毕业论文——转炉溅渣护炉技术概论
- 格式:pdf
- 大小:2.52 MB
- 文档页数:17
第1页共17页转炉溅渣护炉技术摘要:溅渣护炉技术是利用MgO含量达到饱和或过饱和的炼钢终点渣,通过高压N2的吹溅,冷却、凝固在炉衬表面上形成一层高熔点的熔渣层,并与炉衬很好地粘结附着。溅渣形成的溅渣层耐蚀性较好,同时可抑制炉衬砖表面的氧化脱碳,又能减轻高温渣对炉衬砖的侵蚀冲刷,从而保护炉衬砖,降低耐火材料损耗速度,减少喷补材料消耗,同时减轻工人劳动强度,提高炉衬使用寿命,提高转炉作业率,降低生产成本。关键词:溅渣护炉;氧枪;氧气流量;冶炼工艺;控制
一、前言炉龄是转炉炼钢一项综合性技术经济指标。提高炉龄不仅可以降低耐火材料消耗,提高作业率、降低生产成本,而且有利于均衡组织生产,促进生产的良性循环。所以,大幅度提高转炉炉龄是炼钢工作者多年追求的目标。转炉炉衬工作在高温、高氧化性条件下,通常以0.2~0.8mm每炉的速度被侵蚀。为保证转炉正常生产和提高炉衬寿命,我国冶金工作者做了许多工作,如采用焦油白云石砖、轻烧油浸白云石砖,贴补、喷补、摇炉挂渣等措施,使炉龄逐步提高到1000炉以上;进入80年代,转炉普遍采用镁碳砖,综合砌炉,使用活性石灰造渣,改进操作,采用挂渣、喷补相结合的护炉方法,使转炉炉龄又有明显提高。我国从l994年开始转炉溅渣护炉试验,采用和发展的速度很快。鞍钢、首钢、宝钢、武钢、太钢等一些转炉厂采用溅渣护炉技术,炉龄大幅度提高,取得了明显效果。其中,宝钢、武钢、首钢炉龄已逾万炉。2003年武钢二炼钢创造了30368炉的转炉炉龄记录。溅渣护炉是转炉护炉技术的重大进步,这项能够大幅度提高转炉炉龄、降低耐火材料消耗的技术,在我国展示了广阔的推广应用前景。第2页共17页
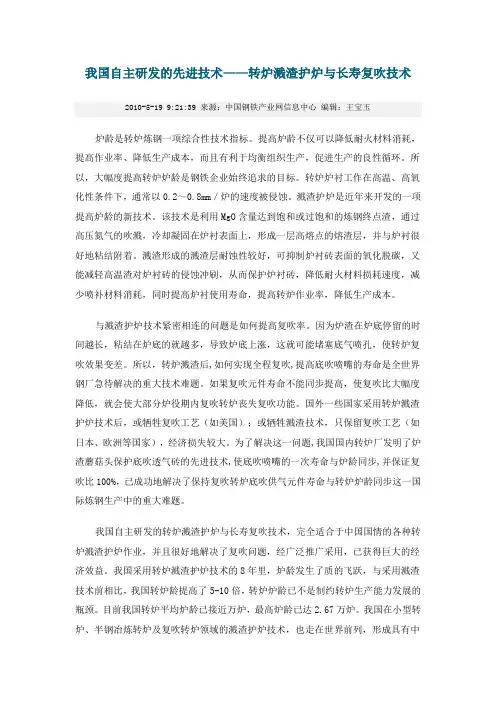
二、转炉溅渣护炉工艺参数转炉炉龄是转炉炼钢的一项技术经济指标,提高转炉炉龄,可降低转炉炉衬消耗,有利于均衡地组织生产、降低炼钢操作成本,钢的总产量也随之增加。溅渣护炉技术是提高转炉炉龄的一项重要技术,目前国内外许多钢铁企业相继采用该项技术。但是由于受现场生产操作条件的限制,很难探索最佳操作工艺,影响了溅渣护炉的技术优势。本试验是为了配合某厂250吨转炉溅渣护炉工业试验,采用定量法对溅渣护炉工艺进行冷态模拟试验。根据某厂转炉溅渣实践,试验分别采用不同顶枪枪位,不同气体流量及不同渣量等与进行比较,研究确定适合于转炉溅渣护炉的最佳操作工艺参数。(一)转炉氧枪枪位、及留渣量与溅渣量的关系图1、2、3、4分别表示在不同溅渣条件下顶吹转炉的炉衬表面以及渣线部位、耳轴部位、炉帽部位的溅渣情况。由上述4图可知,在一定的顶吹气体流量和渣量条件下,随着氧枪枪位的升高,顶吹转炉炉衬表面获得的溅渣量均表现为逐渐增加,至一定数量,而后开始减少,顶吹气体流量增大时,炉衬表面获得的溅渣量迅速增加,在本试验结果比较以及现场生产渣量限制条件下,11%渣量的转炉溅渣效果最佳。当顶吹气体流量为19.2Nm3/h、23.0Nm3/h、26.8Nm3/h(相当于现场25000Nm3/h、27000Nm3/h、29000Nm3/h)时,被溅到转炉炉衬表面的溅渣效果最好的溅渣枪位分别为80mm、153mm、170mm(相当于现场1160mm、2218mm、2465mm)左右。