主轴内部刀具自动夹紧机构
- 格式:doc
- 大小:110.00 KB
- 文档页数:1

HSK 工具系统的结构及特点高速切削加工已成为现代机械制造技术的一个重要组成部分和发展方向。
目前,在国际机床工具系统市场上影响比较大的高速加工工具系统有:德国开发的HSK (德文Hohl Schaft Kegel 的缩写,也称空心短锥柄)工具系统;美国KENNAMETAL 公司开发的KM 工具系统;日本日研(NIKKEN )公司开发的NC5工具系统等。
在众多的新型工具系统中,由德国开发的HSK 工具系统,整体技术最为成熟,应用范围也最为广泛。
其采用空心短锥结构和两面夹紧方式,在系统刚度、径向圆跳动精度、重复安装精度、夹紧可靠性等方面都具有优越性能,被视为21世纪最有前途的工具系统。
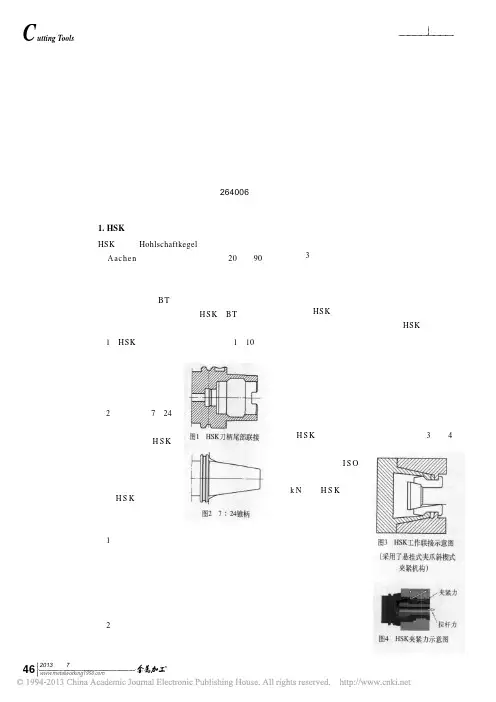
1、HSK 刀柄的结构类型在DIN69893标准中规定,HSK 工具系统共有6种型号(35个规格),如图1所示:A 型带中心内冷的自动换刀型D 型带端面内冷的 手动换刀型B 型带端面内冷的 自动换刀型E 型带中心内冷的 自动换刀高速型C 型 带中心内冷的 手动换刀型F 型 无中心内冷的 自动换刀高速型图1 HSK 工具系统6种型号的外观图(DIN69893标准)其中:这6种型号的HSK 刀柄主要的差别、各自结构及使用特点[1],可参见图2和表1所示。
图2 HSK工具系统6种型号的结构示意图(DIN69893标准)位置、冷却液通道以及法兰盘的面积大小。
A/C/E和B/D/F型刀柄共同点是:锥柄锥度都是1/9.98。
特别指出:在GB/T 19449.1-2004/ISO 12164-1:2001标准中,规定了适用于机床(例如:车床、钻床、铣床和磨床)的带有法兰盘接触面的空心圆锥柄(HSK)的尺寸之外,只规定了两种柄部型式:A型为法兰上带有一个能自动换刀的环形槽,也可以手动换刀;C型为法兰上无环形槽,只能用于手动换刀;两种型式的手动夹进都是通过锥柄上的一个孔来进行的,扭矩的传递是通过锥柄尾端的键以及摩擦来完成的,其特点基本与DIN69893标准的相应规定类似。
数控机床主轴的几种结构形式
作者: 日期:
n
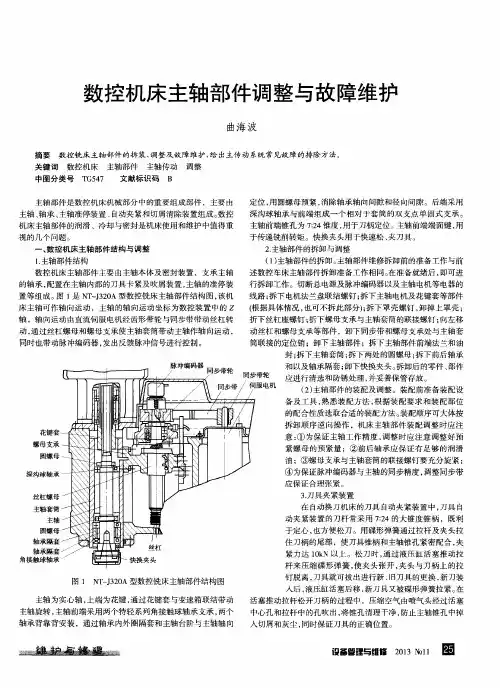
数控机床的主轴部件包括主轴、主轴的支承轴承和安装在主轴上的传动零件等。
主轴部件是机床的重要部件,其结构的先进性已成为衡量机床水平的标志之一。
