德国kado纠偏操作手册
- 格式:doc
- 大小:657.00 KB
- 文档页数:22
GK-4 型光电自动纠偏控制器使用说明书瑞安市中星工控设备有限公司地 址:浙江省瑞安经济开发区朝阳路87号电 话:0577-65608165 65608162传 真:0577-65608163-815网 址:W W W.Z X T E C.C N邮 箱:z x t e c@z x t e c.c n邮 编:325200三、纠偏控制部分(编号1-16):1、2、方向开关:按相应的方向开关1或2会使纠偏电机正转 或反转而移动纠偏架来调整跟踪位置,同时对应方向指 示灯12或13指示移动方向。
3、电眼选择开关:按“电眼”开关可以选择单电眼跟踪或 双电眼跟踪,当4指示灯亮时为单电眼,5指示灯亮时为 双电眼跟踪。
一般单电眼用来跟踪线,双电眼用来跟踪 边(见下页事例图)。
一、概述: 本纠偏控制器配合同步电机、光电眼、滚珠丝杆能对印刷后的薄膜、纸张等进行自动跟踪纠偏。
其控制面板采用微触开关,控制线路采用单片机智能化控制,可选单光电/双光电控制,使纠偏操作更为便捷方便。
二、外型尺寸及面板示意图:电眼跟踪图案电眼跟踪图案割刀双电眼图案跟踪4、5、指示灯:4指示灯亮表示选择单电眼工作,5指示 灯亮表示双电眼工作。
单电眼/双电眼由开关3选择。
6、极性选择开关:按“极性”开关可以选择黑工作或白 工作,当7指示灯亮时为黑工作,8指示灯亮时为白 工作。
选择黑工作/白工作取决于印刷材料的颜色或电 眼跟踪位置(见下页图)。
图案割刀单电眼靠边跟踪单电眼跟踪印刷线电眼靠边跟踪不规则图案踪内深色外浅色电眼跟踪内浅色外深色踪内深色外浅色外深色极性为“ ”极性为“ ”7、8、指示灯:7指示灯亮表示选择极性 “ ”,8 指 示灯亮表示选择极性“ ”。
极性“ ”或“ ” 由开关6选择。
9、方式选择开关:按“方式”开关可以选择自动或手 动,当10指示灯亮时为自动状态,11指示灯亮时 为手动状态。
一般操作纠偏控制器时先选择手动状态, 视纠偏材料的颜色和类型选择好极性和单/双电眼, 按方向开关调整电眼对准跟踪材料的边或线,并且调 整好电眼灵敏度,后按“方式”开关选择自动进行自 动纠偏。

操作手册SPC compact 板带对边纠偏系统用于无机械臂连接的卷取机•测量系统CCDpro•“错边”功能•数字式控制器 SPC compact / SPCc0126_1•选件: 模拟输出模块修改情况:名字: 日期:00 新版格式 + 安全措施Roet 16.09.08© 2022 EMG Automation GmbH. 版权所有本文档拷贝权归属EMG Automation GmbH. 本文所涉及的技术信息禁止以任何形式拷贝、传播或未经授权对外交流或用于竞争目的。
技术修订目录目录1安全错误!未定义书签。
1.1简介错误!未定义书签。
1.2总则错误!未定义书签。
1.3安全规程的违背错误!未定义书签。
1.4基本安全预防措施错误!未定义书签。
1.4.1地方性法规,官方指令和规程错误!未定义书签。
1.4.2应用范围错误!未定义书签。
1.5构造及目的错误!未定义书签。
1.5.1参照符号表错误!未定义书签。
1.6安全规程总述错误!未定义书签。
1.6.1技术状况介绍错误!未定义书签。
1.6.2安全防护装置的移除错误!未定义书签。
1.7具体安全规程错误!未定义书签。
1.7.1机械危险错误!未定义书签。
1.7.2电气危险错误!未定义书签。
1.7.3液压危险错误!未定义书签。
1.8责任和资质要求错误!未定义书签。
1.8.1授权人员/雇员资质错误!未定义书签。
1.9设备故障和损坏的告知责任错误!未定义书签。
1.10必要的防护服错误!未定义书签。
1.11禁止改造和变更错误!未定义书签。
1.12维护责任错误!未定义书签。
2系统的简要描述错误!未定义书签。
2.1应用错误!未定义书签。
2.2控制器SPCc 错误!未定义书签。
3工作模式错误!未定义书签。
4调试错误!未定义书签。
4.1事故预防的信息错误!未定义书签。
4.2安装错误!未定义书签。
4.2.1连接条件错误!未定义书签。
4.2.2CCD摄像头 CCDpro 5000 测量系统的安装错误!未定义书签。
