氰化光亮镀铜溶液中氢氧化钠的分析方法
- 格式:pdf
- 大小:173.21 KB
- 文档页数:3
氢氧化钠的测定方法一、引言氢氧化钠(NaOH)是一种重要的化学品,广泛应用于各个领域,如制药、纺织、造纸、食品等。
在生产和使用过程中,需要对氢氧化钠的浓度进行测定。
本文将介绍氢氧化钠的测定方法。
二、理论基础氢氧化钠是一种强碱性物质,在水中能够完全离解,生成Na+和OH-离子。
因此,可以通过酸碱滴定法来测定其浓度。
在酸碱滴定法中,需要使用标准酸溶液作为滴定剂,将其逐滴加入含有氢氧化钠的溶液中,并记录加入滴数。
当溶液中的酸和碱反应完全时,称为终点。
通过计算加入的标准酸溶液体积和终点之间的差值,可以计算出氢氧化钠的浓度。
三、实验器材与试剂1. 氢氧化钠固体2. 硫酸标准溶液3. 酚酞指示剂4. 50mL容量瓶5. 10mL容量瓶6. 称量纸7. 滴定管8. 烧杯9. 恒温水浴四、实验步骤1. 称取0.1g左右的氢氧化钠,放入50mL容量瓶中,加入适量水,摇匀至溶解。
2. 取10mL氢氧化钠溶液,放入烧杯中。
3. 加入2-3滴酚酞指示剂,并用硫酸标准溶液开始滴定。
每次加入1mL左右的硫酸标准溶液,轻轻摇晃烧杯。
4. 当溶液由红色变为无色时,记录加入的硫酸标准溶液体积V1。
5. 重复以上步骤2-4次,取平均值作为V1。
6. 用同样的方法进行空白试验,并记录加入的硫酸标准溶液体积V0。
7. 计算氢氧化钠浓度C:C=(V1-V0)×N/10×V2其中N为硫酸标准溶液的浓度(mol/L),V2为取样体积(L)。
五、注意事项1. 实验室操作时需佩戴防护手套、口罩等安全防护用品,避免氢氧化钠溶液接触皮肤和眼睛。
2. 实验中的所有器材应洗净并烘干,以避免对实验结果产生影响。
3. 滴定时应注意滴定管的垂直度和滴定速度,以保证实验结果的准确性。
4. 氢氧化钠溶液应在恒温水浴中进行滴定,以保持温度稳定。
5. 实验结束后,应将废弃物品妥善处理。
六、结论通过酸碱滴定法可以准确测定氢氧化钠的浓度。
在实验操作中,需要注意各项细节,并严格按照实验步骤进行操作。
液碱中氢氧化钠测定
液碱中氢氧化钠测定是一种常见的化学分析方法,用于测定液体中氢
氧化钠的浓度。
该方法基于酸碱滴定原理,通过加入酸性指示剂,在
滴加标准酸溶液的过程中,当反应体系中所有的氢氧化钠都被中和完
毕后,指示剂颜色发生变化,从而确定氢氧化钠的浓度。
实验步骤:
1.准备试剂:标准酸溶液、氢氧化钠溶液、酸性指示剂。
2.取一定体积的氢氧化钠溶液(如25mL),加入适量水稀释至50mL。
3.将稀释后的溶液倒入滴定瓶中,并加入2-3滴酸性指示剂。
4.用标准酸溶液开始滴定,每次加入少量标准酸溶液(如0.1mol/L HCl),并轻轻搅拌反应瓶,直到指示剂颜色发生明显变化为止。
5.记录滴定过程中所需标准酸溶液的体积V1。
6.重复以上步骤2-5,至少进行3次滴定,求出平均值。
实验注意事项:
1.实验室操作时要注意安全,避免溶液溅到皮肤或眼睛中。
2.滴定时要缓慢加入标准酸溶液,以免过量加入导致误差。
3.使用精密滴定管进行滴定,读数应精确到0.01mL。
4.为了保证实验结果的准确性,需要进行多次重复实验并求平均值。
计算方法:
氢氧化钠的浓度C(mol/L)=标准酸溶液的浓度V1(mL)×标准酸溶液的摩尔浓度/样品体积(L)
其中,标准酸溶液的摩尔浓度为0.1mol/L。
实验结果分析:
通过本实验可以得到氢氧化钠溶液的浓度值。
如果所得结果与理论值相差较大,则需要检查实验操作是否有误,并重新进行实验。
同时,在日常生活中也可以利用该方法来检测水质中氢离子浓度,从而判断水质是否合格。
国标中对氢氧化钠含量的测定标题:国标中对氢氧化钠含量的测定方法与应用引言:氢氧化钠,化学式为NaOH,常用作碱性溶液调节剂、试剂及工业生产过程中的重要原料,广泛应用于化工、制药、食品加工等领域。
然而,为了确保氢氧化钠产品质量以及生产过程的控制,准确测定其含量成为一项重要任务。
本文将介绍国标中对氢氧化钠含量的测定方法并探讨其应用。
第一部分:国标对氢氧化钠含量的测定方法1. 根据国标的规定,氢氧化钠含量的测定方法可以采用酸碱滴定、电位滴定、重量法等多种方法。
2. 酸碱滴定法是最常用的测定氢氧化钠含量的方法之一。
该方法通过以已知浓度的酸标准溶液滴定氢氧化钠溶液,使用指示剂观察终点颜色的变化来确定含量。
3. 电位滴定法是一种精确测量氢氧化钠溶液酸度的方法。
该方法利用电位计测定溶液电位的变化来确定溶液中氢氧化钠的浓度。
4. 重量法是一种通过测量给定体积溶液的质量变化来计算出氢氧化钠含量的方法。
该方法适用于高浓度氢氧化钠溶液的测定。
第二部分:氢氧化钠含量测定的应用1. 在化学实验室中,氢氧化钠溶液的含量测定是常见的实验操作之一。
准确测定溶液中氢氧化钠的含量有助于确定溶液酸碱度,提高实验结果的准确性和可重复性。
2. 在制药行业中,氢氧化钠广泛应用于中和反应、溶剂调节等工艺中。
通过定期测定氢氧化钠溶液的含量,可以确保药品生产过程的质量控制。
3. 在食品加工过程中,氢氧化钠常用于调节食品的pH值以及促进化学反应。