由于数控机床的转速高、功率大,并且在加工过程中不进行人工调整,因此要求主轴部件具有良好的回转精度、结构刚度、抗振性、热稳定性、耐磨性和精度的保持性。
对于具有自动换刀装置的数控机床,为了实现刀具在主轴上的自动装卸和夹紧,还必须有刀具的自动夹紧装置、主轴准停装置等。
机床主轴的端部一般用于安装刀具、夹持工件或夹具。
在结构上,应能保证定位准确、安装可靠、连接牢固、装卸方便,并能传递足够的扭矩。
目前,主轴端部的结构形状都已标准化,图i所示为几种机床上通用的结构形式。
(a)数控车床主轴端部(b)铣、镗类机床主轴端部(c)外圆磨床砂轮主轴端部
(d)内圆磨床砂轮主轴端部(e)钻床与普通镗床锤杆端部(f)数控镗床主轴端部
图1机床主轴的几种结构形式。
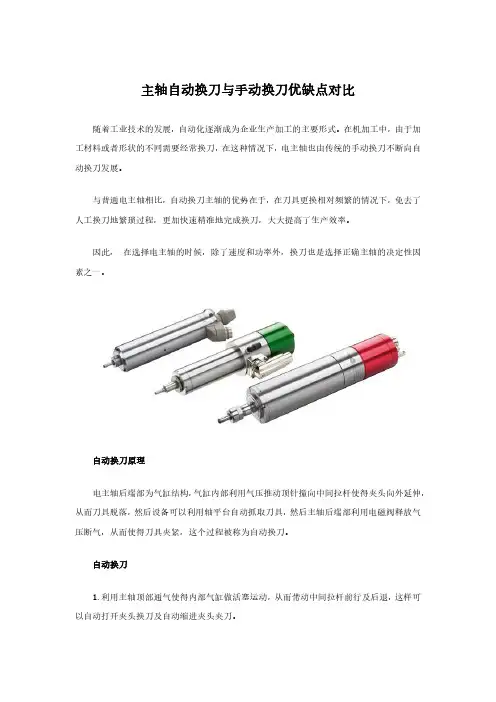
主轴自动换刀与手动换刀优缺点对比随着工业技术的发展,自动化逐渐成为企业生产加工的主要形式。
在机加工中,由于加工材料或者形状的不同需要经常换刀,在这种情况下,电主轴也由传统的手动换刀不断向自动换刀发展。
与普通电主轴相比,自动换刀主轴的优势在于,在刀具更换相对频繁的情况下,免去了人工换刀地繁琐过程,更加快速精准地完成换刀,大大提高了生产效率。
因此,在选择电主轴的时候,除了速度和功率外,换刀也是选择正确主轴的决定性因素之一。
自动换刀原理电主轴后端部为气缸结构,气缸内部利用气压推动顶针撞向中间拉杆使得夹头向外延伸,从而刀具脱落,然后设备可以利用轴平台自动抓取刀具,然后主轴后端部利用电磁阀释放气压断气,从而使得刀具夹紧,这个过程被称为自动换刀。
自动换刀1.利用主轴顶部通气使得内部气缸做活塞运动,从而带动中间拉杆前行及后退,这样可以自动打开夹头换刀及自动缩进夹头夹刀。
2.侧面通入气压对主轴运行时内部产生的热量吹出进行散热,以及利用主轴内部正压压强形成部分真空,阻止外部粉尘等物质进入主轴内部,伤害轴承及气压重要运转部件。
3.顶部换刀气压达到一定值,可以开启主轴自清洁功能(仅4033系列)。
4.免去人工换刀过程,使得工作效率大大提高。
5.价格比自动换刀主轴略高。
手动换刀1.需要手动旋动主轴顶部按钮来缩进夹头刀具。
2.需要使用配套的工具来缩进主轴前端的夹头刀具。
3.利用内部风扇来散热及阻挡粉尘等物质从主轴前端进入主轴内部。
4.利用后端通气压使得主轴内部形成正压,往主轴前端流去,起到散热作用及阻挡粉尘等物质从主轴前端进入主轴内部。
对比以上自动换刀主轴和手动换刀主轴,自动换刀主轴自然更具优势,但企业可根据自身情况选择合适的电主轴。