成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:序号名称型号数量是否必须使用1 马达AG2591 1 必选2 电眼FR5001 2 必选3 电眼线 2.8m伸缩线 2 必选4 反光板左反光板/右反光板 2 必选5 接近开关PNP常开(倍加福) 1 必选6 接近开关座 1 可选/可不选7 控制器DC1340R 1 必选8 电眼安装支架VA5121 2 按照实际情况选择9 马达线6*0.75mm屏蔽线可选/可不选图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A, 马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004 设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至3.0(3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至2.0(14)按住不松手,按至51(速度_I),松开,按至0.1(15)56 电流 4A(2.9时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至2.9(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22)97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
尼利可eh322b纠偏控制器说明书尼利可EH322B纠偏控制器是一款专为工业生产中纠偏系统设计的控制设备。
本说明书将详细介绍该控制器的特性、工作原理、主要功能以及使用方法等内容。
1. 特性尼利可EH322B纠偏控制器具有以下主要特性:(1)高精度控制:该控制器采用先进的控制算法和传感技术,可以实现高精度的纠偏效果。
(2)多功能性:该控制器可以用于各种纠偏设备,适用于不同的工业生产环境。
(3)用户友好性:设备操作界面简单直观,可以根据用户的需求进行自定义设置。
(4)稳定可靠性:该控制器具有较高的稳定性和可靠性,能够长时间稳定运行,提高生产效率。
2. 工作原理尼利可EH322B纠偏控制器通过与纠偏装置连接并获取纠偏装置的反馈信号,根据预设的纠偏参数进行计算和控制,并输出控制信号给纠偏装置,以实现纠偏效果。
其工作原理可以简要分为以下几个步骤:(1)获取反馈信号:控制器通过与传感器连接,获取纠偏装置的反馈信号,该信号反映了当前偏离情况。
(2)计算纠偏量:控制器根据预设的纠偏参数和得到的反馈信号进行计算,确定需要纠偏的量。
(3)输出控制信号:控制器将计算得到的纠偏量转化为控制信号,并输出给纠偏装置。
(4)纠偏装置响应:纠偏装置根据控制信号调整位置或角度,以消除偏离,使工作物体回归正常状态。
3. 主要功能尼利可EH322B纠偏控制器具备以下主要功能:(1)纠偏参数设置:用户可以根据实际情况,预设不同的纠偏参数,以实现不同纠偏效果。
(2)纠偏量调整:用户可以根据需要,实时调整纠偏量的大小,以便获得最佳的纠偏效果。
(3)报警功能:当偏离量超过设定的阈值时,控制器会发出报警信号,以提醒用户进行处理。
(4)故障诊断:控制器具备故障自诊断功能,能够自动监测和判断纠偏装置是否正常工作,并及时报警或采取相应措施。
4. 使用方法使用尼利可EH322B纠偏控制器的方法如下:(1)安装设备:将控制器与纠偏装置、传感器等设备正确连接,并确保连接稳固可靠。
yf6961-01纠偏器使用说明书
1.第一步:将需要纠偏的卷筒料按要求固定在yf6961-01纠偏机指定位置,并按要求与切袋机或印刷机连接。
2.第二步:把yf6961-01纠偏机电源连接线接入三相电插板,打开纠偏机控制器电源总开关、电眼开关、检查纠偏控制器面板、电眼灯是否正常显示。
3.根据纠偏实际要求调节电眼位置、左右纠偏按钮、纠偏速度、张力大小、单双纠偏调节为单路纠偏。
4.纠偏控制器调速范围:0~10;数值越小纠偏速度越快,一般建议纠偏速度调为3。
5.张力控制器:建议调节为0.25KG。
6.左右纠偏的调节:根据纠偏实际需求;纠左边调为左;纠右边调为右。
