现代并条机自调匀整应用技术
- 格式:doc
- 大小:72.00 KB
- 文档页数:10
FA322B型高速带自调匀整并条机的使用与维护晁松山【摘要】高质、高速、高效是当今纺机的研发方向,也是市场的发展需求.在FA322B型高速带自调匀整并条机上采用了先进的现代控制技术,合理的曲线牵伸传动,实现了牵伸并合与自调匀整控制的完美结合.为更好发挥FA322B型自调匀整高速并条机在纺纱工序中的作用,提高企业生产效率,实现企业的效益最大化,对FA322B型自调匀整高速并条机的正确使用和精心的维护是非常必要的.该文主要从FA322B型高速带自调匀整并条机的工作原理着手,结合具体应用实践,在FA322B型高速带自调匀整并条机的使用和维护等方面进行深入探讨.【期刊名称】《现代纺织技术》【年(卷),期】2013(021)004【总页数】4页(P48-51)【关键词】并条机;自调匀整;工艺参数【作者】晁松山【作者单位】陕西宝成航空精密制造股份有限公司,陕西宝鸡721006【正文语种】中文【中图分类】TS103.2240 引言纺织行业是典型的物理加工生产工艺,整个生产过程就是纤维之间结构的整理和再组织的过程。
整个纺纱过程中各个工序是“分工不分家”,互相连续相关的。
并条工序是整个纺纱工序的关键所在,对棉条的支数CV、条干CV起到严格的控制作用。
同时,对棉条还起到牵伸、并合、混合等作用,能够提高纤维条长片段不匀和改善条短片段不匀、纤维的伸直度及平行度,使不同品质纤维的混合更趋均匀。
随着高新技术的迅猛发展,现代控制技术在提升纺织机械技术水平的同时,还能够提高纺织工业的产品质量和劳动效率,同时在降低能源消耗以及保护环境方面也发挥着十分重要的作用。
FA322B带自调匀整型高速并条机是在消化吸收国内、外同行业纺机的技术上,由我公司自主研发的一种高端智能产品,配备瑞士乌斯特公司USTER SLIVERGUARD PRO超短片段自调匀整控制系统(简称USG PRO),达到棉条的最优控制,实现了用户利益的最大化。
1 FA322B型高速并条机工作原理FA322B型高速并条机采用可编程控制器(PLC)、伺服电机、变频器、人机界面等先进自动化产品,并配有可靠稳定的光电检测传感器,实现了整机的机电一体化控制,很好地解决了单轴驱动和多电机同步传动技术,同时为满足以后的网络化控制预留有效的控制接口。
2021年2月Cotton Textile TechnologyUSTER自调匀整并条机上粗节和大节的控制陈洪奎1刘建忠1封玉蓉1崔洁2刘文国2(1.吴忠德悦纺织科技有限公司,宁夏吴忠,751100;2.德州恒丰纺织有限公司,山东德州,253517)摘要:探讨USTER自调匀整并条机上粗节和大节的门限设定和控制实践。
介绍了TP⁃N粗节和大节的概念、特点和常规解决措施;通过实例,详细解读了并条TP⁃N粗节和大节产生的原因和解决思路;说明了并条大节对质量的影响;提出了并条大节高、中、低灵敏度的门限设定,以及并条挡车工寻找并条大节较优的操作法。
认为:建立健全并条大节分析制度,充分用好自调匀整并条机,可持续改进和稳定企业的质量水平。
关键词:USTER;自调匀整;并条机;TP⁃N粗节;大节;门限设定中图分类号:TS104.2+4文献标志码:B文章编号:1000-7415(2021)02-0007-04Control of Different Thick Section onUSTER Auto-leveling Drawing FrameCHEN Hongkui1LIU Jianzhong1FENG Yurong1CUI Jie2LIU Wenguo2(1.Wuzhong Deyue Textile Science and Technology Co.,Ltd.,Wuzhong,751100,China;2.Dezhou Hengfeng Textile Co.,Ltd.,Dezhou,253517,China)Abstract The threshold setting and control practice of thick section and large thick section on USTER auto-leveling drawing frame were discussed.The concept,properties and common solving measures of TP⁃N thick section and large thick section were introduced.Through practical examples,the reasons and solutions of drawing TP⁃N thick section and