前言机床工业是机械制造业的重要部门,肩负着为农业,工业,科学技术和国防现代化提供技术装备的任务,是使现代化工业生产具有高生产率和先进的技术经济指标的保证。
设计机床的目标就是选用技术先进,经济效果显著的最佳可行方案,以获得高的经济效益和社会效益。
随着科学技术不断发展,数控机床的发展越来越快,数控机床也正朝着高性能、高精度、高速高柔性化和模块化方向发展。
本次毕业设计是针对于市场上应用广泛的卧式加工中心的设计。
此设计以典型卧式加工中心为参考,根据国家标准而设计的。
本人主要设计卧式加工中心主轴箱及其部件的设计。
保证在主轴高速运转下的稳定性、精度、刚度,合理选用轴承、电机和传动部件。
在保证箱体的实用性和安全性的前提下,尽可能节约材料来制造箱体、盖板、端盖。
为了保证准停装置和自动换刀的实现,采用气压限位装置来实现换刀,采用永磁铁和磁传感器来实现准停。
本设计鉴于是将要毕业的学生的我所做,可能会由于缺少实践经验和更多专业知识,会出现不严谨,不实际的错误。
望各位审批老师予以谅解并给予我更多的帮助!第一章课题介绍与分析1.1选题背景及意义1.1.1 国内外研究现状机床工业是机械制造业的重要部门,肩负着为农业,工业,科学技术和国防现代化提供技术装备的任务,是使现代化工业生产具有高生产率和先进的技术经济指标的保证。
设计机床的目标就是选用技术先进,经济效果显著的最佳可行方案,以获得高的经济效益和社会效益。
领先一步的机床制造商正在构想2011年的“加工中心”,它将是万能型的设备,可用于车、铣、磨、激光加工等,成为真正意义上的加工中心。
全自动地从材料送进,到成品产出,粗精加工、淬硬处理、超精加工,自动检测、自动校正,将无所不能。
设备将重视环保、节能,呈现出绿色制造业的标志。
21世纪时代特征的IT功能是绝对不可少的,设备将通过网络与外界交换信息,获得最新的技术成果,人类的智慧将在高科技产品加工中心上得到充分的展现。
数控技术经过50年的2个阶段和6代的发展:第1阶段:硬件数控(NC)第1代:1952年的电子管第2代:1959年晶体管分离元件第3代:1965年的小规模集成电路。
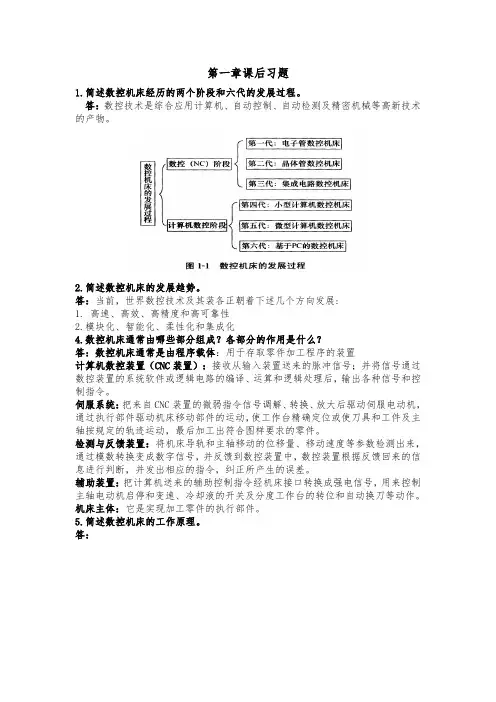
第一章课后习题1.简述数控机床经历的两个阶段和六代的发展过程。
答:数控技术是综合应用计算机、自动控制、自动检测及精密机械等高新技术的产物。
2.简述数控机床的发展趋势。
