X52立式升降台铣床电气 及PLC控制系统设计
- 格式:doc
- 大小:419.00 KB
- 文档页数:22
攀枝花学院 学生课程设计说明书
题 目: X52立式升降台铣床电气 及PLC控制系统设计
学生姓名:李通国 学 号:200710503023 所在院(系): 机电工程学院 专 业: 机械设计制造及其自动化
班 级: 2007级机制二班 指 导 教 师: 谭兴强 职称: 副教授
二〇一〇年十二月二十八日 攀枝花学院教务处制 本科学生课程设计任务书 题 目 X52K立式升降台铣床电气及PLC控制系统设计 1、课程设计的目的 专业课程综合训练目的是使学生通过对所学主要专业课的综合应用,基本掌握一般机床电气控制及PLC的设计的能力。综合运用所学的基础知识和技能,进一步提高学生的分析及解决问题能力,培养学生创新意识和创新能力,提高机床控制分析设计的总体意识和工程实践能力。
2、课程设计的内容和要求(包括原始数据、技术要求、工作要求等) 设计内容要求:(1)输入回路的设计;(2)输出回路的设计;(3)扩展模块的选用;(4)PLC的网络设计;(5)软件编制。
设计结束后提交4000字左右的课程设计论文;包含上述全部内容。
3、主要参考文献 1.高学民.《机床电气控制》.山东:山东科学技术出版社 2.鲁远栋,冼进.《PLC机电控制系统应用设计技术》.电子工业出版社 3.齐占庆.《机床电气控制技术》.机械工业出版社 4.张万忠.《可编程控制器入门与应用实例 (西门子S7-200系列)》.中国电力出版社
4、课程设计工作进度计划 内容 学时 总体方案分析 8 输入回路的设计 8 输出回路的设计 30 扩展模块的选用 30 PLC的网络设计 8
软件编制 20 合计 3周
指导教师(签字) 日期 年 月 日 教研室意见:
年 月 日 学生(签字): 接受任务时间: 年 月 日
注:任务书由指导教师填写。 课程设计(论文)指导教师成绩评定表 题目名称 评分项目 分值 得分 评价内涵 工作 表现 20%
01 学习态度 6 遵守各项纪律,工作刻苦努力,具有良好的科学工作态度。
02 科学实践、调研 7 通过实验、试验、查阅文献、深入生产实践等渠道获取与课程设计有关的材料。
03 课题工作量 7 按期圆满完成规定的任务,工作量饱满。
能力 水平 35%
04 综合运用知识的能力 10 能运用所学知识和技能去发现与解决实际问题,能正确处理实验数据,能对课题进行理论分析,得出有价值的结论。
05 应用文献的能力 5 能独立查阅相关文献和从事其他调研;能提出并较好地论述课题的实施方案;有收集、加工各种信息及获取新知识的能力。
06 设计(实验)能力,方案的设计能力 5 能正确设计实验方案,独立进行装置安装、调试、操作等实验工作,数据正确、可靠;研究思路清晰、完整。
07 计算及计算机应用能力 5 具有较强的数据运算与处理能力;能运用计算机进行资料搜集、加工、处理和辅助设计等。
08 对计算或实验结果的分析能力(综合分析能力、技术经济分析能力) 10 具有较强的数据收集、分析、处理、综合的能力。
成果 质量 45%
09 插图(或图纸)质量、篇幅、设计(论文)规范化程度 5 符合本专业相关规范或规定要求;规范化符合本文件第五条要求。
10 设计说明书(论文)质量 30 综述简练完整,有见解;立论正确,论述充分,结论严谨合理;实验正确,分析处理科学。
11 创新 10 对前人工作有改进或突破,或有独特见解。
成绩
指导教师评语
指导教师签名: 年 月 日 攀枝花学院课程设计 摘要
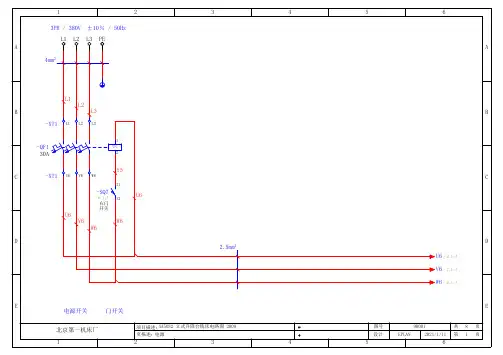
Ⅰ 摘 要 采用继电接触器电路实现电气控制。PLC专为工业环境应用而设计,其显著的特点之一就是可靠性高,抗干扰能力强。X52K铣床电气控制线路设计为可编程控制器控制,可以提高整个电气控制系统的工作性能,减少维护、维修的工作量。在现代化的工业生产设备中,有大量的数字量及模拟量的控制装置,例如电机的起停,电磁阀的开闭,产品的计数,温度、压力、流量的设定与控制等,工业现场中的这些自动控制问题,若采用可编程序控制器(PLC)来解决自动控制问题已成为最有效的工具之一,本文叙述PLC控制系统设计时应该注意的问题。通过对X52K型立式升降台铣床的电气控制原理进行分析,然后确定输入点和输出点等,画出接线图和其梯形图。再在程序输入机床后进行调试,实现了自动化控制,从而可以提高整个电气控制系统的工作性能。
关键词:X52K铣床;电气控制系统;PLC;梯形图 攀枝花学院课程设计 目 录
II 目 录 摘 要 ········································································································· Ⅰ