large thick section were interpreted in detail.The influence of drawing large thick section on quality was explained.The threshold setting with high,middle and low sensitivity for drawing large thick section and the operation to find drawing larger thick section by drawing worker were put forward.It is considered that the analysis system for drawing large thick section should be established and improved in cotton spinning mill.Auto-leveling drawing frame should be well used to continuously improve and stabilize the quality level of the enterprise.Key Words USTER,auto-leveling,drawing frame,TP⁃N thick section,large thick section,threshold setting1TP⁃N粗节和大节的概念USTER自调匀整系统中对粗节的定义包含两类:TP⁃N粗节和大节[1]。
自调匀整装置原理及在棉纺中的运用一、导言在纺纱半制品和成品中,总是会存在着纤维沿纱条方向排列的不均匀,即粗细不匀,如果对纱条的不匀不加以控制,那么所加工的纱条将会在后段加工过程中,增加各工序所造成的不匀,这些不匀都将出现在成纱中,而且,不匀的最初波长会随着各工序的牵伸而大大增加,最终导致成纱强力低、断头率高、均匀度差、品质下降,严重影响了纱线的外观和质量。
自调匀整装置是人们为了提高纱线和织物的质量而采用的一种匀整方法,它根据喂入或者纺出的半制品单位长度重量(或粗细)差异,自动调节牵伸倍数,从而使纺出的半制品单位长度重量(或粗细)稳定在一定的水平,是自动控制理论在纺纱过程中的具体运用。
采用此装置将提高产品质量,缩短工艺流程,提高劳动生产率。
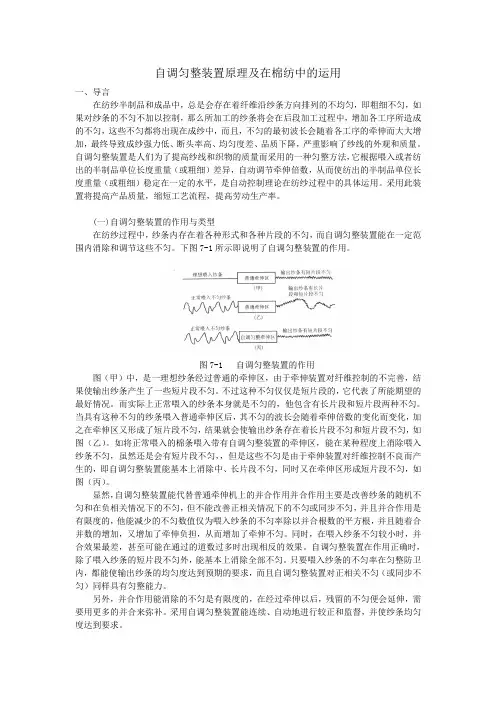
(一)自调匀整装置的作用与类型在纺纱过程中,纱条内存在着各种形式和各种片段的不匀,而自调匀整装置能在一定范围内消除和调节这些不匀。
下图7-1所示即说明了自调匀整装置的作用。
图7-1 自调匀整装置的作用图(甲)中,是一理想纱条经过普通的牵伸区,由于牵伸装置对纤维控制的不完善,结果使输出纱条产生了一些短片段不匀。
不过这种不匀仅仅是短片段的,它代表了所能期望的最好情况。
而实际上正常喂入的纱条本身就是不匀的,他包含有长片段和短片段两种不匀。
当具有这种不匀的纱条喂入普通牵伸区后,其不匀的波长会随着牵伸倍数的变化而变化,加之在牵伸区又形成了短片段不匀,结果就会使输出纱条存在着长片段不匀和短片段不匀,如图(乙)。
如将正常喂入的棉条喂入带有自调匀整装置的牵伸区,能在某种程度上消除喂入纱条不匀,虽然还是会有短片段不匀,,但是这些不匀是由于牵伸装置对纤维控制不良而产生的,即自调匀整装置能基本上消除中、长片段不匀,同时又在牵伸区形成短片段不匀,如图(丙)。
显然,自调匀整装置能代替普通牵伸机上的并合作用并合作用主要是改善纱条的随机不匀和在负相关情况下的不匀,但不能改善正相关情况下的不匀或同步不匀,并且并合作用是有限度的,他能减少的不匀数值仅为喂入纱条的不匀率除以并合根数的平方根,并且随着合并数的增加,又增加了牵伸负担,从而增加了牵伸不匀。
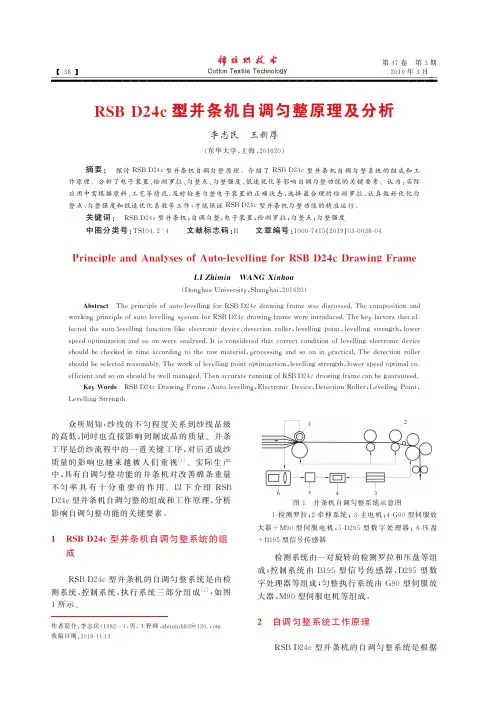
R S BD24c型并条机自调匀整原理及分析李志民 王新厚(东华大学,上海,201620)摘要: 探讨R S BD24c型并条机自调匀整原理㊂介绍了R S BD24c型并条机自调匀整系统的组成和工作原理㊂分析了电子装置㊁检测罗拉㊁匀整点㊁匀整强度㊁低速优化等影响自调匀整功能的关键要素㊂认为:实际应用中需根据原料㊁工艺等情况,及时检查匀整电子装置的正确状态,选择最合理的检测罗拉,认真做好优化匀整点㊁匀整强度和低速优化系数等工作,才能保证R S BD24c型并条机匀整功能的精准运行㊂关键词: R S BD24c型并条机;自调匀整;电子装置;检测罗拉;匀整点;匀整强度中图分类号:T S104.2+4 文献标志码:B 