准确测定氢氧化钠含量可以确保食品的安全性和品质。
总结:准确测定氢氧化钠含量在化工、制药、食品加工等领域中具有重要的应用价值。
国标中提出了多种测定方法,如酸碱滴定法、电位滴定法和重量法。
根据实际情况,选择适合的方法进行测定能够提高测定结果的准确性和精确性。
因此,对于需要测定氢氧化钠含量的相关行业和实验室来说,掌握国标中的测定方法并正确应用至关重要。
观点和理解:从国标中对氢氧化钠含量的测定方法来看,不同方法各具特点,可以根据实际需要灵活选择。
钯水(PdCl2,SnCl2,HCl)PdCl2用分光光度计进行分析参比液:取300ml 浓盐酸加3g 氯化亚锡,摇匀,用水定容至1L待测液:缸液波长:440NM浓度:参照化验室“钯水浓度与吸光度对照图”SnCl2准确移取5ml 缸液于250ml 锥形瓶中,再加100ml 水摇匀,再加1:1 盐酸50ml,1%淀粉指示剂约2ml,用0.1N I2 标准溶液滴定至蓝色为终点(蓝色半分钟内不消失)SnCl2(g/L)=2.256VHCl准确移取缸液1ml 于250ml 锥形瓶中,加纯水50ml,加酚酞指示剂2-3滴,以0.2N 标准氢氧化钠溶液滴定至溶液呈红色即终点。
HCl(g/L)=16.73V活化硫酸(H2SO4)准确移取缸液2ml 于250ml 锥形瓶中,加纯水50ml,加酚酞指示剂2-3滴,以0.2N 标准氢氧化钠溶液滴定至溶液呈红色即终点H2SO4(g/L)=4.9V化学镍(NiSO4 NaH2PO2 Na3Cit<柠檬酸钠> NH4Cl NaHPO3)NiSO4准确移取缸液5ml 于250ml 锥形瓶中,加纯水50ml,加1:1 氨水,紫尿酸胺少许,以0.05M 标准EDTA 溶液滴定至溶液呈兰紫色即为终点NiSO4(g/L)=2.6275VNaH2PO2移取缸液2ml 于250ml 碘量瓶中,加12N 硫酸10ml,0.1N 标准碘溶液25ml,盖上瓶塞,放暗处3min,以0.1N 标准硫代硫酸钠溶液滴定至溶液呈淡蓝色,加1%淀粉指示剂2-3ml,继续滴定至溶液淡蓝色消失1min即终点H2PO2(g/L)=26.5(25N1-N2V2)N1=标准碘溶液的当量浓度N2=标准硫代硫酸钠溶液的当量浓度Na3Cit<柠檬酸钠>准确移取缸液2ml 于250ml 容量瓶中,定容,取此溶液10ml 与250ml锥形瓶中,加纯水50ml,12N 硫酸5ml,硫酸锰1g,加热至70℃,搅拌下缓缓加入0.1N 标准高锰酸钾溶液25ml,在70℃下放置15-20min,用水冷却,加碘化钾2g,以0.1N 硫代硫酸钠溶液滴定至溶液呈淡黄色,加1%淀粉指示剂2-3ml,继续滴至蓝色消失1min 即终点Na3Cit(g/L)=5000T[25-(KV)]-0.67(NaH2PO2-15)K 值:准确移取0.1N 标准高锰酸钾溶液25ml 于250ml 锥形瓶中,加6N硫酸10ml,硫酸锰1g,碘化钾2g,摇匀,以0.1N 标准硫代硫酸钠溶液滴至淡黄色,加1%淀粉指示剂2-3ml,继续滴至蓝色消失1min 即终点。
碱铜的分析方法精编W O R D版IBM system office room 【A0816H-A0912AAAHH-GX8Q8-GNTHHJ8】碱铜分析方法一、氰化亚铜的测定1.精取1mL样品;2.加过硫酸铵1g;加热至清澈;3.加缓冲液10mL(浓氨水5mL)4.加水50mL;5.PAN 3滴。
6.用0.1N 的EDTA滴定至溶液由蓝色变成绿色为止。
计算方法:CuCN(g/L)= (EDTA)cV×89.56二、游离NaCN的测定1.精取1mL样品;2.加水50mL;3.加10%KI指示剂2mL;4.用0.05M AgNO3滴定至微浑浊。
计算:游离NaCN(g/L)= (AgNO3)cV×49×2三、酒石酸钾钠的测定1.精取1mL样品;2.加水50mL;3.加10mL浓氨水;4.用醋酸铅标准液滴定至开始浑浊。
计算:KNaC4H4O6·4H2O=醋酸铅滴定度T×V滴定度:??概念:指每毫升标准溶液相当于的待测组分的质量。
表示符号:T (标准溶液/待测组分)或T(待测组分/标准溶液)。
单位:g/ml、mg/ml。
例:用T(EDTA/CaO)=0.5mg/ml的EDTA标准溶液滴定含钙离子的待测溶液,消耗了5ml。
则待测溶液中共有CaO2.5mg。
计算方法: T=n*M/V氰化铜镀液分析方法(安美特)(A)铜含量之分析1) 取样本2毫升。
2)加100毫升纯水。
加 2 – 3 克过硫酸铵 ;3)加热至清澈。
4)加10毫升氨水缓冲液。
5)加数滴 PAN 指示剂。
6)用 0.1 N EDTA 滴定至绿色为终点 .金属铜 ( g/L ) = 所用0.1N EDTA的毫升数 x 3.18氰化铜 ( g/L ) = 所用0.1N EDTA的毫升数 x 4.48(B)游离氰化根含量之分析1) 取试液10毫升。
2)加50毫升纯水。
3)加入 10 毫升 ( 10 % ) KI 碘化钾。
工业氰化钠含量的测定摘要本文以采取中控分析操作中的原料样品,采用硝酸银法测定工业液体氰化钠中氰化钠、氢氧化钠以及碳酸钠的含量;同时,讨论测定实验中指示剂用量、氯化钡溶液用量以及反应时间对实验条件的影响,对实验条件进行优化。
