可能渗入到铸件内部。热裂纹:a 当铸件厚薄不均,凝固过程产生应力;b过早顶出,金属强度不够;c顶出时受力不均;d过高的模温使晶粒粗大;e有害杂质存在。 当压铸件存在水纹、冷隔纹、热裂纹,电镀时溶液会渗入到裂纹中,在烘烤时转化为蒸气,气压顶起电镀层形成起泡。 解决缺陷方案 控制气孔产生,关键是减少混入铸件内的气体量,理想的金属流应不断加速地由喷嘴经过分流锥和浇道进入型腔,形成一条顺滑及方向一致的金属流,采用锥形流道设计,即浇流应不断加速地由喷嘴向内浇口逐渐减少,可达到这个目的。在充填系统中,混入的气体是由于湍流与金属液相混合而形成气孔,从金属液由浇铸系统进入型腔的模拟压铸过程的研究中,明显看出浇道中尖锐的转变位和递增的浇道截面积,都会使金属液流出现湍流而卷气,平稳的金属液才有利于气
锌合金压铸件起泡缺陷分析 锌合金压铸件目前广泛应用于各种装饰方面,如领带夹、皮带扣、各种金属饰扣等,因而对铸件表面质量要求高,并要求有良好的表面处理性能。而锌合金压铸件最常见的缺陷是表面起泡。 铸件表面在以下情况下有鼓起的包称之为起泡,是铸件内缺陷的外部表现。 (1)压铸出来就发现。 (2)抛光或加工后显露出来。 (3)喷漆或电镀后出现。 (4)放置一段时间后发现。 产生原因 1.孔洞引起:主要是气孔和收缩机制,气孔往往是圆形,而收缩多数是不规则形。 气孔产生原因:a 金属液在充型、凝固过程中,由于气体侵入,导致铸件表面或内 部产生孔洞。b 涂料挥发出来的气体侵入。c 合金液含气量过高,凝固时析出。当型腔 中的气体、涂料挥发出的气体、合金凝固析出的气体,在模具排气不良时,最终留在铸 件中形成的气孔。 缩孔产生原因:a 金属液凝固过程中,由于体积缩小或最后凝固部位得不到金属液 补缩,而产生缩孔。b 厚薄不均的铸件或铸件局部过热,造成某一部位凝固慢,体积收 缩时表面形成凹位。由于气孔和缩孔的存在,使压铸件在进行表面处理时,孔洞可能会 进入水,当喷漆和电镀后进行烘烤时,孔洞内气体受热膨胀;或孔洞内水会变蒸气,体 积膨胀,因而导致铸件表面起泡。模具行业门户网站 2.晶间腐蚀引起:锌合金成分中有害杂质:铅、镉、锡会聚集在晶粒交界处导致 晶间腐蚀,金属基体因晶间腐蚀而破碎,而电镀加速了这一祸害,受晶间腐蚀的部位会 膨胀而将镀层顶起,造成铸件表面起泡。特别是在潮湿环境下晶间腐蚀会使铸件变形、 开裂、甚至破碎。 3.裂纹引起:水纹、冷隔纹、热裂纹。 水纹、冷隔纹:金属液在充型过程中,先进入的金属液接触型壁过早凝固,后进入 金属液不能和已凝固金属层熔合为一体,在铸件表面对接处形成叠纹,出现条状缺陷, 见图2。水纹一般是在铸件表面浅层;而冷隔纹有可能渗入到铸件内部。 热裂纹:a 当铸件厚薄不均,凝固过程产生应力;b 过早顶出,金属强度不够;c 顶出时受力不均;d 过高的模温使晶粒粗大;e 有害杂质存在。 当压铸件存在水纹、冷隔纹、热裂纹,电镀时溶液会渗入到裂纹中,在烘烤时转化 为蒸气,气压顶起电镀层形成起泡。 解决缺陷方案 控制气孔产生,关键是减少混入铸件内的气体量,理想的金属流应不断加速地由喷 嘴经过分流锥和浇道进入型腔,形成一条顺滑及方向一致的金属流,采用锥形流道设计 ,即浇流应不断加速地由喷嘴向内浇口逐渐减少,可达到这个目的。在充填系统中,混 入的气体是由于湍流与金属液相混合而形成气孔,从金属液由浇铸系统进入型腔的模拟 压铸过程的研究中,明显看出浇道中尖锐的转变位和递增的浇道截面积,都会使金属液 流出现湍流而卷气,平稳的金属液才有利于气体从浇道和型腔进入溢流槽和排气槽,排
表面工程技术 镁合金表面处理国内外研究应用现状Magnesium alloy surface treatment of domestic and foreignresearch and application status 学院名称:材料科学与工程学院 专业班级:复合材料1101 学生姓名:曹成成 学号: 3110706055 指导教师:张松立