文章编号:1000-7415(2019)03-0038-04P r i n c i p l e a n dA n a l y s e s o fA u t o-l e v e l l i n g f o rR S BD24cD r a w i n g F r a m eL I Z h i m i n W A N GX i n h o u(D o n g h u aU n i v e r s i t y,S h a n g h a i,201620)A b s t r a c t T h e p r i n c i p l eo f a u t o-l e v e l l i n g f o rR S BD24cd r a w i n g f r a m ew a sd i s c u s s e d.T h ec o m p o s i t i o na n d w o r k i n gp r i n c i p l e o f a u t o-l e v e l l i n g s y s t e mf o rR S BD24c d r a w i n g f r a m ew e r e i n t r o d u c e d.T h e k e y f a c t o r s t h a t a f-f e c t e d t h e a u t o-l e v e l l i n g f u n c t i o nl i k ee l e c t r o n i cd e v i c e,d e t e c t i o nr o l l e r,l e v e l l i n gp o i n t,l e v e l l i n g s t r e n g t h,l o w e r s p e e do p t i m i z a t i o na n ds oo n w e r ea n a l y z e d.I t i sc o n s i d e r e dt h a t c o r r e c t c o n d i t i o no f l e v e l l i n g e l e c t r o n i cd e v i c e s h o u l db e c h e c k e d i nt i m ea c c o r d i n g t ot h er a w m a t e r i a l,p r o c e s s i n g a n ds oo n i n p r a c t i c a l.T h ed e t e c t i o nr o l l e r s h o u l db e s e l e c t e d r e a s o n a b l y.T h ew o r k o f l e v e l l i n gp o i n t o p t i m i z a t i o n,l e v e l l i n g s t r e n g t h,l o w e r s p e e d o p t i m a l c o-e f f i c i e n t a n d s o o n s h o u l d b ew e l lm a n a g e d.T h e n a c c u r a t e r u n n i n g o f R S BD24c d r a w i n g f r a m e c a n b e g u a r a n t e e d. K e y W o r d s R S BD24cD r a w i n g F r a m e,A u t o-l e v e l l i n g,E l e c t r o n i cD e v i c e,D e t e c t i o nR o l l e r,L e v e l l i n g P o i n t, L e v e l l i n g S t r e n g t h众所周知,纱线的不匀程度关系到纱线品级的高低,同时也直接影响到制成品的质量㊂并条工序是纺纱流程中的一道关键工序,对后道成纱质量的影响也越来越被人们重视[1]㊂实际生产中,具有自调匀整功能的并条机对改善棉条重量不匀率具有十分重要的作用㊂以下介绍R S B D24c型并条机自调匀整的组成和工作原理,分析影响自调匀整功能的关键要素㊂1 R S BD24c型并条机自调匀整系统的组 成R S BD24c型并条机的自调匀整系统是由检测系统㊁控制系统㊁执行系统三部分组成[2],如图1所示㊂作者简介:李志民(1982 ),男,工程师,z h i m i n l i82@126.c o m 收稿日期:2018-11-12图1 