结果表明氰化钠为合格品,实验的优化条件为指示剂用量为10滴;氯化钡溶液用量为10.00mL,以及反应时间为5分钟。
本实验测得工业液体氰化钠中氰化钠的含量为32.28%,氢氧化钠的含量为0.77%和碳酸钠的含量为0.072%,可知此方法操作简单快捷,准确度高,具有一定可靠性和可行性,可用于实际样品的分析。
关键词:工业氰化钠,硝酸银法,氢氧化钠,碳酸钠目录绪论 (1)实验部分 (2)1 实验仪器与试剂 (2)1.1实验仪器 (2)1.2实验试剂 (2)2 氰化钠含量的测定 (2)2.1实验原理 (2)2.2实验步骤 (3)3 氢氧化钠的测定 (4)3.1实验原理 (4)3.2实验步骤 (4)4 碳酸钠含量的测定 (5)4.1实验原理 (5)4.2实验步骤 (5)5 最佳实验条件的讨论 ... ... ... ... ... ... ... ................. (7)5.1碘化钾指示剂(KI)的用量 (7)5.1.1实验步骤 (7)5.1.2实验数据记录及处理 (7)5.1.3实验小结 (7)5.2氯化钡溶液的用量 (8)5.2.1实验步骤 (8)5.2.2实验数据记录及处理 (8)5.2.3实验小结 (9)5.3反应时间的影响 (9)5.3.1实验步骤 (9)5.3.2实验数据记录及处理 (9)5.3.3实验小结 (10)6 结论 (11)6.1氰化钠含量分析 (11)6.2实验条件影响 (11)致谢 (12)参考文献 (13)绪论氰化钠(sodium cyanide, NaCN)是一种重要的基本化工原料,用于化学合成、电镀、冶金和有机合成医药、农药及金属处理等方面。
氰化铜溶液分析一、分析项目氰化亚铜、游离氰化钠、氢氧化钠、碳酸钠二、测定氰化亚铜1、试剂过硫酸铵、氨水、PAN指示剂、EDTA标准液2、分析a.移液管吸液1ml于250ml锥瓶中。
b.加水10ml。
c.加过硫酸铵1g溶解。
d.加氨水至溶液呈深(宝)蓝色。
e.加水100ml,PAN指示剂6滴。
f.0.05molEDTA滴至溶液由红色变绿色为终点。
3、计算氰化亚铜g/l=mol×4.478式中mol——标准EDTA耗用毫升数氰化钠、氢氧化钠、碳酸钠联合测定1、试剂10%碘化钾、10%氯化钡、酚酞指示剂、0.05M硝酸银标准液、盐酸标准液2、分析取甲、乙250ml锥瓶2只。
甲瓶乙瓶a. 移液管吸液1ml于250ml甲中。
a. 移液管吸液1ml于250ml乙中。
b. 加水50ml。
b. 加水50ml。
c. 加10%碘化钾溶液5ml。
d. 用硝酸银标准液滴至出现白色浑浊为终点V1。
d.加甲瓶硝酸银耗用毫升数2×V1毫升。
e. 加10%氯化钡溶液20ml,并加热35~40℃。
f. 加酚酞指示剂5滴。
f.. 加酚酞指示剂5滴。
g. 用盐酸标准液滴至红色消失为终点V2。
g. 用盐酸标准液滴至红色消失为终点V3。
3. 计算游离氰化钠g/l=V1×mol×98.02氢氧化钠g/l=M hc l×V2×40碳酸钠g/l=M hc l×(V3-V2)×106式中V1——标准硝酸银耗用毫升数V2——甲瓶标准盐酸耗用毫升数V3——乙瓶标准盐酸耗用毫升数M——盐酸标准浓度酸铜溶液分析一、分析项目硫酸铜、硫酸、氯离子二、测定硫酸铜1、试剂氟化钠、三乙醇胺、氨水、PAN指示剂、0.05mol EDTA标准液2、分析a. 移液管吸液1ml于250ml锥瓶中。
b. 加水80ml。
c. 加氟化钠1g。
d. 加三乙醇胺6滴。
e. 加氨水至淡蓝色。
f. 加PAN指示剂三滴。
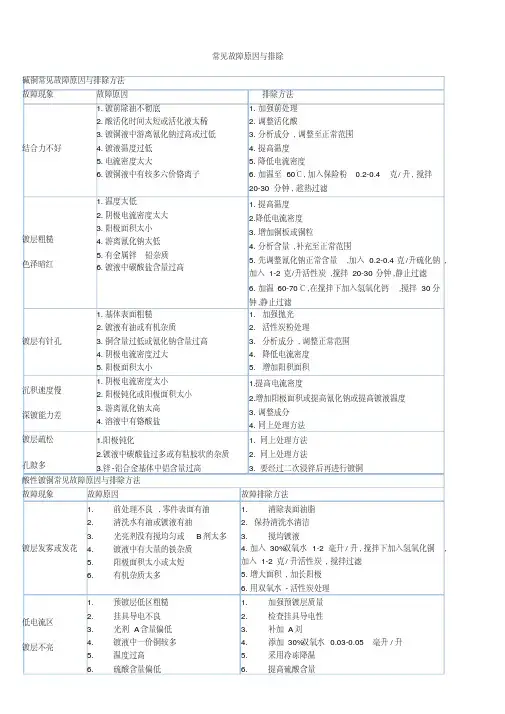
常见故障原因与排除碱铜常见故障原因与排除方法故障现象故障原因排除方法结合力不好1.镀前除油不彻底2.酸活化时间太短或活化液太稀3.镀铜液中游离氰化钠过高或过低4.镀液温度过低5.电流密度太大6.镀铜液中有较多六价铬离子1.加强前处理2.调整活化酸3.分析成分,调整至正常范围4.提高温度5.降低电流密度6.加温至60℃,加入保险粉0.2-0.4克/升,搅拌20-30分钟,趁热过滤镀层粗糙色泽暗红1.温度太低2.阴极电流密度太大3.阳极面积太小4.游离氰化钠太低5.有金属锌铅杂质6.镀液中碳酸盐含量过高1. 提高温度2.降低电流密度3. 增加铜板或铜粒4. 分析含量,补充至正常范围5. 先调整氰化钠正常含量,加入0.2-0.4克/升硫化钠,加入1-2克/升活性炭,搅拌20-30分钟,静止过滤6. 加温60-70℃,在搅拌下加入氢氧化钙,搅拌30分钟,静止过滤镀层有针孔1.基体表面粗糙2.镀液有油或有机杂质3.铜含量过低或氰化钠含量过高4.阴极电流密度过大5.阳极面积太小1. 加强抛光2. 活性炭粉处理3. 分析成分,调整正常范围4. 降低电流密度5. 增加阳积面积沉积速度慢深镀能力差1.阴极电流密度太小2.阳极钝化或阳极面积太小3.游离氰化钠太高4.溶液中有铬酸盐1.提高电流密度2.增加阳极面积或提高氰化钠或提高镀液温度3. 