2014 年 6 月 摘要:介绍了国内外镁合金表面处理的最新研究进展,其中包括 化学转化、自组装单分子膜、阳极氧化、电镀与化学镀、液相沉积 与溶胶凝胶涂层、气相沉积、喷涂、激光熔覆合金技术等,并对镁 合金表面处理的发展趋势作了展望。 关键词:镁合金表面处理涂层 引言 镁是金属结构材料中最轻的一种# 纯镁的力学性能很差。但镁合金 因体积质量小、比强度高、加工性能好、电磁屏蔽性好、具有良好 的减振及导电、导热性能而备受关注。镁合金从早期被用于航天航 空工业到目前在汽车材料、光学仪器、电子电信、军工工业等方 面的应用有了很大发展。但是镁的化学稳定性低、电极电位很负、 镁合金的耐磨性、硬度及耐高温性能也较差。在某种程度上又制约 了镁合金材料的广泛应用,因此,如何提高镁合金的强度、硬度、耐磨、耐热及耐腐蚀等综合性能,进行适当的表面强化,已成为当 今材料发展的重要课题。 镁合金是最轻的金属结构材料之一,密度仅为1.3g/cm3 ~ 1.9 g/cm3,约为Al 的2/3,Fe 的1/4。镁合金具有比强度高,比刚度高,减震性、导电性、导热性好、电磁屏蔽性和尺寸稳定性好,易回收 等优点。以质轻和综合性能优良而被称为21 世纪最有发展潜力的绿 色材料,广泛应用于航空航天、汽车制造、电子通讯等各个领域。 但是镁合金的化学和电化学活性较高,严重制约了镁合金的应用, 采用适当的表面处理能够提高镁合金的耐蚀性。 一、微弧氧化处理 微弧氧化技术又称微等离子体氧化或阳极火花沉积, 实质上是 一种高压的阳极氧化, 是一种新型的金属表面处理技术。该工艺是 在适当的脉冲电参数和电解液条件下, 使阳极表面产生微区等离子 弧光放电现象, 阳极上原有的氧化物瞬间熔化, 同时又受电解液冷 却作用, 进而在金属表面原位生长出陶瓷质氧化膜的过程。与普通 阳极氧化膜相比, 这种膜的空隙率大大降低, 从而使耐蚀性和耐磨 性有了较大提高。目前, 微弧氧化技术主要应用于Al、Mg、Ti 等有 色金属或其合金的表面处理中。镁合金微弧氧化技术所形成的氧化
镁铝合金表面处理简介 Introduce the Surface Processing of the Alloy of Magnesium and Aluminum ?镁铝合金材质特性 ?Characteristic of the alloy of MG and AL 镁是一种非常活泼之元素,相对的其材质本身亦非常易生锈蚀,因此必须仰赖表面处理来保护其本身之材质。 MG is an active element ,it is more rustied than others. So it must depend on surface processing to protect it. ?金属材质表面处理项目 ?Item of mental surface processing 1.铬系皮膜处理与涂装 Phosphating filming and coating of chromium series 2.非铬系皮膜处理与涂装 Phosphating filming and coating of not chromium series 3.电镀镍处理 Electroplated nickel processing 4.电镀铬处理 Electroplated chromium processing 5.电镀18K金处理 Electroplated 18K gold processing 6.阳极处理与染色 Plating and dyeing
镁铝合金表面处理项目之说明与检验方式 Instruction the Surface Processing of the Alloy of Magnesium and Aluminum and check mode 1.铬系皮膜处理Phosphating filming of chromium series a.说明instruction: (1)铬系皮膜处理是目前最为普遍处理之方式亦为最安定、最成熟之处理方式,惟其原料特性具毒性,因此在未来几年内会禁止使用。其流程请参考图表。 