并条机自调匀整系统示意图1-检测罗拉;2-牵伸系统;3-主电机;4-G90型伺服放大器+M90型伺服电机;5-D295型数字处理器;6-压盘+B195型信号传感器检测系统由一对旋转的检测罗拉和压盘等组成;控制系统由B195型信号传感器㊁D295型数字处理器等组成;匀整执行系统由G90型伺服放大器㊁M90型伺服电机等组成㊂2 自调匀整系统工作原理R S BD24c型并条机的自调匀整系统是根据=================================================喂入条子的粗细变化,相应地调整牵伸区瞬时牵伸倍数,以改变输出纤维束的均匀度㊂条子重量偏差的检测由凹㊁凸罗拉和压盘联合完成㊂该重量偏差由B 195型传感器检测,并以短的恒定的时间间隔输出喂入条子的精确重量偏差值到D 295型数字处理器,处理器计算处理后产生一个与电压值和输出速度对应的R P M 目标值;由G 90型伺服放大器将R P M 值转化成M 90型伺服电机的一个转速变化值㊂当被检测的那段条子进入牵伸区的牵伸点时,伺服电机的转速发生变化,同时改变中罗拉和后罗拉的转速,前罗拉的转速保持不变,从而改变该段条子的牵伸倍数,使得输出条子达到匀整效果㊂若喂入条子偏重,则需同时降低中罗拉和后罗拉的速度,增大牵伸倍数;如果喂入条子偏轻,则需同时提高中罗拉和后罗拉的转速,减小牵伸倍数㊂它属于开环控制系统,如图2所示,具有先检测后控制的特点,系统中的控制回路是非封闭式的[3]㊂开环控制系统有较强的匀整针对性,对短片段不匀有较好的改善效果[4]㊂图2 开环控制系统3 自调匀整功能的影响因素3.1 电子装置喂入条子经过两个检测罗拉,其中一个罗拉的位置固定,另一个罗拉安装在一个可以移动的轴承上,并在一定的压力作用下,根据喂入条子体积变化的方式和大小,有不同程度的偏移㊂压盘安装在可移动轴承的相关部件上并与B 195型传感器有一定距离㊂罗拉的偏移导致压盘位置相应变动,因此喂入条子体积的变化转化成压盘与B 195型传感器之间距离的变化,变化的信号由B 195型传感器检测,并将其转化成电压值的变化传输到D 295型数字处理器㊂这一系列动作在长期不断的变化㊁检测㊁转化过程中有可能产生误差㊂为了消除机械和电信号的错误,检测装置需定期检查并校准㊂这是匀整功能作用的基础,是一个非常重要的因素㊂压盘和B 195型传感器之间有一定的距离d ,可以被看作为一平板电容器㊂假设B 195型传感器与压盘的正对面积s ,电压U ,介电常数ε,k 代表静电力常量,电容C ,该电容器带电量Q ㊂电容定义式:C =Q U(1)电容决定式:C =εs 4πk d(2)由公式(1)和(2)可推导得出:U =4πk Q εs㊃d(3)单项式4πk Q εs可看作常数,所以电压值U 的变化与距离d 的变化呈线性关系,即喂入条子重量的变化与对应电压值的变化有线性关系㊂如果机械检测与对应的电压值偏离线性关系,检测结果将不准确,经过匀整的条子重量差异必将很大㊂电子装置的校准是基于这种线性关系进行的㊂电子装置的检查应使用规定的B 6(厚度为6mm )隔距规㊂当两个检测罗拉间隙在6mm 时,B 195型信号传感器检测到的电压值范围是(8125±30)m V [5],以此为标准㊂如果电压值不在此范围,需要进行电压值校准㊂检测罗拉电压值的校准采用4个不同规格的隔距规,它们的规格分别是3mm ㊁4mm ㊁5mm ㊁6mm ㊂这4个隔距规的作用各不相同㊂6mm 隔距规用于检测和校准,将其放入检测罗拉之间并加压,查看此时对应的电压值是否在(8125±30)m V 范围之内,如果不在,此时需要手动调整压盘与B 195型传感器之间的距离来改变对应的电压值,直到显示的电压值在要求范围(8125±15)m V 之内㊂3mm ㊁4mm ㊁5mm 隔距规测量的电压值是用于检查上述调整的电压值是否合理㊂如果这4个电压值点符合线性关系,即校准成功;如果不符合线性关系,机器将提示 偏线性错误”,即校准不正确㊂导致校准时出现线性错误的原因很多,例如校准工具不合理㊁操作不精准等,需要重新校准操作㊂若B 195型传感器状态不良,也会导致上述问题发生,此时需要更换B 195型传感器㊂通常情况下必须定期检查电子装置㊂只有通过这种定期检查,电子装置的精确功能才能得以保证㊂检查周期取决于个别质量要求,但不能超过一年㊂除此之外,如果检测罗拉㊁B 195型传感=================================================器㊁D295型数字处理器等因素变更,必须检查电子装置;如有必要,重新调整㊂3.2 