7.注意:纠偏控制器调节任何按钮前,请先按开关按钮。
保养事项:
1、认真检查电源开关、纠偏控制系统指示灯是否正常。
2、检查电眼指示灯是否正常,电眼与电机的配合灵敏度。
3、磁粉制动器是否能及时制动。
4、齿轮接触位置加注润滑油,(建议为:机油)以保持此轮之间的润滑,减小机械磨损以保证纠偏的精密度。
使用说明书 GK-51模拟光电纠偏控制系统为了您能正确地使用本产品,使用前请务必通读本手册,完全理解和掌请保管本手册于产品使用的场所,以便在需要时可翻阅参考。
握手册中的内容。
R前 言 非常感谢阁下购买及使用本公司产品。
纠偏控制系统由模拟光电眼、纠偏控制器和推动器组成,模拟光电眼技术由本公司自主研发并已经申请获得国家发明专利为目前独创技术,结合推动器使用日本三洋电机使该控制系统性能超越目前市场同类产品。
首先本模拟在使用时请注意以下各事项:1、搬运和安装请不要让本装置从高处跌落及受到强烈碰撞。
请不要在装置上面踩踏及放置重物,否则会造成装置的损坏和出现故障。
装置内部不能放入金属片等导电异物和油等可燃性异物,否则会引起火灾、装置的损坏和出现故障。
请在本手册注明的环境下使用,不要置于高温多湿、多尘、腐蚀性请按本手册所述安装,否则可能会出现故障。
对不适合安装在必须防爆型才能使用的场合。
警告:气体的地方、避免震动、冲击,否则容易发生触电火灾及故障本装置没有防爆类型,本机绝 接线和检查必须由专业技术人员进行,否则可能引起触电事故。
连接电缆的破损、不合理的外加应力、承载重物和安装在狭小空间 请不要将电源连接电缆的端子用作隔离,否则可能发生触电、故障和火灾。
2、接线危险:注意:3、试运转调试和使用危险:必须进行接地处理,否则会造成触电里,都是发生触电的原因。
请连接到额定电压的电源上,否则会引起火灾、装置的损坏和故障。
请不要用湿手操作开关,否则回造成触电。
请不要在通电时打开外壳,打开外壳后也请不要通电,否则有触电的危险。
目 录 前言安全注意事项第1章产品规格及安装尺寸 1-1 控制器规格及尺寸 1-2 模拟光电规格及尺寸 2-1 控制器使用说明 1-3推动器规格及尺寸 2-2 模拟光电使用说明 2-3 推动器使用说明 第2章产品使用与功能 第3章产品接线 3-1 产品接线示意图 3-2 控制器插头接线说明 3-3 光电眼插头接线说明 3-4 推动器插头接线说明 3-5 外接插头接线说明 1 1 3 3 4 5 6 6 8 9 10 10 11 11 11 11第4章产品核对 第5章保修·维护 12 12第1章 产品规格及安装尺寸1-1控制器规格及尺寸嵌入式安装立式安装检测方式光电反射式光 源高寿命LED发光管受光素子硅光电池响应速度0.01秒外壳材料铝工作环境重 量160g1-2模拟光电规格及尺寸温度0-40°C 湿度80%RH以下80四角棒型 号MGD-2-06工作电源DC 12V电 机推动方式滚珠丝杆转 速MAX3000转/分推 力约5000Kg 推动速度MAX30mm/s 推动行程150mm重 量8000g1-3推动器规格及尺寸型 号TMA-2-150、TMA-3-150直流伺服 80V/200W 、300W第2章 产品使用与功能 2-1 控制器使用说明11234567891011121314光电眼灵敏度指示平衡显示状态指示灯电源开关检测模式切换按钮左限位指示居中指示右限位指示自动模式指示手动模式指示正极性指示负极性指示检线指示检边指示1光电眼灵敏度指示电眼灵敏度调节旋钮显示光电眼两路模拟量输出值,调整可以使输出值增大或减少,正常工作时该值最佳范围为50-90之间。
BST纠偏系统调试手册1,按照接线图检查纠偏的接线,确定纠偏接线正确。
X6,端子40接GND,端子41接+24V2。
2,检查, 开关均在OFF状态。
3,检查DIL , 开关均在OFF状态。
4,传感器1,X1:端子2、3、4、5、6、7分别接棕、白、粉、绿、黄、灰线传感器2,X2:端子9、10、11、12、13、14分别接棕、白、粉、绿、黄、灰线带位置反馈驱动器EMS17,X3:端子15、16、17、18分别接粉、绿、黄、灰线X7:端子42,43分别接棕、白线。
5,X16:端子81为公共端接+24V2,端子82接到PLC。
6,端子65接自动(UK222),端子64接回中(UK223),63接手动(UK221),62接0V2。