调整成分4. 同上处理方法镀层疏松孔隙多1.阳极钝化2.镀液中碳酸盐过多或有粘胶状的杂质3.锌-铝合金基体中铝含量过高1. 同上处理方法2. 同上处理方法3. 要经过二次浸锌后再进行镀铜酸性镀铜常见故障原因与排除方法故障现象故障原因故障排除方法镀层发雾或发花1.前处理不良,零件表面有油2.清洗水有油或镀液有油3.光亮剂没有搅均匀或B剂太多4.镀液中有大量的铁杂质5.阳极面积太小或太短6.有机杂质太多1.清除表面油脂2. 保持清洗水清洁3.搅均镀液4.加入30%双氧水1-2毫升/升,搅拌下加入氢氧化铜,加入1-2克/升活性炭,搅拌过滤5.增大面积,加长阳极6.用双氧水-活性炭处理低电流区镀层不亮1.预镀层低区粗糙2.挂具导电不良3.光剂A含量偏低4.镀液中一价铜较多5.温度过高6.硫酸含量偏低1.加强预镀层质量2.检查挂具导电性3.补加A刘4.添加30%双氧水0.03-0.05毫升/升5.采用冷冻降温6.提高硫酸含量7.氯离子过多或有机杂质过多7.在搅拌下加入1-3克/升锌粉,搅拌30分钟,加入2-3克/升活性炭,搅拌2小时,静止过滤镀层有麻点镀层粗糙1.预镀层太薄或粗糙2.阳极磷铜含磷少3.有一价铜或铜粉4.硫酸铜含量过高5.温度过高6.挂具钩子上的铬层未彻底退除1.加强预镀层质量2.更换阳极3.加少许双氧水,方法同上4.冲稀镀液,调整各成分5.建议用冷冻6.彻底清除挂具残余镀层镀层有条纹1.镀液中氯离子过多2.光剂比列失调3.预镀层有条纹4.硫酸铜含量过低1. 同上方法处理2. 通过试验调整光剂比例3. 加强预镀层质量4. 提高硫酸铜含量电镀时电流下降,电压升高1.硫酸铜含量偏高2.硫酸含量偏低3.镀液温度太低4.阳极面积太小5.镀液氯离子含量过多1. 稀释镀液,调整各成分2. 提高硫酸含量3. 提高温度4. 增加阳极面积5. 用锌粉处理,方法同上焦磷酸镀铜常见故障原因与排除方法故障现象镀层粗糙故障原因1.基体或预镀层粗糙2.镀液中有铜粉或其它固体微粒3.铜含量过高或焦钾过低4.镀液PH值太高5.镀液杂质太多故障排除方法1.加强预镀层质量2.加强过滤或加少许双氧水去除铜粉3.补充焦钾,调整P比在 6.3-6.8之间4.调整PH值在8.5-9.0之间5.双氧水-活性炭处理镀层结合力不好1.镀前处理不良2.镀前没有良好活化3.清洗水有油或活化酸有油4.预镀层太薄5.活化酸中有二价侗或二价铅杂质6.镀液有油或六价铬1.加强镀前处理2.加强活化3.更换清洗水或活化酸4. 加强预镀层厚度5. 更换活化酸6.加温60℃,加入保险粉0.2-0.4克/升,加入1-2克/升活性炭,搅拌30分钟,趁热过滤镀层有细沙点或有针孔1. 镀前的清洗水或活化酸有油2. 镀液有油或有机杂质过多3. 镀液浑浊,PH太高4. 基体组织不良1.加强前处理2.双氧水-活性炭处理3.调整PH值,加强过滤镀层易烧焦电流密度范围缩小1.镀液铜含量太少2.镀液温度太低3.镀液中有氰根污染4.有机杂质过多5. 镀液老化1.分析成分,调整P比正常范围2.提高温度至正常范围3.加入0.5-1.0毫升/升30%双氧水,搅拌30分钟4.加入1-2毫升/升30%双氧水,加温至55℃左右,搅拌30分钟,加入3-5克/升活性炭,搅拌30分钟,静止过滤沉积速度慢电流效率低1.焦磷酸钾过高2.镀液有六价铬3.镀液有残余双氧水1.分析成分,调整P比正常范围2.加温50℃,搅拌下加入0.2-0.4克/升保险粉,加入1-2克/升活性炭,搅拌30分钟,趁热过滤3.加热镀液,电解30分钟镀镍常见故障原因与排除方法故障现象故障原因故障排除方法镀层有针孔1.前处理不良2.镀液中有油或有机杂质过多3.湿润剂不够4.镀液中铁等异金属质5.硼酸含量不足6.温度太低1.加强前处理2.活性炭处理3. 补加DY湿润剂4.添加DY除铁剂5.提高硼酸含量6.提高温度50-60℃镀层结合力不好1.镀前处理不良2.零件表面有油,氧化皮3.清洗水中有油4.活化酸中有铜.铅杂质5.电镀过程中产生双性电极或断电时间过长6.镀液光剂过多或有机杂质过多1.加强前处理2.加强前处理3.更换清洗水4.更换活化酸5.电镀之前将电流调到最小6. 用活性炭吸附镀层发花1.镀层处理不良2.清洗水有油3.镀液中有油4.镀液PH太高或镀液浑浊1.加强前处理2.更换清洗水3.用活性炭吸附4.调整PH值镀层发脆1. 光亮剂过多或柔软剂太少2. 铜/锌/铁或有机杂过多3. PH值过高或温度过低1.添加DY柔软剂2.添加DY除杂水或小电流电解3.提高PH值或提高温度沉积速度慢零件的深位镀不上镀层1.镀液中有六价铬2.镀液中有硝酸根3.电流密度太小1.将PH值调至3,加温至60℃,加入0.2-0.4克/升保险粉,搅拌60分钟,将PH值调至 6.2,搅拌30分钟,加入0.3-0.5毫升/升30%的双氧水2.将镀PH调至1-2,加温至60-70℃,先用1-2安培/平方分米电解10分钟,然后渐渐降低至0.2安培/平方分米3.提高电流密度低电流区阴暗1.温度太高2.电流密度太小3.主盐浓度太低4.主光剂过多5.镀液中有铜/锌杂质1. 温度控制在标准范围2. 提高电流密度3. 提高主盐浓度4. 