检测罗拉喂入条子粗细变化的检测是匀整功能的关键,所以选择合适的检测罗拉是至关重要的㊂检测罗拉检测喂入条子的体积是偏大还是偏小是根据一个基准值来判断的㊂这个基准值可以定义为检测罗拉0偏差时两个检测罗拉之间的距离L0㊂如果检测棉条的体积大于基准值,说明此时检测罗拉之间间距大于L0,即喂入条子偏重;反之,如果检测出来的体积小于这个基准值,说明此刻检测罗拉间距小于L0,即喂入条子的重量偏轻㊂检测罗拉规格选择方法如下㊂(1)纺棉㊁回收棉㊁涤纶㊁粘胶(1.3d t e x~2.0d t e x,40mm)㊁棉涤混纺㊁棉粘混纺㊁涤粘混纺:喂入条子总定量12k t e x~16k t e x时,检测罗拉规格4.0mm;16k t e x~20k t e x时,检测罗拉规格4.0mm或5.5mm;20k t e x~25k t e x时,检测罗拉规格5.5mm;25k t e x~30k t e x时,检测罗拉规格5.5mm或7.0mm;30k t e x~ 38k t e x时,检测罗拉规格7.0mm;38k t e x~ 43k t e x时,检测罗拉规格7.0mm或9.0mm; 43k t e x~50k t e x时,检测罗拉规格9.0mm㊂(2)纺粘胶(<1.3d t e x或>2d t e x, >40mm)㊁棉腈混纺㊁腈合成纤维混纺:喂入条子总定量12k t e x~16k t e x时,检测罗拉规格5.5mm;16k t e x~20k t e x时,检测罗拉规格5.5mm或7.0mm;20k t e x~25k t e x时,检测罗拉规格7.0mm;25k t e x~30k t e x时,检测罗拉规格7.0mm;30k t e x~38k t e x时,检测罗拉规格7.0mm或9.0mm;38k t e x~43k t e x时,检测罗拉规格9.0mm或11.0mm;43k t e x~50k t e x 时,检测罗拉规格9.0mm或11.0mm㊂(3)纺腈纶:喂入条子总定量12k t e x~ 16k t e x时,检测罗拉规格5.0mm;16k t e x~ 20k t e x时,检测罗拉规格5.5mm或7.0mm; 20k t e x~25k t e x时,检测罗拉规格7.0mm; 25k t e x~30k t e x时,检测罗拉规格7.0mm或9.0mm;30k t e x~38k t e x时,检测罗拉规格9.0mm;38k t e x~43k t e x时,检测罗拉规格9.0mm或11.0mm;43k t e x~50k t e x时,检测罗拉规格11.0mm㊂在生产过程中,应根据实际的原料㊁定量等因素选择适当的规格型号㊂目前可选择检测罗拉规格有4.0mm㊁5.5mm㊁7.0mm㊁9.0mm㊁11.0mm,共5种规格型号㊂根据检测罗拉规格选择检测罗拉型号,但实际生产过程中还需通过L0的大小来判断所选的检测罗拉是否合适㊂因为检测罗拉偏移的距离限定,L0作为一个基准值,有一定的范围限制㊂根据设备实际情况, L0的值应该在2.5~5.6之间[5]㊂当L0接近或者大于5.6时,即检测罗拉0偏差时候检测罗拉已经达到偏移的极限位置,如果此时喂入条子偏粗,检测罗拉将无法准确检测到条子的变化,所以此时机器所选择的检测罗拉不合适,需要更换大一个型号的检测罗拉㊂当L0接近或者小于2.5,且检测罗拉偏差为0时,检测罗拉已达到偏移最小极限㊂如果此时喂入条子偏细,检测罗拉将无法检测到条子的变化,所以此时需要更换小一号的检测罗拉㊂3.3 匀整点检测罗拉检测的那段条子到达牵伸区的某个位置点时匀整功能开始起作用,即这段条子从检测罗拉的监测点到被牵伸点走过的距离称为匀整点㊂它是一个距离值,在牵伸过程中条子张力保持不变,因此该距离值可以作为一个位置点㊂因为喂入棉条重量不匀率差异较大,每段条子所对应的匀整作用点并非完全相同,因此实际机器上所显示的匀整点是所得大量匀整作用点出现相对较集中的那个位置点㊂在生产过程中,该条子原料性质㊁运行的速度㊁牵伸倍数㊁牵伸隔距㊁工艺设置等都会影响匀整点㊂机器具有自动搜索匀整点功能㊂开启匀整点搜索功能,正常启动机器,机器在自动换桶后开始运行,约生产2k m左右的条子后完成匀整点搜索,获得一个匀整点,并给出该匀整点的判断,分为 一般的”㊁ 良好的”和 最适宜的”3种结果㊂接受所得匀整点机器会自动存储并出现一个报警,要求 落筒”;此时手动落筒,即完成匀整点搜索过程㊂手动优化匀整点,将C V,C V(1m)值和波谱图作为参考对象进行对比优化㊂上述自动匀整点搜索功能首先找出启动值F㊂当匀整点分别为F,F+12,F-12时,生产一定量条子,测试其C V,C V(1m)值和波谱图,对比这3种情况选择出最佳的匀整点F'㊂然后分别测试当匀整点为F'+6,F'-6时条子的C V值,C V(1m)值和波谱图,对比选择出最佳匀整点F″㊂按照以上方式,当匀整点为F″+3,F″-3时,分别测试上述指=================================================标㊂从F ″+3,F ″,F ″-3中选择最佳匀整点㊂例如,当F =933mm 时,参考C V 测试结果,手动优化匀整点流程如图3所示㊂图3 匀整点优化示意图3.4 匀整强度匀整强度是匀整功能具有的匀整能力㊂它是一个放大的参数,可补偿匀整传动系统的粗节和细节㊂当原料变化㊁检测罗拉变更㊁喂入速度变更时需要重新优化匀整强度㊂通过经验预设一个匀整强度值,根据实际优化该匀整强度㊂当喂入条子根数为n 时,生产棉条100m ,并计算条子的平均重量W n ;分别当喂入条子并合数为n -1,n +1时,按照上述方式生产条子并计算其重量平均值为W n -1,W n +1,重量单位k t e x ㊂当并合数为n -1根条子时,匀整后条子的重量偏差A n -1:A n -1=W n -1-W nW n×100%(4)A n -1>0时,匀整补偿过渡;A n -1<0时,匀整补偿不足㊂当并合数为n +1根条子时,匀整后条子的重量偏差A n +1:A n +1=W n +1-W nW n×100%(5)A n +1>0时,匀整不足;A n +1<0时,匀整补偿过渡㊂计算A n -1与A n +1绝对值的平均值A :A =|A n -1|+|A n +1|2(6)根据A n -1和A n +1的实际情况相应地提高或者降低匀整强度,再次按上述方式测试㊂当棉条重量偏差A ≤0.5%时,即满足要求㊂3.5 低速优化检测罗拉在慢速模式下,压紧生产的纤维原料比在正常速度下的更多㊂在生产过程中,需用一个修正因子补偿该差异㊂该修正参数考虑了在慢速运行时,对纤维性能和条子输入速度的影响㊂根据经验预设以优化系数,分别在慢速模式和正常生产模式两种情况下各生产100m 条子,并分别计算出W 慢速和W 正常平均值,重量单位k t e x㊂根据以下重量偏差公式计算:X =W 慢速-W 正常W 正常×100%(7)当偏差X >0,说明慢速模式下条子蓬松,应适当增加优化系数㊂当偏差X <0,说明慢速模式下条子张紧,应适当减小优化系数㊂调整低速优化系数后需重复上述步骤,直到条子重量偏差在0.5%以内㊂除了机器自身的因素对自调匀整效果有影响外,外界因素也会影响匀整功能的稳定性㊂适当控制温湿度的变化,减少它们对自调匀整的影响㊂喂入条子重量偏差波动越小,自调匀整功能越稳定㊂因此,自调匀整功能打开之前,应通过更换牵伸倍数使得输出条子的重量尽量接近要求的目标定量㊂4 结束语由于R S BD 24c 型并条机独特的自调匀整技术和稳定的匀整性能,被市场广泛认可㊂但是利用好这一功能还需要对其原理和相关因素有充分的认识和理解㊂在实际应用中,需根据原料㊁工艺等情况及时检查匀整电子装置的正确状态,选择最合理的检测罗拉,认真做好优化匀整点㊁匀整强度和低速优化系数等工作,才能保证R S B D 24c型并条机匀整功能的精准运行,提高纱线质量㊂参考文献:[1] 翁金飞,陈冰,陈幼平,等.并条机自调匀整系统实现[J ].机械与电子,2013(1):46-48.[2] 立达(中国)纺织仪器有限公司.纺纱手册(第3册)[Z ].上海:立达(中国)纺织仪器有限公司,2014:50-54.[3] 孙书行.高速并条机自调匀整控制系统研究[D ].上海:东华大学,2016.[4] 吴敏,徐旻,王红芳.并条机自调匀整技术的作用与特点[J ].棉纺织技术,2003:31(7):30-33.[5] 立达(中国)纺织仪器有限公司.R S B D 24c 操作说明书[Z ].上海:立达(中国)纺织仪器有限公司,2011.=================================================。
现代并条机的自调匀整技术中国纺织工业协会企业技术进步咨询中心教授级高级工程师秦贞俊内容简介:20世际80年代以来,随时着电子计算机动技术、传感技术及变频调速技术与纺织机械的不断结合,使纺织机械走向高科技化,并条机也不例外,经过不断改进,使现代并条机具备了在线并条条干自调匀整,粗节疵点自动监控,全自动牵伸自动调节.牵伸罗拉隔距自动调节.形成了电子计算机自动监控的体系,此外,还改进了机器负压净化功能,以及单独传动的自动换桶体系,使并条机功能更加完善。
在2007幕尼黑ITMA上展现的新现代化并条机的质量保障体系的技术进步尤为突出,国外有许多生产并条机的国家.如德国日本.意大利.英国及瑞士等.现以瑞士立达公司的RSB系列及德国特吕茨勒公司的TD-03系列的自调匀整式并条机为例,现就高科技并条机的自调匀整技术的有关问题讨论如下:关键词自调匀整开环式自调匀整闭环式自调匀整传感器伺服电机主牵伸区一、瑞士立达公司的RSB系列的自调匀整式并条机瑞士立达公司研制的RSB系列自调匀整式并条机及其原来的机型,我国早期引进的RSB951以及20世纪末以来引进的RSB-D30、RSB-D35 、RSB-40JI、及RSB-401及SB-D11等在进一步提高棉条质量上都取得了很显著的进步,并在加工技术上有了很大的变化。