7,通过DIL 可以改变手动导向方向。
8,必须检查控制器是否处在“出场设置重置”状态,主要检查JX30跳线。
若是,必须取消。
具体设置方法见本文末尾9,进行参数初始设置如下:(1)传感器型号必须输入设置菜单。
(设置参数1到210)(2)开机调试前必须正确输入驱动器型号到设置菜单(设置参数3到数值102)步骤如下:①按下“MENU”,②通过“MINUS”或“PLUS”选择参数1或3③按下“SETUP”“ENTER”按键的指示灯亮起,同时“MENU”和“SETUP”按键的指示灯闪烁,液晶显示屏显示参数值设置④通过“MINUS”或“PLUS”设置参数到数值(参数1为210,参数3为102)⑤按下按键“ENTER”存储参数值按下“SETUP”取消输入,输入的参数值没有被存储。
原始参数保持未被更改状态,显示返回参数选择状态⑥按下按键“MENU”设置菜单关闭(3)开机调试前,必须完成以下操作:★把物料从现有的传感器观测范围中移去★清洁传感器镜头,主机设置如下:①同时按下“SET UP”和“MINUS”然后再松开这两个按键。
主机设置被激活。
②完全遮住传感器的镜头约2秒钟。
③传感器无遮挡至少2秒钟④按下按键“ENTER”。
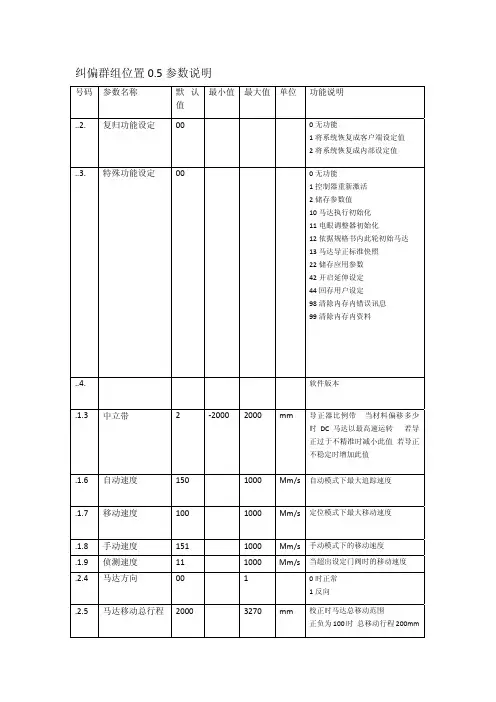
纠偏群组位置0.5参数说明号码 参数名称 默认值最小值最大值单位 功能说明..2. 复归功能设定 00 0无功能1将系统恢复成客户端设定值2将系统恢复成内部设定值..3. 特殊功能设定00 0无功能1控制器重新激活2储存参数值10马达执行初始化11电眼调整器初始化12依据规格书内此轮初始马达13马达导正标准快照22储存应用参数42开启延伸设定44回存用户设定98清除内存内错误讯息99清除内存内资料..4.软件版本.1.3 中立带 2 ‐2000 2000 mm 导正器比例带 当材料偏移多少时DC马达以最高速运转 若导正过于不精准时减小此值 若导正不稳定时增加此值.1.6 自动速度150 1000 Mm/s自动模式下最大追踪速度.1.7 移动速度 100 1000 Mm/s定位模式下最大移动速度.1.8 手动速度 151 1000 Mm/s手动模式下的移动速度.1.9 侦测速度 11 1000 Mm/s当超出设定门阀时的移动速度.2.4 马达方向00 10时正常1反向.2.5 马达移动总行程 2000 3270 mm 校正时马达总移动范围正负为100时 总移动行程200mm进入群组操作(参数更改完成后,1分钟即自动离开设定系统)操作按钮 显示状态 说明 SETUP+ 或. . 0. 进入系统或 . . 5. 1 2表示EPC电眼3表示LPC 电眼、4 前有‐号表现无装置5表示控制器入RK004. . 5. 进入群组5SETUP+ 或. . 0. 选择想查看的参数位置0.0 显示此参数位置的参数值或耿直参数值中位设定手动状态下 按手动 移动居中(进烘箱和出烘箱料膜料边与导向辊端面距离相同) 按SETUP+ 进入设定系统(显示 或 ) 再SETUP+ 一下 断电 重新上电后查看中位是否准确。
德国马头扭矩枪标定流程
德国马头扭矩枪的标定流程如下:
1. 准备工作:将马头扭矩枪和标准扭矩校验器放置在水平平台上,并将马头扭矩枪连接到标准扭矩校验器上;
2. 校正:按照马头扭矩枪厂家提供的操作说明进行校验,一般是利用调整其扭矩传感器旋钮来实现;
3. 标定:将标准扭矩校验器设定在需要校验的扭矩值上,然后使用马头扭矩枪在校验器上施加同样的扭矩,此时标准扭矩校验器应该输出与设定扭矩值相同的数据;
4. 计算误差:根据标准扭矩校验器输出的数据以及实际施加的扭矩进行计算,从而得到马头扭矩枪的误差值。
5. 调整:根据误差值,利用马头扭矩枪厂家提供的调整方法来调节马头扭矩枪,直到误差在允许范围内。
6. 检验:再次应用标准扭矩校验器检验调整后的马头扭矩枪的精度,并记录下标定结果。
需要注意的是,在进行标定的过程中,应该按照厂家的说明书进行操作,并在实验室合适的环境下进行,以保证标定结果的准确性和可靠性。