活性炭吸附或补加DY柔软剂5. 加DY除杂水或小电流电解中电流区阴暗1. 主光剂含量不够2. 有铁杂质/有机杂质过多1. 补加DY主光剂2. 加DY除铁水或炭粉吸附高电流区阴暗1. 镀液PH值过高2. 柔软剂太少3. 有少量铬酸盐/磷酸盐/铅1. 提高PH值2. 添加DY柔软剂3. 处理方法同上镀铬常见故障原因与排除方法故障现象故障原因故障排除方法铬层发花或发雾1. 镀前活化酸太稀或太浓2. 表面有油或抛光膏3. 镀镍出槽形成双性极4. 镀铬时挂具弹得不紧5. 镀铬时温度太高6. 镀液中氯离子过多1. 调整活化酸的浓度2. 加强前处理3. 出槽时将电流调至最小4. 更换挂具5. 降低温度6. 加入少量碳酸银7. 镀铬电源波形有问题7. 检查电源镀铬深镀能力差零件的深位镀不上铬层1.底镀层较粗糙2.镍层在空气中时间过长3.导电不良4.铬酸含量太低或硫含量过高5.三价铬过多或异金过多6.镀铬液中有硝酸根1.提高底镀层的质量2.镀前活化3.检查线路4.分析成分,调节成分至正常值5. 电解处理,阳极面积大大于阴极6. 电解法除去铬层的光亮度差容易出现烧焦现象1. 铬酸或硫酸含量太低2. 三价铬含量太低或高3. 异金属杂质过多4. 温度太低5. 阴极电流密度太大6. 阳极导电不良7. 镀液中有少量的硝酸根1.分析成分,调整成分至正常值2.电解法控制三价铬成分3.电解法去除4.提高温度5.降低电流密度6.检查线路7.电解法处理铬层有明显的裂纹1.温度太低且阴极电流密度太高2.镀铬硫酸过高或铬酸含量过低3.氯离子过多4.底层镍的应力过大1.升温且降低电流密度2.分析成分,调整正常范围3.加少许碳酸银4.镀镍时补充柔软剂电镀时,电压很高,但阴极没有气泡1. 阳极表面上生成了铬酸铅2. 线路接触不好3. 阳极面积太小1. 取出阳极,用钢丝刷去黄色膜2. 检查线路3. 增加阳极面积镀铬后,零件有明显的挂钩印子1.挂钩的接触点太粗2.阳极面积太小3.导电不良4.铬酸含量太低5.三价铬或异金属杂质过多6.有硝酸根存在1. 维修挂钩接触点2. 增加阳极面积3. 检查线路4. 补充铬酐5. 电解法除去6. 用电解法镀层脱落1.镀铬过程中断电2.阴极电流密度过大3.底层镍钝化或底镀层上有油1. 检查线路2. 降低电流密度3. 加强前处理镀层表面粗糙1. 底镀层本身较粗糙2. 镀液中有微细固体粒子3. 硫酸含量过低4. 阴极电流密度过大1.加强底层质量2.过滤3.提高硫酸含量4.降低电密度氯化物酸性镀锌常见故障原因与排除方法故障现象故障原因故障排除方法镀层起泡结合力不好1.镀前处理不良2.添加剂过多3.硼酸过低4.阴极电流密度过大1.加强前处理2.用活性炭吸附3.补充硼酸4.降低电流密度镀层粗糙1.锌含量过高2. DY添加剂含量偏少3.温度过高4.镀液中有固体微粒1. 析成分,冲稀镀液2. 补充DY添加剂3. 采用冷冻设备,控制温度正常值4. 加强过滤镀层上出现黑色1.前处理不良 1.加强除油除锈条纹或斑点2.阴极电流密度过大3.镀液中氯化物太少4.有机杂质过多5.有较多的铜铅杂质2.降低电流密度3.分析成份,提高氯化物含量4.建议用双氧水活性炭处理5.加入0.5-1克/升锌粉镀层容易烧焦1.氯化物含量不够2.锌含量低3.DY柔软剂不够4.PH太高1.分析成分,提高氯化物含量2.分析成分,提高锌含量3.补充柔软剂4.用稀盐酸调PH至5.5-6. 2低电流区镀层灰暗1.镀液温度过高2.DY添加剂含量太少3.镀液中有铜/铅杂质1.采用冷冻设备,控制温度正常值2.补充添加剂3.加入0.5-1克/升锌粉或加除杂水镀层光泽差1.镀液中DY添加剂太少2.温度太高3. PH太高或太低1.补充DY添加剂0.1-0.2毫升/升2. 采用冷冻设备,控制温度正常值3. 用稀盐酸调PH至5.5-6.2氰化物镀锌常见故障原因与排除方法故障现象故障原因故障排除方法镀层结合力不好1.前处理不良2.镀液中氰化钠含量过高3.镀液有六价铬1. 加强前处理2.补充锌,控制M比正常值3. 加温50℃,加入0.2-0.5克/升保险粉,搅拌30分钟,趁热过滤,加入双氧水0.1-0.2毫升/升镀层粗糙灰暗呈颗粒状1.锌含量过高2.氰化钠和氢氧化钠含量偏低3.氢氧化钠含量过高4.阴极电流密度过大5.阴阳极距离太近1.补充氰化钠,控制M比正常值2.补充氰化钠和氢氧化钠3. 冲稀镀液4. 降低电流密度镀层薄,钝化时容易露底1.镀液中锌含量太低2.镀液中氰化钠或氢氧化钠含量太高3.镀液中有六价铬4.温度太低5.电流密度太小1.补充锌,控制M比正常值2.补充锌或冲稀镀液3. 加温50℃ ,加入0.2-0.5克/升保险粉,搅拌30分钟,趁热过滤,加入双氧水0.1-0.2升/升5. 降低电流密度阳极钝化,表面有白色产物1.氰化钠含量不够2.氢氧化钠含量不够3.镀液中碳酸盐过多1.补充氰化钠,控制M比正常值2.提高氢氧化钠含量至70-80克/升3.冷冻法结晶析出镀锌产品在贮存期间易生锈或泛点1.镀液中含有大量的异金属杂质2.镀液中有机杂质大多3.镀后清洗不良1.向镀液中加入0.3-0.6克/升的锌粉,搅拌30-60分钟,静止过滤或向镀液中加入1-2克/升硫化钠,搅拌60分钟2.向镀液中加1-3克/升活性炭,搅拌30分钟,静止过滤3.用热水-冷水交替清洗数次。