就RSB系列自调匀整式并条机的机构特点及使用状况专作以下介绍:并条机生产的棉条质量对于成纱质量及织物的质量十分重要。
近几年来瑞士立达公司研制的RSB系列自调匀整式并条机及其原来的机型,我国早期引进的RSB951以及20世纪末以来引进的RSB-D30、RSB-D35、RSB-40JI、RSB-401及SB-D11等在进一步提高棉条质量上都取得了很显著的进步,并在加工技术上有了很大的变化:1 RSB-40 系列并条机的最高引出线速度已达到1100米/分(SB-D11并条机)2、自调匀整系统2.1并条机自调匀整形式的确立自调匀整器形式有开环式,闭环式及混合式等,开环式自调匀整系统在并条机上应用具有检测点喂入棉条的速度比输出检测点的线速度低很多的优点以及喂入部分棉层比较厚的特点,比闭环式对条干的检测准确,尤其新式自调匀整器原理匀整电路完全实现数字化,匀整频率不是以时间作为扫描基础,而是以喂入棉条经过检测罗拉的长度为基础,先进的乌斯特匀整扫描长度为每次1.5毫米,有的还缩短到1毫米,扫描检测一次所需时间达到毫秒级,速度快,精度高,匀整频率高,一般可将±25%范围内的喂入棉条匀整到±1%以内,因此,并条机匀整器的形式,目前已大都确定为开环式,即检测点与调整系统同在喂入侧。
2.2传感器与AC同伺服电机工作原理:图1RSB-D35型并条机自调匀整系统是由一对沟槽及舌簧罗拉对全部喂入棉条进行检测,检测到的棉条均度讯号经舌簧的变形及时转换成匀整电量讯号,经电脑处理后,在原棉条即将进入主牵伸区时,由中央电脑指令高灵敏的伺服电机变频,修正喂入主牵伸区的棉条,达到对输入棉条匀整的目的,传感器对棉条的检测频率很高,而且不与速度变化相关,对输入棉条每1.5毫米检测一次,自调匀整通过一个具有极高动态性能的伺服电机,将匀整后的棉条被立即传向喂入系统,这种开环式匀整系统反应时间可缩短到毫秒级,所匀整的棉条片段长度被缩短到几公分。
即使并条机引出速度达到1000米/分,自调整功能也足以相适应,而且对于生条,半生熟条及精梳条,人工接头所造成的不匀,也起到很好的匀整作用。
2.3、自调匀整器的应用由于自调匀整器设计原理具有不同的探测棉条的频率,因此,不同的自调匀整系统,适应于不同的喂入棉条线速度。
像乌斯特自调整系统可配备在速度较高的并条机器上,最高适应速度可达到1000米/分,国产BYD型自调匀整系统于引出速度为600-800米/分。
车速在650米/分左右的自调匀整系统可采用台湾东夏的THD-901AL型匀整器。
目前国产自调匀整器很多,但适应高速而且匀整效果好的还要进一步提高,据调查,在国产并条机上乌斯特条干匀整系统及台湾东夏自调匀整系统在便用时,车速也开的不理想,如果车速开的较高,匀整效果也达不到理想的不平。
2.4自调整效果与并条机引出速度,生产品种及原料质量的关系:高产并条机因加工的原料不同,线速度亦不同,像1000米/分的速度是HSR1000型并条机最高速度(RSB-35及RSB-40可达1100米/分)只可加工普通原棉;加工化纤及混纺条,引出速度在650-900米/分,精梳棉条线速度在600米/分,如TD-600型并条机是专门为生产纯棉精梳纱配套的精梳机,低级棉含而且废棉多的混合棉条限开在500米/分以下,甚至RSB系列的并条机,在加工低等级原料的棉条时车速也只能开到250米/分。
生条及半熟条短绒率含量的高低会影响匀整的效果。
由此可见,原料不同产品品种不同及棉条中含短绒率不同不仅影响并条引出线速度,而且自匀整效果也达不到应有的水平,这是自调匀整系统能否发挥正常作用的关键。
以精梳32英支环锭纱为例:开环式乌斯特条干匀整系统在正常条件下,匀整后的熟条条干的1米.3米及5米CV%值分别达到0。
3%,0。
2%及0。
1%,重量偏差在0。
5左右,达到乌斯特2007年公报5%水平。
自调匀整并条机一定要加强短绒率的管理才可使成纱条干达理想水平。
如果精梳条中短绒率含量在8%以上,所纺出条干CV%值仅可达到25%水平,如果短绒率含量减少到2%,细纱条干CV%值可达5%水平。
二德国特吕茨勒公司的TD-03系列的自调匀整式并条机在2007 幕尼黑展览会上,德国特吕茨勒公司展出了新的并条机TD03-600、TD02并条机。
都是在TD03并条机的基础上的改进与发展的。
1、特吕茨勒自调匀整的并条机有两种型号,一种是用于高产范围的TC03并条机,车速最高达到1000米/分;像HSR1000、TC03 型并条机最高速度1000米/分的速度,只可加工普通原棉;加工化纤及混纺条,另一种是用于精梳环锭纱的TD03-600型,车速最高达到600米/分。
