磁粉检测在定期检验中的应用
- 格式:doc
- 大小:17.50 KB
- 文档页数:4
龙源期刊网
磁粉检测在定期检验中的应用
作者:张若定
来源:《城市建设理论研究》2013年第23期
摘要:为了更好的保证压力容器在定期检验中的质量,在现场无损检测过程中表面探伤起着举足轻重的作用,必须合理选择表面探伤方法,认真分析各类缺陷的特征,总结在压力容器定期检验过程中表面探伤的合理应用。
关键词:无损检测;表面探伤;定期检验
中图分类号: TS736+.2 文献标识码: A 文章编号:
一、表面探伤概述
表面探伤(包括磁粉检测MT/渗透检测PT)
1、磁粉检测(Magnetic Particle Testing,缩写符号为MT)
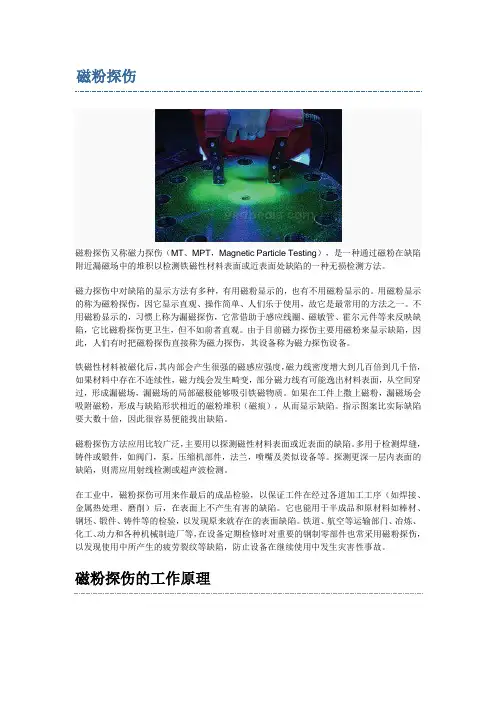
磁粉检测定义铁磁性材料工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变 而产生漏磁场,吸附施加在工件表面的磁粉,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度;磁粉检测是无损检测五大常规方法之一。
磁粉检测只能用于检测铁磁性材料的表面或近表面的缺陷,由于不连续的磁痕堆集于被检测表面上,所以能直观地显示出不连续的形状、位置和尺寸,并可大致确定其性质。磁粉检测的灵敏度可检出的不连续宽度可达到0.1μm。综合使用多种磁化方法,磁粉检测几乎不受工件大小和几何形状的影响,能检测出工件各个方向的缺陷。
磁粉检测是以磁粉做显示介质对缺陷进行观察的方法。根据磁化时施加的磁粉介质种类,检测方法分为湿法和干法;按照工件上施加磁粉的时机,检验方法分为连续法和剩磁法。
1.1湿法和干法
磁粉悬浮在油、水或其他液体介质中使用称为湿法,它是在检测过程中,将磁悬液均匀施加在工件表面上,利用载液的流动和漏磁场对磁粉的吸引,显示出缺陷的形状和大小;湿法检测中,由于磁悬液的分散作用及悬浮性能,可采用的磁粉颗粒较小,因此,具有较高的检测灵敏度,特别适用于检测表面微小缺陷,例如疲劳裂纹、磨削裂纹等;湿法经常与固定式设备配合使用,也可与移动和便携式设备并用,用于固定式设备的磁悬液可以循环使用。 龙源期刊网
干法有称干粉法,在一些特殊场合下,不能采用湿法进行检测时,而采用特制的干磁粉按程序直接施加在磁化的工件上,工件的缺陷处即显示出磁痕。干法检测多用于大型铸、锻件毛坯及大型结构件、焊接件的局部区域检查,通常与便携式设备配合使用。
1.2连续法和剩磁法
(1)连续法 连续发又称附加磁场法或现磁法,是在外加磁场作用下,将磁粉或磁悬液施加到工件上进行磁粉探伤。对工件的观察和评价可在外磁场作用下进行,也可在中断磁场后进行。
(2)剩磁法 剩磁法是先将工件进行磁化,然后在工件上浇浸磁悬液,待磁粉聚集后在进行观察,这是利用材料剩余磁性进行检测的方法,故称为剩磁法。
二、容器定检中磁粉探伤方法的选择
磁粉探伤的磁化方法很多,一般根据被检对象的特点选择,如周向磁化的方法有通电法、中心导体法、偏置芯棒法、触头法等,纵向磁化的方法有线圈法、磁轭法等;多向磁化常用的有交叉磁轭法。尽管磁粉探伤方法多种多样,但由于压力容器定期检验的磁粉探伤,主要是针对焊接接头,致使容器定检中的磁粉探伤方法选择受到一定限制,目前常用的方法有以下几种:
1、磁轭法:该方法设备简单,操作方便,活动关节磁轭可检测角焊缝,为检出各个方向上的缺陷,应至少在同一部位做两个方向互相垂直的检测,且应将焊缝划分为若干个受检段,操作时检测区应有一定的重叠,用来检测长焊缝效率低,多用于压力容器角焊缝检测。
2、交叉磁轭法:是目前容器定检中应用最多的一种方法,可产生旋转磁场,检测灵敏度高,操作简单,可靠性好,并且检验效率高。
3、触头法:属单向磁化方法,电极间距可灵活调节,可根据探伤部位情况确定灵敏度和电流大小,在容器定检中对角焊缝探伤非常实用。
4、绕电缆法:对于管道圆周焊缝可以用绕电缆法探伤,属纵向磁化,可发现焊缝及热影响的纵向缺陷。
三、现状情况