1 绪论 ·········································································································· 1 2 电气控制线路图及其原理分析 ········································································· 2 2.1 X52K铣床的电气控制原理图 ··································································· 2 2.2主电路分析 ·························································································· 2 2.3控制电路分析 ······················································································· 2 2.3.1主轴电动机M1的控制 ···································································· 2 2.3.2进给运动的控制 ··········································································· 4 2.4圆形工作台的控制 ················································································· 5 3 PLC设计方案的确定 ······················································································ 6 4 PLC设计X52K铣床 ······················································································· 7 4.1 PLC机型的选择 ···················································································· 7 4.2 PLC程序设计 ······················································································· 7 4.3 I/O接线图和梯形图 ·············································································· 8 4.4 PLC的程序语句表 ················································································ 11 5 PLC调试 ···································································································· 14 课程设计总结 ································································································· 15 参考文献 ········································································································ 16 致 谢………………………………………………………………………………………………17 攀枝花学院课程设计 1 绪论
1 1 绪 论 铣床常用于机械齿轮、蜗轮蜗杆等特殊机械零件的加工,按照结构形式和加工性能的不同,可分为立铣、卧铣、龙门铣、仿形铣和专用铣床。它们可来加工平面、斜面、沟槽等,装上分度头,可以铣切直齿轮和螺旋面,而 X52K铣床其原控制电路为继电器控制,存在接触触点多、线路复杂、故障多、操作人员维修任务较大等问题。针对这种情况,我们用 PLC控制改造其继电器控制电路,克服了以上缺点,降低了设备故障率,高了设备使用效率,运行效果良好。特别是工艺改变灵活,不用更改任何硬件,只需对原程序做些修改或者重新编入一个新的程序,就可以实现新的加工工艺,省时省力、灵活方便、效率高。且PLC控制可靠性高、能适应各种应用环境,它编程简单、易于掌握,接口也简单、维护方便。在现代化的工业生产设备中,有大量的数字量及模拟量的控制装置,例如电机的起停,电磁阀的开闭,产品的计数,温度、压力、流量的设定与控制等,工业现场中的这些自动控制问题,若采用可编程序控制器(PLC)来解决自动控制问题已成为最有效的工具之一。正文将介绍X52K型立式升降台铣床的PLC改造过程,通过对X52K型立式升降台铣床的控制进行分析,然后确定输入点和输出点等,画出接线图和其梯形图。再在程序输入机床后进行调试,从而实现了自动化控制。