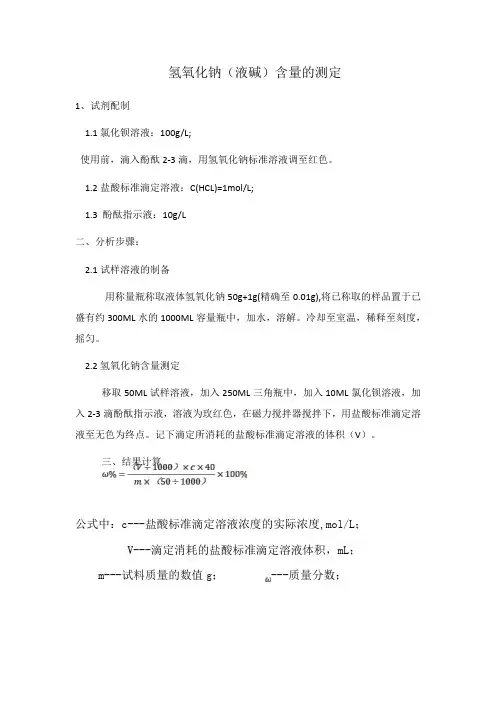
氢氧化钠(液碱)含量的测定
1、试剂配制
1.1氯化钡溶液:100g/L;
使用前,滴入酚酞2-3滴,用氢氧化钠标准溶液调至红色。
1.2盐酸标准滴定溶液:C(HCL)=1mol/L;
1.3 酚酞指示液:10g/L
二、分析步骤:
2.1试样溶液的制备
用称量瓶称取液体氢氧化钠50g+1g(精确至0.01g),将已称取的样品置于已盛有约300ML水的1000ML容量瓶中,加水,溶解。
冷却至室温,稀释至刻度,摇匀。
2.2氢氧化钠含量测定
移取50ML试样溶液,加入250ML三角瓶中,加入10ML氯化钡溶液,加入2-3滴酚酞指示液,溶液为玫红色,在磁力搅拌器搅拌下,用盐酸标准滴定溶液至无色为终点。
记下滴定所消耗的盐酸标准滴定溶液的体积(V)。
三、结果计算
公式中:c---盐酸标准滴定溶液浓度的实际浓度,mol/L;
V---滴定消耗的盐酸标准滴定溶液体积,mL;
m---试料质量的数值g;---质量分数;。
氢氧化钠浓度检测方法氢氧化钠(NaOH),也称为氢氧化钠液,是一种常用的碱性化学物质。
它在工业生产和实验室中被广泛使用,因此需要进行浓度检测。
浓度检测的目的是确定溶液中氢氧化钠的浓度,以便在实验和生产过程中准确控制化学反应和物质的溶解。
氢氧化钠溶液的浓度可以通过多种方法进行检测,包括酸碱滴定、电化学分析和光谱分析等。
本文将重点介绍氢氧化钠浓度的酸碱滴定方法、电化学分析方法和光谱分析方法,以及这些方法的原理、步骤和应用。
一、氢氧化钠浓度的酸碱滴定方法酸碱滴定是一种常用的分析方法,可用于确定氢氧化钠溶液的浓度。
在酸碱滴定过程中,需要使用一种已知浓度的酸性溶液(如盐酸溶液)与待测溶液(氢氧化钠溶液)进行滴定反应,通过滴定终点的变化来确定氢氧化钠的浓度。
酸碱滴定的原理是根据溶液中酸性物质和碱性物质的中和反应来确定溶液中碱性物质的含量。
在氢氧化钠溶液中,氢氧化钠与盐酸会发生中和反应,反应的化学方程式如下:NaOH + HCl → NaCl + H2O在这个反应中,酸碱反应的终点可以通过颜色指示剂来表示,常用的指示剂有酚酞、溴甲酚绿等。
当反应接近终点时,滴加的酸性溶液会改变指示剂的颜色,从而确定反应的终点。
进行氢氧化钠浓度检测的酸碱滴定方法的步骤如下:1.准备实验所需的试剂和仪器,包括盐酸溶液、酚酞指示剂、滴定管、烧杯等。
2.量取一定体积的氢氧化钠溶液,放入烧杯中。
3.加入几滴酚酞指示剂,使溶液呈现淡粉红色。
4.取一定体积的盐酸溶液,用滴定管滴加到氢氧化钠溶液中,同时轻轻搅拌。
5.当溶液颜色由粉红色变为无色时,即为中和反应的终点,记录下滴定所需的盐酸溶液体积。
6.根据滴定所需的盐酸溶液体积和盐酸的浓度,计算出氢氧化钠的浓度。
酸碱滴定方法是一种简便、快速的检测氢氧化钠浓度的方法,适用于实验室和生产现场。
然而,在实际应用中,由于酸碱滴定对操作者的技术要求较高,且需要使用有毒的化学试剂,因此在一些情况下并不适用。
氢氧化钠浓度检测方法氢氧化钠(NaOH)是一种常用的化学试剂,在化工生产、制药、食品加工等领域广泛应用。
浓度检测是对氢氧化钠溶液质量和浓度进行监测和控制的重要手段,保证生产过程中所使用的氢氧化钠溶液质量稳定、浓度准确。
本文将介绍氢氧化钠浓度检测的方法及其原理,以便读者了解如何进行氢氧化钠浓度检测。
一、氢氧化钠浓度检测方法1.酸碱滴定法酸碱滴定法是一种常用的氢氧化钠浓度检测方法。
其原理是利用标准酸溶液与待测氢氧化钠溶液进行中和反应,通过滴定所需的酸溶液体积来计算氢氧化钠的浓度。
操作步骤:a.取适量的氢氧化钠溶液放入烧杯中;b.用PH试纸或PH计测定氢氧化钠溶液的初始PH值;c.将标准酸溶液定量移入滴定瓶中;d.用酚酞或甲基橙等指示剂滴入氢氧化钠溶液中,开始滴定;e.当溶液由颜色发生改变时停止滴定,并记录所需要的酸溶液的体积V(ml);f.利用滴定反应的化学方程式计算出氢氧化钠溶液的浓度。
2. pH法pH法是通过检测氢氧化钠溶液的pH值来确定其浓度的方法。
PH值是溶液中氢离子浓度的负对数,因此可以根据溶液的pH值推算出氢氧化钠的浓度。
操作步骤:a.取适量的氢氧化钠溶液放入PH计中,测定其pH值;b.根据已知的氢氧化钠溶液的pH值浓度关系,计算出氢氧化钠的浓度。
3.电导率法电导率法是利用溶液中电导率与溶质浓度成正比的关系来测定溶质浓度的方法。
通过测量氢氧化钠溶液的电导率,可以推算出其浓度。
操作步骤:a.将电导率测定仪的电极放入氢氧化钠溶液中,测定其电导率;b.根据已知的氢氧化钠溶液的电导率浓度关系,计算出氢氧化钠的浓度。
4.紫外分光光度法紫外分光光度法是通过测定溶液中特定波长的紫外光吸收情况来确定其成分和浓度的方法。
氢氧化钠在紫外光下会产生特定的吸收峰,通过测定吸光度可以确定氢氧化钠的浓度。
操作步骤:a.取适量的氢氧化钠溶液放入紫外分光光度计中,测定其在特定波长下的吸光度;b.利用已知的氢氧化钠溶液吸光度浓度关系,计算出氢氧化钠的浓度。