Phosphating filming of chromium series is the most universal process manner, also is the most stable and mature. Only does it’s materials have poison , it will be forbid to use. It’s process flow refer to the diagram. (2)注意事项:<注>若需要表面涂装时,请务必注意其涂装制程是否有破坏到其表面之皮膜层,因其表面皮膜层最重要的是防止锈蚀,而其最重要的是当作镁合金与涂料之介质使密着性会更好,因此涂装时不能有破坏皮膜之现象发生。 Remarks: If the surface need coating , please be sure to notice if the coating process damage the surface film. Because the surface film the most important is prevent to rusting b.检验方式check manner: (1)电阻值:皮膜表面其电阻值<0.3Ω,以三用电表检测之。 Resistance value: when resistance value to film surface < 0.3Ω, examined by three-purpose galvanometer. (2)涂装密着性:指皮膜处理后,再涂装、以有格刮刀分割为100格并以3M610胶带测试98%以上,不能有剥落现象。 Coating adhesion: it will not peel off coating again then cut 100 cross with a scraper and check 98% products with 3M610 adhesive tape after phosphating filming. (3)耐蚀性:以盐雾测试机检测皮膜层与涂装层,最基本皮膜层必须超过24小时98%无腐蚀现象,而涂装层则必须超过96小时以上98%无腐蚀现象,才视之为合格。 Corrosion resistance: 2.非铬系皮膜处理与涂装Phosphating filming and coating of not chromium series 其特性与铬系是类似的,除了具有非毒性外其检验方式与处理方式皆与铬系相同,因此请参考铬即可。 The characteristic is similar with chromium series’ ; besides it is poisonous the man ner of inspection and phosphating filming is the same with chromium series’ . so please ref er to chromium . a.说明instruction:
锌及锌合金电镀综述 (江苏理工学院 12110101) 摘要:本文综述了锌及锌合金电镀的国内外研究现状。首先介绍了锌电镀的应用及其工艺影响因素;再对几种常用的锌合金电镀作了简要介绍,其中重点介绍了应用最广泛的Zn-Al合金,Zn-Ni合金的国内外现状及电镀原理;最后对锌及锌合金电镀的应用提出了展望。 关键词:锌电镀;锌合金;工艺影响因素;国内外现状 Zinc and Zinc alloy plating review Ding Lihong (Jiangsu Institute of Technology 12110101) Abstract: This paper reviews the research status of zinc and zinc alloy electroplating at home and abroad. First introduces the influence factors and application technology of zinc plating of zinc alloy plating; several are briefly introduced in this paper, which focuses on the Zn-Al alloy widely used at home and abroad, the status and principles of electroplating Zn-Ni alloy; finally on zinc and zinc alloy plating should be looking for presents. Keywords: zinc plating; zinc alloy; effect factors; the status quo at home and abroad