E L纠偏调试手册集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A,马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004 设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至(3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至(14)按住不松手,按至51(速度_I),松开,按至(15)56 电流 4A时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22)97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
爱博ab6910b纠偏说明书
纠偏系统机械安装说明
ab6910b设备的安装共分为控制器的安装、电眼的安装、电机的安装、接近开关的安装四个部分。
1控制器的安装
安装的要求是便于操作即可,此位置由最终用户指定。
常用控制器:DC1340(RT4019+RK4004), DC2340(RT4071+RK4004)2电眼的安装
2.1通过EPC纠偏应用场合确认电眼安装位置
EPC通常用于两种情况:
一种是放料,要求料卷导开后材料的一个边缘位置保持不变;另一种是收料,要求料卷卷起后材料的边缘在同一位置。
这两种情况下的电眼安装位置是不同的,放料时电眼安装在一个固定的机架上(相对地面固定不动),并且靠近导正辊;收料时电眼安装在随电机移动
的机架上,并且靠近锁定辊。
3电眼安装要求
电眼安装的基本要求是要注意电眼不能与其他零部件有机械干涉,防止被撞坏。
AE 500 纠偏系统控制器简明操作手册基本信息本手册中描述的是AE 500物料纠偏控制器的操作和显示界面,以及重要的操作步骤。
使用AE 500物料纠偏控制器前,务必了解相关操作方法,以避免危险和因不正确安装或操作而引起的系统损坏。
在对AE 500物料纠偏控制器进行调试和维护保养前,务必阅读使用说明书中的安全提示!本手册中所给出的数据仅用于举例(例如显示屏上的图示),另有说明的除外。
目录第一部分:操作面板1.1面板布局·······································4 1.2键盘功能·······································5 第二部分:操作模式选择 2.1 手动操作设定..................................6 2.2 自动操作设定..................................6 2.3 纠偏框架回中. (6)第三部分:控制器增益值设置3.1 控制器增益值调整 (7)第四部分:物料设置4.1自动传感器设定·······························8-94.2手动传感器设定································10 4.3定中自动传感器设定····························11 4.4定中手动传感器设定····························12 4.5 驱动器设定 (13)4.6版本显示······································14 4.7电机方向设5.1 电源接线····································16 5.2 传感器接线··································17-18第一部分:1.1面板布局1.2键盘功能功能按键描述操作模式选择手动纠偏模式自动纠偏模式框架回中模式定左单边纠偏定右单边纠偏对中纠偏纠偏模式选择﹢纠偏辊架的手动定位设置菜单在手动定位模式下手动将框架向左、向右移动在手动定位模式下进入“设置”菜单“保存”键“返回”键增益调整菜单纠偏盲区调整在自动定位模式下增益增加或者减小在自动定位模式下减小-增加纠偏盲区数值第二部分:操作模式选择2.1手动操作设定使用“手动定位模式”对纠偏辊架的位置进行手动调整。
1.进入“手动定位模式”。
或者 2. 移动纠偏辊架至所需的位置。
2.2自动操作设定使用“自动纠偏模式”进行定单边或定中心线的自动纠偏。
1.选择所需的纠偏模式:定左单边纠偏(传感器1)定右单边纠偏(传感器2)+ 定中纠偏。