一.方法原理在中性条件下,处理后的样品中的氰化物与氯胺T反应生成氯化氰,再与异烟酸作用,经水解后生成戊烯二醛,最后与吡唑啉酮缩合生成蓝色染料,在波长638nm处测量吸光度。
二.方法的适用范围取样100 mL时的方法最低检出限为0.004mg/L,适用于固体废物中氰化物的监测。
在本方法选定的仪器及前处理条件下,未发现有干扰测定的物质。
三.仪器1. 分光光度计或比色计。
2. 恒温水浴装置,控温精度±1℃。
3. 250ml锥形瓶。
4. 25ml具塞比色管。
5. 一般实验室常用仪器。
本标准均使用经检定为A级的玻璃量器。
四.试剂1. 氢氧化钠溶液ρ(NaOH)=1g/L:称取1g氢氧化钠溶于水中,稀释至1000ml,摇匀,贮于聚乙烯塑料容器中。
2. 氢氧化钠溶液ρ(NaOH)=10g/L:称取10g氢氧化钠溶于水中,稀释至1000ml,摇匀,贮于聚乙烯塑料容器中。
3. 氢氧化钠溶液ρ(NaOH)=20g/L:称取20g氢氧化钠溶于水中,稀释至1000ml,摇匀,贮于聚乙烯塑料容器中。
4. 磷酸盐缓冲溶液(PH=7):称取34.0g无水磷酸二氢钾(KH2PO4)和35.5g无水磷酸氢二钠(Na2HPO4)溶于水,稀释定容至1000ml,摇匀。
5. 氯胺T溶液ρ(C7H7ClNNaO2S·3H2O)=10g/L:称取1.0g氯胺T溶于水,稀释定容至100ml,摇匀,贮于棕色瓶中,用时现配。
注:氯胺T发生结块不易溶解,可致显色无法进行,必要时需用碘量法测定有效氯浓度。
氯胺T固体试剂应注意保管条件以免迅速分解失效,勿受潮,最好冷藏。
6.异烟酸-吡唑啉酮溶液。
6.1 异烟酸溶液:称取1.5g异烟酸(C6H6NO2,iso-nicotinic acid)溶于25ml 氢氧化钠溶液(3),加水稀释定容至100ml。
6.2 吡唑啉酮溶液:称取0.25g吡唑啉酮(3-甲基-1-苯基-5-吡唑啉酮,C10H10ON2,3-methy-1-phenyl-5-pyrazolone)溶于20mlN,N-二甲基甲酰胺[HCON(CH3)2,N,N-dimethyl formamide]。
的感染概率[5]。
通过以上研究分析,H I V感染者的病程进展速度与CD4细胞绝对计数的下降程度密切相关,一旦感染H I V,CD4T即逐渐减少,经过较长的无症状期后便降至临界点而使感染宿主陷入免疫不全状态,于是出现机会性感染等临床症状,因此,将CD4T 细胞计数作为衡量免疫功能的重要指标,同时检测H IV病毒载量与CD淋巴细胞计数对抗病毒药物疗效的观察,指导药物用量,免疫功能的重建起着极其重要的作用[6]。
4 参考文献[1]Roederer M,Ra j u PA,M itra D K,et a.l H erzenberg,and Leonard A.H erzenberg,H I V Does Not Rep licate i n Nai ve CD4T CellS Sti m ulatedw it h CD3/CD28 J C li n Invest,1997,99:1555-1564.[2]Stebb i ng J,Saw leshw arkar S,M i ch aili d is C,et a.l Assess m ent of t he efficacy of total l y m phocyte counts as pred ictors ofA I DS d efi n i ng i n fecti onsi n H I V 1i n fected peop le.M ed J,2005,81:586-588.[3]高美华,薛静波 细胞与分子免疫学 北京:人民卫生出版社,2001:150-156[4]桂希恩.重视艾滋病的病原治疗.医药导报,2003,22(12):831-832.[5]刘静,张旻,张子宁,等 艾滋病病毒感染者淋巴细胞总数和CD4阳性T淋巴细胞数相关性研究 中华检验医学杂志,2004,27(3): 156-158[6]彭文伟.传染病学.6版.北京:人民卫生出版社,2004:30-31.(收稿:2007-05-09)(本文编辑:张军)空气中氰化物测定中Na OH 实验监测与检验!吸收液浓度的选择胡斌摘要 目的 采用分光光度法测定空气中氰化物浓度时,选择吸收液N aOH最适的浓度。
氰化物的测定方法一硝酸银滴定法1 适用范围本方法适用于CN-含量在0.25~100mg/L间含氰污水中CN-的测定。
2 分析原理向水样中加入酒石酸和硝酸锌,在pH=4的条件下加热蒸馏,简单氰化物和部分配合物(如锌氰配合物)均以氰化氢形式被蒸馏出,并用氢氧化钠溶液吸收。
用硝酸银标准滴定溶液滴定吸收液中的氰离子,生成可溶性的银氰配离子[Ag(CN)2-]。
过量的银离子与试银灵指示液反应,溶液由黄色变为橙红色,指示终点的到来。
3 试剂和仪器3.1 试剂3.1.1 硝酸银标准滴定溶液[C(AgNO3) = 0.01mol/L。
(临用前配制)3.1.2 150g/L酒石酸溶液。
称取15g酒石酸,溶于水后,稀释至100 mL。
(有效期六个月)3.1.3 0.5g/L甲基橙指示液。