镁合金的表面处理 镁合金的表面处理 刘祖明黎前虎 摘要:综述了镁合金的腐蚀机理及腐蚀防护研究的现状、进展与问题。重点介绍了压铸镁合金制品的表面特性、表面处理原理、工艺、应用实例及未来发展方向。关键词:镁合金腐蚀与防护表面处理 0 前言 以质轻和可回收为应用特点的镁合金,日益成为现代工业产品的理想材料,特别是汽车零部件的大量应用,电讯产品向轻、薄、短、小方向发展的需求,使得这种新兴材料的发展呈现极为乐观的前景。 随着现代科技的发展,曾经困扰镁合金产业的相关技术问题如压铸问题、回收问题已经相继得到解决,镁合金产品后段工序——表面处理技术亦取得重大进展,这使得镁合金的应用范围不断扩大,使用量也迅速增大,镁产业正以几何级数高速增长。
适当的表面处理能使产品具有保护性和装饰性,并可赋予某些特殊功能。对于活泼的镁来说,通过表面技术获得较高的装饰性和功能性肯定重要,而提高其防腐蚀性能则是现阶段最最重要的一面。 1镁合金的腐蚀与防护 1.1 镁的性质 镁元素符号Mg,原子序数为12,电子结构为2-8-2,标准电极电位很负(-2.36V),较易失电子而发生氧化反应,从而导致镁及镁合金的耐腐蚀性很差,在腐蚀性介质中很容易发生严重的腐蚀。镁合金自然形成的氧化膜疏松多孔,以MgO、Mg2+为主要成份的膜的致密度系数为0.8左右(<1),对基体的保护能力较差,不适用于大多数的腐蚀性环境。 1.2 镁合金的腐蚀方式 镁合金的腐蚀方式通常有两种情况:一是在一般环境中的腐蚀,称“一般腐蚀”或“环境腐蚀”,也称“化学腐蚀”,二是在原电池环境下产生的“电化学腐蚀”。暴露在干燥的空气中时镁合金表面会形成一层很薄的膜,这层膜在没水接触的情况下很稳定,此时就不会发生腐蚀现象。但在实际操作环境中可能会与水或水气接触,这时就会导致膜(表面)的颜色变深(从浅灰到深灰)。如果进一步暴露在液态水和空气中,就会继续跟空气中的CO2与H2O反应生成碳酸盐,使这层膜变厚。一般情况下这层膜足够稳定,具有一定的保护性,此时不需要作任何
锌钴合金电镀工艺 1.概述 合金电镀的原理在传绕的理论中是要求两种共沉积的金属的电极电位要接近,如果一个电位较正,另一个电位较负,就要采用络合剂将正电位的金属的离子络合,使之放电电位向负的方向移动,与另一金属的电位相近,达到共沉积的目的。现在也仍然对合金新工艺的开发有指导意义。但是现在越来越多的合金中的另一种成分的量非常小,就是这种少量的金属分散在另一金属中,却改变了金属的性能。以传统冶金学的观点,这些掺入的金属是占据在主体金属的某些晶格位上,从而改变了金属的物理性能。但实际上,用火法冶金很难把微量金属分散到另一金属中去,而采用电镀的方法则比较容易做到。 随着现代工业和科学技术的飞速发展,同时具备耐蚀性和装饰性已成为材料表面性能的发展趋势。传统的镀锌层由于不能满足苛刻的环境要求已逐渐向锌基合金镀层发展。锌钴合金镀层硬度是镀锌层的2 .5倍;对二氧化硫具有良好的耐蚀能力,中性盐雾试验可达1000h,是同等厚度镀锌层的三倍以上,在汽车、地铁配件如管道系统、燃料系统、制动系统等方面有广泛的应用,还可用于各种标准件及紧固件等。目前已用于实际生产的锌基合金主要有:Zn—Co、Zn—Ni、Zn—Fe、Zn—Ti、Zn—P、Zn—Cr、Zn—Mn和Sn—Zn其中研究和应用的比较多的是Zn—C0、Z n—Ni和Zn—Fe由于铁族金属( Fe、Co、Ni ) 的原子结构相似,因而与锌形成合金时的共沉积特性也很相似。从电极电位来看,铁族金属比锌的电位要正得多,但在共沉积时却是锌优先沉积,这种现象称为异常共沉积。 Zn—Co合金电镀最早在欧洲开发使用,现在美国亦已用于生产,但在日本,至今尚未进入工业化。利用锌基合金电镀技术,锌镀层的耐蚀性得到极大的提高,但在装饰性方面仍然存在问题。近年来,迅速发展的复合镀层以其特殊性在工程中获得了广泛应用。通过复合镀锌来提高耐蚀性已引起了人们的注意。复合镀锌层良好的涂饰性能为人们提供了一种集耐蚀性和装饰性于一身的新方法。 在中国,Zn—Co合金电镀的研究起步较晚。进入90年代以后,才逐渐开始