答:当前,世界数控技术及其装各正朝着下述几个方向发展:1. 高速、高效、高精度和高可靠性2.模块化、智能化、柔性化和集成化4.数控机床通常由哪些部分组成?各部分的作用是什么?答:数控机床通常是由程序载体:用于存取零件加工程序的装置计算机数控装置(CNC装置):接收从输入装置送来的脉冲信号;并将信号通过数控装置的系统软件或逻辑电路的编译、运算和逻辑处理后,输出各种信号和控制指令。
伺服系统:把来自CNC装置的微弱指令信号调解、转换、放大后驱动伺服电动机,通过执行部件驱动机床移动部件的运动,使工作台精确定位或使刀具和工件及主轴按规定的轨迹运动,最后加工出符合图样要求的零件。
检测与反馈装置:将机床导轨和主轴移动的位移量、移动速度等参数检测出来,通过模数转换变成数字信号,并反馈到数控装置中,数控装置根据反馈回来的信息进行判断,并发出相应的指令,纠正所产生的误差。
辅助装置:把计算机送来的辅助控制指令经机床接口转换成强电信号,用来控制主轴电动机启停和变速、冷却液的开关及分度工作台的转位和自动换刀等动作。
机床主体:它是实现加工零件的执行部件。
5.简述数控机床的工作原理。
答:用数控机床加工零件时,首先将加工零件的几何信息和工艺信息编制成加工程序,由输入装置送入数控系统中,经过数控系统的处理、运算,按各坐标轴的分量送到各轴的驱动电路,经过转换、放大进行伺服电动机的驱动,带动各轴运动,并进行反馈控制,使刀具与工件及其辅助装置严格地按照加工程序规定的顺序、轨迹和参数进行工作,从而加工出零件的全部轮廓。
6.数控机床的分类通常是如何划分的?答:1.按工艺用途分类:1)切削加工类数控机床。
2)成型加工类数控机床。
3)特种加工类数控机床。
4)其他加工类数控机床2.按机床运动轨迹分类:1)点位控制数控机床。
主轴内部刀具自动夹紧机构是数控机床特别是加工中心的特有机构。
图3为ZHS-K63加工中心主轴结构部件图,其刀具可以在主轴上自动装卸并进行自动夹紧,其工作原理如下:当刀具2装到主轴孔后,其刀柄后部的拉钉3便被送到主轴拉杆7的前端,在碟形弹簧9的作用下,通过弹性卡爪5将刀具拉紧。
当需要换刀时,电气控制指令给液压系统发出信号,使液压缸14的活塞左移,带动推杆13向左移动,推动固定在拉杆7上的轴套10,使整个拉杆7向左移动,当弹性卡爪5向前伸出一段间隔后,在弹性力作用下,卡爪5自动松开拉钉3,此时拉杆7继续向左移动,喷气嘴6的端部把刀具顶松,机械手便可把刀具取出进行换刀。
装刀之前,压缩空气从喷气嘴6中喷出,吹掉锥孔内脏物,当机械手把刀具装进之后,压力油通人液压缸14的左腔,使推杆退回原处,在碟形弹簧的作用下,通过拉杆7又把刀具拉紧。
冷却液喷嘴1用来在切削时对刀具进行大流量冷却。