其中渣线部位最佳溅渣枪位分别为90mm、159mm,180mm(相当于现场1305mm、2305mm、2610mm)左右。耳轴部位最佳溅渣枪位分别是70mm、136mm、155mm(相当于现场1015mm、1972mm、2247mm)左右。炉帽部位最佳溅渣枪位分别是65mm、126mm、138mm(相当于现场943mm、1827mm、2001mm)左右。第3页共17页
图1宝钢250吨转炉炉衬表面溅渣量和顶枪枪位、顶吹气体流量及渣量之间的关系(顶枪夹角14.50)A-渣量8%B-渣量ll%C-渣量14%1-顶吹气体流量19.2Nm3/h;2-顶吹气体流量23.0Nm3/h;3-顶吹气体流量26.8Nm3/h.
图2宝钢250吨转炉渣线部位溅渣量和顶枪枪位,顶吹气体流量及渣量之间的关系(顶枪夹角14.50)A-渣量8%B-量11%C-渣量14%1-顶吹气体流量19.2Nm3/h;2-顶吹气体流量23.0Nm3/h;3-顶吹气体流量26.8Nm3/h第4页共17页
图3宝钢250吨转炉耳轴部位溅渣量和顶枪枪位,顶吹气体流量及渣量之间的关系(顶枪夹角14.50)A-渣量8%B-渣量11%C-渣量14%.1-顶吹气体流量19.2Nm3/h;2-顶吹气体流量23.0Nm3/h;3一顶吹气体流量26.8Nm3/h
图4宝钢250吨转炉炉帽部位溅渣量和顶枪枪位,顶吹气体流量及渣量之间的关系(顶枪夹角14.50)A-渣量8%B-渣量11%C-渣量14%1-顶吹气体流量19.2Nm3/h;2-顶吹气体流量23.0Nm3/h;3-顶吹气体流量26.8Nm3/h第5页共17页
(二)转炉氧枪枪位对溅渣护炉的影响顶枪枪位是影响转炉溅渣的重要工艺参数。小于最佳溅渣枪位时,按照理论计算和试验结果均发现,顶吹气体流股击穿炉渣到炉底,造成高速气体流股能量损失在炉底耐火材料上,不利于溅渣护炉。溅渣护炉是由于顶吹气体流股作用在渣液熔池表晒,产生冲击凹坑,其反作用力使炉渣溅起。溅起的炉渣以各种,角度射向炉膛空问,一部分垂直溅起,然后自由下落回到熔池中,起不到护炉作用。只有小于900角溅起的渣粒或渣片.溅到炉衬表面上,才达到护炉作用。枪位过低顶吹气体流股击穿炉渣至炉底,气体流股能量损失在炉底耐火材料上,使炉渣形成“杯”状冲击坑,如图5中a所示。沿着杯状冲击坑外缘,溅起少量粗渣粒,反射角多数大于450角,或垂直向上,然后自由落下,溅到炉衬表面较少。从冷态模拟可以清楚看到,顶吹气体流股击穿炉渣,能量损失在炉底上,因而不能排开炉渣,形成指向顶枪枪头的一小团涡流,被溅起炉渣围绕顶枪垂直向上,不仅易粘枪端或烧枪头,而且杯状冲出坑以外其它处的炉渣处在微动或静止状态,逐渐凝用在炉底上,使炉底上涨
图5不同枪位转炉溅渣护炉效果比较示意图a-低枪位b-最佳枪位c-高枪位1-转炉2-氧枪3-耳轴4-炉渣
大于最佳溅渣枪位时,按照理论汁算或试验结果均发现,顶吹气体流股未到达炉渣表面之前,受到反射气流和溅起的炉渣阻挡,加上流股第6页共17页