目前表面探伤在压力容器定期检验中的大量应用,对发现容器使用中产生的表面缺陷起到了非常明显的作用, “TSG R7001-2004《压力容器定期检验规则》”明确要求:“首次进行全面检验的第三类压力容器,盛装介质有明显应力腐蚀倾向的压力容器,Cr-Mo钢制压力容器,标准抗拉强度下限σb≥540MPa钢制压力容器。有以上情况的要对容器内表面对接焊缝进行磁粉或渗透检测,检测长度不少于每条焊缝长度的20%。铁磁性材料的表面无损检测优先选用磁粉检测”。而且JB/T 4730.4-2005还提出对在用承压设备进行磁粉检测时,如制造时采用高强度龙源期刊网
钢以及对裂纹(包括冷裂纹、热裂纹、再热裂纹)敏感的材料,或是长期工作在腐蚀介质环境下,有可能发生应力腐蚀裂纹的场合,其内壁宜采用荧光磁粉检测方法进行检测。
由于荧光磁粉检测要求,所用黑光灯在工件表面的辐照度应大于或等于1OO0uw/em2 ,黑光波长应在320nm~400nm的范围内,缺陷磁痕显示的评定应在暗室或暗处进行,暗室或暗处可见光照度应不大于20 Lx。在用承压设各检验中为了满足上述条件的要求,那么只有在类似暗室或暗处的罐式容器内部才有可能实现,而罐式容器作为化工厂里的高压容器使用最为广泛,具有使用环境复杂、高温高压、介质易腐蚀等特点,容易因腐蚀和疲劳而产生裂纹等新生危害性缺陷,尤其是在罐内表面,从而导致介质泄漏或引起爆炸,严重影响工厂的安全生产。
四、影响磁粉检测缺陷检出的原因分析
在磁粉探伤中影响缺陷检出率的原因,经分析归纳为磁悬液的浓度、磁探机磁轭的提升力不足、磁探工艺不完善、磁探过程中磁轭摆放角度不正确、表面打磨质量不合格、灯光强度不符合要求、人员的视觉疲劳引起误判或错判等七个主要原因。其相互关系如图1所示。
五、磁粉检测工艺参数的改进
1、磁悬液的浓度
磁悬液的浓度直接影响缺陷的判断,磁悬液过浓,容易产生伪缺陷引起误判,磁悬液过淡,磁粉无法堆积,无法形成缺陷显示。标准JB/T4730.4-2005要求荧光磁粉磁悬液的浓度为:(0.5~3.0)g/L。
2、磁探机的提升力
由于提升力的不符合要求可能导致缺陷的漏检。按现在标准要求,交流电磁轭提升力至少应有45N,交叉磁轭至少应有118N,以保证仪器对缺陷的有效检出。
3、对人员的要求
荧光磁粉检验对人员的经验和视力要求较高,凡参加罐式容器检验的人员其视力必须满足标准JB/T4730—2005的要求,且应按照《特种设各无损检测人员考核和监督管理规则》的要求经过严格的考核,并具有相应的无损检测资格证书。
4、磁探过程中磁轭摆放角度
单磁轭在探伤过程中采用单一角度跨焊缝有较大的漏检率,而采用同一部位两次磁化且互呈90度平行于或垂直于焊缝,则漏检率大大降低。采用交叉磁轭则灵敏度要高于单磁轭磁粉探伤,但其四个磁极端面与检测面之间应尽量贴合,最大间隙不应超过1.5mm,连续拖动检测时,其移动速度应尽量均匀,一般不应大于4m/min。 龙源期刊网
5、表面处理要符合要求
表面可用砂轮打磨,打磨范围为焊缝及其两侧各50mm,被检表面不得有油脂、铁锈、氧化皮或其他粘附磁粉的物质,表面的不规则状态不得影响检测结果的正确性和完整性。
6、黑光灯的亮度不够或自然光屏蔽不严
黑光灯应定期进行检查,一般每月一次采用紫外辐射计测量紫外辐射度,确保其大于或等于1OO0uw/em2。环境光强度不大于20 Lx,可用照度计进行测量;荧光检验时,人眼对黄绿色荧光最敏感,当自然光强度过大时,将影响其对黄绿色荧光的识别,从而影响缺陷的检出。
7、人员的视觉疲劳引起的错判和误判
在实际罐式容器检验过程中,人眼往往长时间接触紫外线,非常容易产生疲劳,在人眼疲劳的情况下,是非常容易产生错判和误判的。因此,在探伤过程中条件允许时探伤人员最好能轮流操作。
结束语
以上分析探讨的只是笔者在检验工作中的一些实际运用经验。由于实际接触设备的有限性,许多探伤方法还未涉及,磁粉探伤技术也在随着科技的进步而不断更新,只有不断学习积累,才能厚积薄发,完成各项检验任务的需要。
参考文献
[1]宋志哲.磁粉检测.全国特种设备无损检测人员资格考核统编教材
[2]欧曙光.潘智杰.表面探伤技术[J].工程质量A版.2008(5).
[3]杜涛.崔士起.张秀芹.表面探伤技术要点[J].四川建筑科学研究.2011(31).