称取0.05g甲基橙,溶于70℃的水中,冷却,稀释至100mL。
(有效期六个月)3.1.4 100g/L硝酸锌[Zn(NO3)2·6H2O]溶液。
称取10g硝酸锌[Zn(NO3)2·6H2O],溶于水后,稀释至100 mL。
(有效期六个月)3.1.5 20g/L或40g/L NaOH吸收液。
称取20g氢氧化钠(AR),溶于水后,稀释至1000mL,浓度为20g/L NaOH 吸收液。
(有效期六个月)称取40g氢氧化钠(AR),溶于水后,稀释至1000mL,浓度为40g/L NaOH 吸收液。
(有效期六个月)3.1.6 试银灵指示液称取0.02g试银灵(对二甲氨基亚苄基罗丹宁)溶于100mL 丙酮中,贮于棕色瓶中,置于暗处,有效期一个月。
3.2 仪器3.2.1 500mL 蒸馏烧瓶。
3.2.2 蛇形或球形冷凝管。
3.2.3 可调电炉(600W或800W)。
3.2.4 250mL 锥形瓶(用作吸收瓶)。
3.2.5 10mL 棕色酸式滴定管。
4 操作步骤4.1 氰化氢(HCN)的蒸出和吸收4.1.1 量取过滤后水样200mL,移入500mL 蒸馏烧瓶中(若氰化物含量较高。
氰化物的测定(总3页)本页仅作为文档页封面,使用时可以删除This document is for reference only-rar21year.March异烟酸-批唑啉酮分光光度法测定氰化物1.适用范围:本方法适用于地表水、生活污水和工业废水中氰化物的测定。
本方法检出限为0.004mg/L,检测下限为0.016mg/L,检测上限问为0.25mg/L。
2.方法原理在中性条件下,样品中的氰化物与氯胺T反应生成氯化氢,再与异烟酸作用,经水解后生成戊熄二醛,最后与吡唑啉酮缩合生成蓝色染料,在一定浓度范围内,其色度与氰化物质量浓度成正比。
3.试剂和材料本标准所用试剂除非另有说明,分析时均使用符合国家标准的分析纯化学试剂,实验用水为新制备的不含氰化物的活性氯的蒸馏水或去离子水。
3.1氢氧化钠溶液:ρ(NaOH)=1 g/L称取1g氢氧化钠溶于水中,稀释至1000ml,摇匀,贮于聚乙烯塑料容器中。
3.2氢氧化钠溶液:ρ(NaOH)=10 g/L3.3氢氧化钠溶液:ρ(NaOH)=20 g/L3.4磷酸盐缓冲溶液(PH=7)称取34.0g无水磷酸二氢钾(KH2PO4)和35.5g无水磷酸氢二钠(Na2HPO4)溶于水中,稀释定容至1000ml,摇匀。
3.5氯胺T溶液:ρ(C7H7C1NNaO2S·3H2O)=10g/L称取1.0g氯胺T溶于水中,稀释定容至100ml,摇匀,贮于棕色瓶中,用时现配。
3.6异烟酸-批唑啉酮溶液3.6.1异烟酸溶液称取1.5g异烟酸(C6h6NO2,iso-nicotinic acid)溶于25ml氢氧化钠溶液,加水稀释定容至100ml。
3.6.2吡唑啉酮溶液称取0.25吡唑啉酮(3-甲基-1-苯基-5-)吡唑啉酮,C10H10ON2,3-methy-1-phenyl-5-pyrazolone)溶于20mlN,N-二甲基甲酰胺[HCON(CH3)2,N,N-dimethyl formamide]。
氢氧化钠浓度检测方法氢氧化钠是一种重要的化工原料,被广泛应用于制备肥皂、造纸、玻璃和化肥等行业。
在这些行业中,对氢氧化钠浓度的监测和检测是非常重要的,因为在生产中,浓度的变化会直接影响产品的质量和生产效率。
因此,建立一种可靠、准确的氢氧化钠浓度检测方法对于生产过程的控制和优化具有重要意义。
本文将主要介绍氢氧化钠浓度检测的方法和原理,其中包括传统的化学分析方法和现代的仪器分析方法。
同时,还将介绍一些常见的氢氧化钠浓度检测仪器和设备,以及它们的使用注意事项和应用范围。
最后,将讨论一些常见的误差分析和校准方法,以保证检测结果的准确性和可靠性。
氢氧化钠浓度检测方法传统的化学分析方法传统的化学分析方法主要包括酸度滴定法和离子色谱法。
其中,酸度滴定法是常用的一种分析方法,它是利用酸度滴定试剂与氢氧化钠发生化学反应,从而确定其中氢氧化钠的含量。
这种方法操作简单,成本低廉,可以较为准确地测定氢氧化钠的浓度。
但是,酸度滴定法有一定的局限性,例如对样品的要求较高,不适用于浑浊或含有其他杂质的样品。
离子色谱法是近年来发展起来的一种先进的分析方法,它是利用离子交换树脂的选择性吸附和阴离子对色谱柱的分离,从而测定溶液中氢氧化钠的浓度。
离子色谱法具有高灵敏度、分析速度快和操作简便等优点,能够准确地测定氢氧化钠的浓度。
但是,离子色谱法的仪器和设备价格较高,操作难度较大,因此并不适用于所有的实验室和工业生产环境。
现代的仪器分析方法随着科学技术的不断进步,现代的仪器分析方法在氢氧化钠浓度检测中得到了广泛的应用。
其中,常见的仪器分析方法主要包括光谱法和电化学法。
光谱法是一种利用物质对电磁波的吸收、散射、发射或干涉等现象来测定物质含量和结构的分析方法。
在氢氧化钠浓度检测中,常用的光谱法主要包括紫外-可见吸收光谱法和荧光光谱法。
紫外-可见吸收光谱法是利用氢氧化钠在紫外或可见光区的吸光度与其浓度成正比的原理,通过测定吸光度来确定氢氧化钠的浓度。