有自调匀整系统的应用应根据不同的原料、品种及不同的并条机的车速而确立的。
像TD03-600的引出线速度为600米/分,纺纱品种是精梳纱,自调匀整匀整的效果好。
有自调匀整的并条机机TC03还配有牵伸点的自动优化设置系统OPTI SET,通过考虑一些综合情况,如机器的设置、原料性质及周围的空调状况而完全自动确定的最佳数值。
喂入原棉先经过传感器扫描后再进入主牵伸区接受牵伸匀整作用。
主牵伸区距传感器约1000豪米,匀整作用要比转感器扫描时间有一定的滞后,因此主牵伸点的设置应考虑滞后的因素。
此外主牵伸点的确立还要考虑原料性质、机器设置及周围的空调状况。
2、短片段的匀整系统的功能:德国特吕茨勒公司新型并条机的短片段的匀整作用是由伺服电机SERVO DRAFT承担的,短片段匀整伺服电机SERVO DRAF的匀整长度很短,仅需要极少量的棉条即可修正与标准棉条的偏差。
除此之外,该系统还要求能精确的收集实际运行值,准确无故障的处理信号,以及对匀整信号直接进行转换。
特吕茨勒的传感器是测量漏斗,和传统罗拉与沟槽罗拉传感器不同,SERVO DRAFT能更精确的、快速的测量喂入的棉条,漏斗内的测量片的质量比传感罗拉要小的多,因此其扫描频率比传感罗拉式传感器要提高了2。
5倍。
一个漏斗即可包括了所有的常规棉条定量。
这种传感器无需齿轮传动,比传统的传感器的锥轮的调速要简单精确的多。
这种短片段匀整伺服电机SERVO DRAF系统几乎不需维修、故障少及具有更高的匀整动力,可实现最短的匀整长度。
特吕茨勒的SERVO DRAFT短片段匀整装置是专门对车速在600米/分的并条机使用而优化的,与电动机及软件的微调有关。
SERVO DRAFT短片段匀整作用对并条机的整个速度都可适应,即使在自动换桶的减速与加速过程中,SERVO DRAFT短片段匀整工能都能保持运行。
与使用不精确控制的主电机的一般并条机相比,每米棉条的均匀度更好。
同时,自调匀整TD03并条机不必通过调换齿轮来改变总牵伸的情况。
由于末并条之后再也没有改进产品质量的工序,因此末并条应对每一米的棉条应进行细致的监控与匀整,使纺出的纱的质量能达到标准。
这是TC03并条机的重要特征之一三、新型特吕茨勒并条机TD02特吕茨勒新近研制开发了全新的不带自调匀整的并条机TD02,机上的牵伸系统另部件基本上是采用稳定可靠的TD03的,可避免工艺及质量标准的降低。
其中包括4上3下牵伸装置、气动加压系统、数控高动力伺服电机、主牵伸区应用压力棒、牵伸系统快速调节、低能耗的滤尘箱的持续吸风系统及气动导条系统。
特吕茨勒TD02并条机的牵伸系统直接安装在换捅装置的上方。
换捅装置基本上与TD03及TD07相同。
导条系统及换桶装置的圈条盘分别是独电机传动的。
节能、减少维修。
牵伸宽度加了15豪米以改善高蓬松度纤维的加工。
不带自调匀整的并条机TD02的主要用在加工低挡原料及低车速的产品,也有可用于高速并条机上加工普通棉产品的,加工纯棉或混纺普梳或精梳环锭纱的头道并条机用。
现代化的清梳联的生条的不匀率已经过双棉箱给棉机、梳棉机智能化棉网喂棉系统、长短片段匀整系统的匀整及一系列的在线质量控制系统如自动调锡林盖板隔距、自动磨针等高技术的控制,生条质量已经有很高的保障,不带自调匀整的并条机TD02上不需再进行匀整只要并合就能很好的满足下工序的要求了,尤其是在生产一般挡次的转杯纱中不带自调匀整的并条机TD02已完全可以满足要求。
四、并条机的其他进步RSB系列并条机及TD-03、SB-D11并条机的许多重要改进对其自调匀整效果及产品质量的稳定与提高有很显著的影响:1、RSB系列并条机为三上四下罗拉式压力棒牵伸体系(TD-03并条机为4上3下牵伸装置、气动加压系统、数控高动力伺服电机、主牵伸区应用压力棒),结构筒单,调节方便,容易清洁保养,适应性强,并可加工各种类型纤维及纺制各种重量棉条。
压力棒在主要牵伸区里,在牵伸过程中保持对纤维良好的控制,井在特定的范围内控制短片段重量偏差。
2. RSB系列并条机及TD-03并条机的牵伸系统配有负压吸尘装置,使得牵伸部份的整个区域都处于不停的负压吸风的范围中,以减少并条机棉条中的杂质及尘绒的含量,这对于在转杯纺上进一步加工优质纯棉纱是一项十分重要的技术措施。
除了能有效地排出棉条中的杂质以外,负压吸风体系还能经常保持并条机牵伸工作区的清洁。
据介绍RSB系列及并条机及TD-03并条机的负压吸风清洁循环可以增加到10倍。
3、并条机的传动,RSB系列型并条机以平皮带传动代替了传统的齿形带传动.消除了由于杂质在皮带上的堆积造成的棉条误差,也减少了噪音。
4.棉条喂入部份RSB系列并条机的棉条喂入部份由喂入架和积极传动的喂入罗拉组成。