吸入周围气体等,气体流股能量已经损失很大,剩余能量冲出渣表面形成浅“盘子”形状,如图5中c所示。溅起的炉渣也是沿着浅“盘子”底部切线方向,细小的渣粒多数小于450角飞向炉衬渣线部位,造成炉底拐角处炉渣堆积增厚,熔池缩小,而其他部分溅渣效果就降低了,就是因为液态炉渣能够缓冲顶吹气体流股冲击炉渣熔池的作用力,故其反作用力减小,溅起炉渣量也就减少。最佳枪位溅渣时,顶吹气体流股作用在炉渣上,形成“碗”状冲击坑,如图5中b所示。炉渣沿着碗状冲击坑外缘溅起的炉渣作用力大,多数以450角为中心的扇形方向飞向炉衬内表面上。故溅渣量大,溅渣高度高,且覆盖面积大,有利于贴补炉衬。从几何尺寸的上讲,最佳枪位可以理解为高速气体流股冲击炉渣,形成冲出凹坑的深度刚好是顶吹气体流股末端接触炉底的最大深度。以克服高、低枪位的不足之处,溅渣的效果最佳。但是,根据炉衬各部位蚀损情况不一样,如图所示的最佳枪位有目的、有方向的将炉渣溅起飞向渣线部位、耳轴部位、炉帽部位的薄弱部位,即变枪位操作,有利均衡炉衬各部位寿命。
(三)氧枪氮气流量对溅渣护炉的影响众所周知,转炉溅渣是由于顶吹气体流股冲击熔池,其气体流股搅拌能传给炉渣,其反作用力使炉渣溅起飞向炉衬内表面上。根据川崎制铁介绍气体流股搅拌能与气体流量成正比,如下公式:
由图1、2、3、4、所示,随着顶吹气体流量增加,有利于溅渣护炉效果。正如上述所示公式随着顶吹气体流里量Q的增加,炉渣搅拌能也随之增大。在考虑缩短起渣时间或溅渣时间,溅渣把高度;对炉帽或烟道不烧损的前题下,尽可能采用大些供气量。故在设计时应采用溅渣氮第7页共17页
气流量等于或略低于供氧流量。本试验结果认为250吨转炉溅渣护炉吹气流量应为26.8Nm3/h(相当于现场29000Nm3/h)时的溅渣效果好。(四)转炉留渣量对溅渣护炉的影响渣量也是影响转炉溅渣效果的一个重要因素。渣量小,相当于低枪位顶吹气体流股较容易穿透炉渣,直接接触炉底耐火材料,而消耗气体流股的能量,故溅渣效果差。另外,渣量少,溅到炉衬表面上的溅渣层薄,故耐蚀性差。渣量大,相当于高枪位顶吹气体流股不易穿透炉渣,气体流股冲击能量被液态炉渣缓冲而消耗,其反作用力减小,溅起的炉渣量小。现代炼钢的铁水成份,石灰质量提高,造渣剂用量不会很大。也不能因为溅渣护炉、不顾冶炼操作效果,更多加入造渣剂。根据本试验结果如图6所示,保证留渣量在11%左右即可。
图6溅渣护炉效果与渣量之间的关系1-顶吹气体流量23.0Nm3/h的最佳枪位溅渣量;2-顶吹气体流量26.8Nm3/h的最佳枪位溅渣量(五)溅渣时间溅渣时间是指溅渣孕育期和起渣时间之和。根据现场测定溅渣孕育时间长短,不仅和转炉出钢量有关,主要是与炉渣的温度、熔点、粘度
以及留渣量有直接关系,孕育期时间占溅渣时间的2141—一旦炉渣被溅起,那么起渣时间长短仅仅和留渣量多少有关。如表4所示,宝钢二炼钢250T转炉因长距离输送钢水至连铸车间,出钢温度高达1700℃,故孕育期时间长。梅钢、昆钢、邯钢转炉出钢温度虽然仅1660~1680℃,但是铁水中[P]和[Mn]高,终点炉渣中TFe和MnO高,导致炉渣熔点低,为1300~1350℃,炉渣稀(当然也包括冶炼操作水平和冶炼低碳钢种的缘故,渣中TFe高)。尽管留渣量不足8%,仍然不易起渣,孕育期时间
12