镁铝合金表面处理工艺 大全 集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
铝表面处理工艺一、选材 铝合金6061:镁铝6061-T651是6系合金的主要合金,是经热处理预拉伸工艺的高品质铝合金产品;镁铝6061具有加工性能极佳、良好的抗腐蚀性、韧性高及加工后不变形、上色膜容易、氧化效果极佳等优良特点。主要用途:广泛应用于要求有一定强度和抗蚀性高的各种工业结构件,如制造卡车、塔式建筑、船舶、电车、铁道车辆。 6061典型用途:代表用途包括航天固定装置、电器固定装置、通讯领域,也广泛应用于自动化机械零件、精密加工、模具制造、电子及精密仪器、SMT、PC板焊锡载具等等。 电镀是在表面添加一层金属保护层。阳极氧化是把表面一层人为按要求用电化学进行氧化,用这层氧化层作保护层。铝不好电镀,但氧化铝很硬(可作磨料),化学性能又特好(不会再氧化,不受酸腐蚀),比一般金属还好,还可以染成各种颜色。所以铝件一般用阳极氧化。 二、工艺类型、效果图、厂家调研 氧化工艺 喷砂可以使丝印时,印料和承印物的结合更加牢固。均匀适当的喷砂处理,基本上可以克服铝材表面常见的缺陷。详见附录 、喷涂工艺 1、表面处理工艺:机壳漆
机壳漆金属感极好,耐醇性佳,可复涂PU或UV光油。玩具油漆重金属含量符合国际安全标准。包括CPSC含铅量标准、美国测试标准ASTMF 963、欧洲标准 EN71、EN1122。 2、表面处理工艺:变色龙 随不同角度而变化出不同颜色。是一种多角度幻变特殊涂料,使你的商品价值提高,创造出无懈可击的超卓外观效果。 3、表面处理工艺:电镀银涂料 电镀银漆是一款无毒仿电镀效果油漆,适用ABS、PC、金属工件,具有极佳的仿电镀效果和优异的耐醇性。 4、表面处理工艺:橡胶漆 适用范围:ABS、PC、PS、PP、PA以及五金工件。 产品特点:本产品为单组份油漆,质感如同软性橡胶,富有弹性,手感柔和,具有防污、防溶剂等功能。这种油漆干燥后可得涂丝印。重金属含量符合国际安全标准。包括CPSC含铅量标准、美国测试标准ASTMF 963、欧洲标准EN71、EN1122。5、表面处理工艺:导电漆 适用于各种 PS 及 ABS 塑料制品;导电导磁、对外界电磁波、磁力线都能起到屏蔽作用;在电气功能上达到以塑料代替金属的目的。电阻值可根据客人要求调试。重金属含量符合国际安全标准,包括 CPSC 含铅量标准、美国测试标准 ASTMF-963 、欧洲标准 EN71 、EN1122。 6、表面处理工艺:UV油
锌合金电镀工艺 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
锌合金电镀工艺锌合金本身的基体特性及特殊的加工形式对电镀产生很大影响。 1.锌合金的材料为锌铝合金,均为活泼的两性金属。而两种金属中以铝在前处理最为困难,所以必须控制铝的含量,一般需电镀的锌合金材料铝的含量不应超过4%,铝含量过高,将使电镀难以进行。 2.工业上常见的应用锌合金材料含Al 4%左右、Cu %~%、Mg %~%,其余为主要成分Zn,Zn是两性金属电极电位较负,对酸碱都比较敏感,且容易发生化学反应导致腐蚀。而且,锌合金材料在压铸成型过程中,往往由于工件表面温度差异,会产生成分偏析现象,表面局部出现富锌或富铝相,在前处理除油腐蚀活化过程中稍微疏忽,就会造成富铝相或富锌相部分优先溶解,表面不均匀腐蚀导致产生气孔麻点甚至气泡等而影响表面质量。 3.锌合金压铸材料的组织结构有其特殊性,就是其压铸表面组织致密光滑,孔隙率较低,硬度也比较低且表面致密层厚度较薄,一般只有~。内层则是多孔疏松结构。假如在前处理加工工序中掌握不当,损伤表面致密层,将会给后续工序增加更多的困难,也会使锌合金抗蚀防护质量降低。 锌合金电镀工艺过程:抛光→冷脱除蜡→超声波除蜡→超声波除油→阴极电解除油→阳极电解除油→活化→预镀→碱铜→酸铜 1)抛光——锌合金压铸件成品不可避免的有飞边、毛刺、压痕等现象,在电镀前需经过磨抛光处理,才能获得良好的外观。 2)冷脱除蜡——锌合金抛光后残留的抛光蜡比较多,在除蜡水中清洗时间过长容易造成腐蚀,所以在超声波之前最好能有一道冷脱工艺,先将蜡、油污部分溶解和软化。