2.进入“自动纠偏模式”。
2.3纠偏框架回中使用“纠偏辊架回中”移动纠偏辊架至设定的中心位置。
移动纠偏辊架至设定的中心位置。
第三部分:控制器增益值设置一般情况下,控制器的增益值只须在初始化时设置一次。
在运行过程中如果发生纠偏辊架颤动,可以按照以下流程对控制器的增益值进行优化调整。
使用“自动纠偏模式”进行系统的增益设置。
进入“自动纠偏模式”或者按“+”或者“—”增加/减小控制器的增益值,直至稳定。
第四部分:物料设置设定物料时,控制器将自动按照待纠偏物料的特性(例如:使用红外线传感器时不同物料的透明度,或使用超声波传感器时不同物料的超声波吸收率等)进行适配。
物料的设定可以选择自动或手动操作。
“自动物料设定”用于正常情况下传感器的亮/暗值的设定。
“手动物料设定”用于需要对特殊对比度进行采样的情况。
亮值/暗值的生成:亮值保持传感器的测量窗完全没有被遮盖,即传感器测量围没有物料。
暗值待纠偏物料完全遮盖传感器的测量窗。
4.1自动传感器设定1、将物料移出传感器围,清洁传感器的测量窗。
2、选择左传感器或者右传感器。
3.进入“设置”菜单。
或4、在“设置”菜单中选择“自动物料设定”5、按照显示器中动画的提示,完全敞开选传感器的测量窗,测得的亮值将显示在显示屏上。
6、按照显示器中动画的提示,用待纠偏物料完全遮盖住所选传感器的测量窗,并保持约 2秒钟,测得的暗值将显示在显示屏上。
7、按“保存”键,保存测得的暗值和亮值。
所选传感器的物料设定结束。
4.2手动传感器设定1、将物料移出传感器围,清洁传感器的测量窗。
2、选择左传感器或者右传感器。
3.进入“设置”菜单。
4、在“设置”菜单中选泽“手动物料设定”5、按照显示器中动画的提示,完全敞开所选传感器的测量窗,测得的亮值将显示在显示屏上。
6、按“保存”键,切换到暗值的学习。
7、按照显示器中动画的提示,用待纠偏物料完全遮盖住所选传感器的测量窗,并保持约2秒钟,待测得的暗值稳定的显示在显示屏上。
8、按“保存”键,保存测得的暗值和亮值。
所选传感器的物料设定结束。
4.3对中传感器自动设定1、将物料移出传感器围,清洁传感器的测量窗。
2、选择传感器。
3.进入“设置”菜单。
4、在“设置”菜单中选泽“自动物料设定”5、按照显示器中动画的提示,完全敞开所选传感器的测量窗,测得的亮值将显示在显示屏上。
6、按照显示器中动画的提示,用待纠偏物料完全遮盖住所选传感器的测量窗,并保持约2秒钟测得的暗值将显示在显示屏上。
7、完全敞开传感器2的测量窗,测得的亮值将显示在显示屏上。
8、用待纠偏物料完全遮盖住传感器2测量窗,并保持约2秒钟,测得的暗值将显示在显示屏上。
9、按“保存”键,保存传感器2测得的暗值和亮值。
物料设定完成4.4对中传感器手动设定1、将物料移出传感器围,清洁传感器的测量窗。
+ 2、选择左传感器和右传感器3.进入“设置”菜单。
4、在“设置”菜单中选泽“手动物料设定”5、按照显示器中动画的提示,完全敞开所选传感器的测量窗,测得的亮值将显示在显示屏上。
6、按照显示器中动画的提示,用待纠偏物料完全遮盖住所选传感器的测量窗,并保持约2秒钟,测得的暗值将显示在显示屏上。
7、按“保存”键,保存传感器1测得的暗值和亮值。
8、完全敞开传感器2的测量窗,测得的亮值将显示在显示屏上。
9、用待纠偏物料完全遮盖住传感器2测量窗,并保持约2秒钟,测得的暗值将显示在显示屏上。
10、按“保存”键,保存传感器2测得的暗值和亮值。
物料设定完成4.5驱动器设定1. 进入“手动定位模式”2、进入“设置”菜单,显示3、选择“驱动器设置”菜单,界面显示:执行器最大行程的设置:4、按住,执行器应向传感器 1 方向移动,当电机堵转标志()变成红色时()或执行器不能再移动时,说明执行器走到了左极限位置。
5、此时按下6、此时按着,按钮变成,记录左极限位置。
按钮,执行器向传感器2 的方向移动,当电机堵转标志()变成红色时()或执行器不能再移动时,说明执行器走到了右极限位置。
7、此时按下8、按下,按钮变成,记录右极限位置。
按钮,保存执行器最大行程的设置。
自定义行程的设置:9、在最大行程设定完成后,重复步骤4、5、6、7、8可进行自定义行程的设置。
自定义的行程总小于或等于执行器的最大行程。