锌合金电镀及退镀工艺 锌合金前处理的一般工序,包括研磨/抛光、除油、超声波除蜡等。介绍了常见的锌合金电镀铜–镍–铬及镀金的工艺,以及某公司在锌合金件上电镀仿金、铬、古铜、黄古铜、红古铜、珍珠镍等工艺的流程及镀液配方。给出了锌合金上铜、镍、铬镀层的退除方法。 1·前言 锌铝压铸件是一种以锌为主要成分的压铸零件。这种零件表面有一层很致密的表层,里面则是疏散多孔结构,又是活泼的两性金属。所以,只有采用适当的前处理方法和电镀工艺,才能确保锌合金上的电镀层有良好的附着力,达到合格品的要求。 2·电镀用锌合金材料[1] 电镀常用的锌合金材料为ZA4–1,其主要成分为:铝3.5%~4.5%,铜0.75%~1.25%,镁0.03%~0.08%,余量为锌,杂质总和≤0.2%。而925牌号的锌合金含铜量高,也易于电镀。通常,锌合金的密度为6.4~6.5g/cm3,若密度<6.4g/cm3,电镀后易发生起泡和麻点。总之,选材时务必严格把关。另外,压铸时模具必须设计合理,避免给电镀带来难以克服的缺陷(如麻点)。 3·镀前处理 3.1研磨、抛光 切勿破坏致密表层,若暴露出内层多孔疏松结构,则无法获得结合力良好的镀层。 3.2除油 锌合金对酸、碱敏感,选择去油剂时应有所要求。常用E88锌合金电解除油粉或SS浸洗除油粉(安美特公司产品)。 3.3超声波除蜡 高档产品常选用“开宁”公司的锌合金除蜡水。 3.4阴极电解除油 自配的除油剂必须加入适量的金属配位剂,防止金属沉积到零件表面,从而避免发花。阴极电解除油时要采用循环过滤。 3.5工艺流程 化学除油─超声波除油─电解除油─浸蚀活化(硫酸5~10mL/L+氢氟酸10~20mL/L,pH 控制在0.5~1.5,视工件外形复杂性而定;室温,10~30s至刚开始全面反应产生气泡后立即取出零件,然后彻底清洗干净)。 3.6热浓硫酸除蜡除油 为减少工序和时间,在投资少、见效快,操作方便、稳定的条件下,锌铸件经磨抛光后(零件必须干燥!)采用浓硫酸加热脱水除油;而锌合金铸件在热的浓硫酸中除油快,又不会受腐蚀。热浓硫酸除蜡除油配方及其操作条件为:80~90℃,3~5min。 4·某电镀公司锌合金汽配件电镀工艺流程 锌合金电镀半自动线上的前处理部分(保证工件表面清洁)分为上挂、除蜡、阴阳极电解除油、水洗等9个工序,电镀部分包括弱浸蚀、水洗、预浸、碱铜、焦铜、酸铜、水洗、半亮镍、亮镍、镍封、珍珠镍、镀铬、回收等37个工序,电镀后处理部分为还原去Cr(VI)、水洗、热水洗、下挂和烘干这5个工序。 5·锌合金电镀铜–镍–铬的工艺流程 超声波除蜡─热水洗(75℃)─化学除油─热水洗─三级逆流清洗─阴极电解除油─热水洗─三级逆流清洗─酸浸蚀(体积分数为2%的硫酸+体积分数为2%的氢氟酸,室温,析出气泡后停留2s)─三级逆流清洗─预浸(氰化钠50g/L,室温,10s)─氰化镀铜(氰化亚铜30 g/L、氰化钠45g/L、酒石酸钾钠20g/L,50℃,3min,Jk=1.0A/dm2)─回收─三级逆流清洗─酸活化(体积分数为10%的硫酸,室温,0.5min;下同)─三级逆流清洗─焦磷酸盐镀铜(焦磷酸铜65g/L、焦磷酸钾300g/L、氨水3mL/L、光亮剂适量,56℃,15min,Jk=2A/dm2,pH =8.8)─回收─三级逆流清洗─酸活化─三级逆流清洗─硫酸盐镀铜(硫酸铜200g/L、硫酸6 0g/L、氯离子60mg/L、光亮剂适量,23℃,15min,Jk=3.5A/dm2)─回收─三级逆流清洗─酸活化─三级逆流清洗─硫酸盐镀镍(硫酸镍200g/L、氯化镍60g/L、硼酸50g/L、光亮剂适量,50℃,10min,pH=4.6,Jk=4A/dm2)─回收─三级逆流清洗─酸活化─三级逆流清洗