QA成品检验流程规定
- 格式:doc
- 大小:275.00 KB
- 文档页数:12
WORD格式可编辑 专业技术 资料分享
ShenZhen Rapoo Technology Co.,Ltd.
【三阶文件】 成品检验流程规定 征求意见稿 文件编号: 版 本 号:A. 0
目录
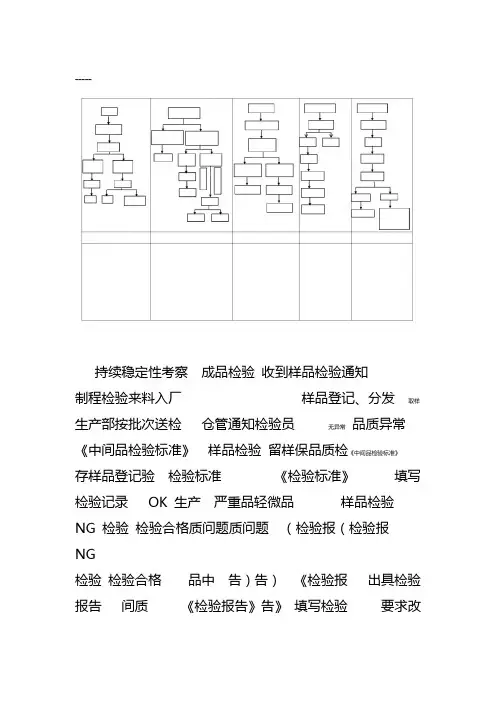
项 目 页 次 封页…………………………………………… 1 1.0 目的…………………………………………… 2 2.0 适用范围……………………………………… 2 3.0 定义…………………………………………… 2 4.0 职责…………………………………………… 2 5.0 工作流程……………………………………… 3 6.0 涉及的文件…………………………………… 8 7.0 相关的记录…………………………………… 8 8.0 流程图………………………………………… 8 9.0 修订…………………………………………… 9
核准: 审核: 编制: 日期: 日期: 日期: 分发号: 完美WORD格式.整理 . 专业资料分享 . 1.0 目的 为了能够满足客户对产品质量的需求,明确规定产线检验人员、FQA、OQA在成品检验中应开展工作的先后顺序,各个流程点上需要达到的目标,流程接口的处理,不合格的处理和预防措施等,从而通过标准的执行,生产车间、QA、QE、PE等部门各司其职,互助协作,确保公司的成品能够达到客户的期望。 2.0 适用范围 适用于本公司所有成品的检验、不良成品的判定与处理。 3.0 定义 无 4.0 职责 4.1装配车间 4.1.1 PQC:对装配车间的成品进行首件确认和制程巡回检查。 4.1.2 产线检测员:对产线所生产的成品进行全数量、全项目的检查。 4.2品保部 4.2.1 FQA:对产线的成品在封箱前进行抽样检查,按《成品检验规范》的要求全项目进行检验,对批量产品合格与否进行判定。
4.2.2 OQA:对进入成品仓库的产品在出货前进行抽样检验;协助客户到公司现场验货。 完美WORD格式.整理 . 专业资料分享 . 4.2.3 CQE:不合格成品的处理与分析,针对不良原因组织团队来纠正和预防。 4.3工程部 4.3.1 PE:与CQE一起分析成品的质量问题,并深入解决造成不合格品产生的根本要素,制定预防措施来杜绝同类事故的再次发生。
4.4 工艺改善部 IE:针对PE、CQE分析出的原因,制定成品的返工方案,并检讨因工艺问题而造成的不合格,制定预防措施来杜绝同类问题的再次发生;制作点检测试设备用的标准样品;解决检测设备的故障。
4.5其他相关部门 针对CQE、PE分析的不合格原因,对涉及到本部门的工作及时、准确的完成。 5.0 工作流程 5.1装配PQC对装配车间的各生产线提供的首件产品进行确认,按《产品检验规范》上规定的项目逐个进行检验,并按规范要求的数量对产品的实际功能进行检查。
5.2 产线检验员和PQC点检各自所使用的检测设备和测试软件是否处于正常状态,检验的环境是否符合《产品检验规范》中对检测环境的要求。
5.3 首件确认合格,通知产线进入批量生产;首件确认严重不合格时,立即通知QE、PE到现场确认不合格的现象及原因,并要求PE提供解决对策,在CQE确认解决对策有效后,通知产线按解决对策的要求执行,PQC在巡检过程中监督和检查产线是否有严格按解决对策处理,确认解决对策的实际效果并反馈到PE、CQE。
5.4 PE、CQE在接到产线PQC不合格信息后,15分钟内到现场确认不合格的现象, 30 完美WORD格式.整理 . 专业资料分享 . 分钟内提供临时对策,如果无法提供有效的对策,CQE通知生产线停止生产此类产品,装配车间做出相应的安排;由CQE主导组织相关的工程师来解决该问题,确认不合格问题可以解决后, CQE通知PQC恢复生产并提供解决的措施,PE、CQE需要到现场确认改进的效果。
5.5 产线进入批量生产后,PQC每4小时对产线的各个关键岗位进行检查,如有非人为因素而造成的严重不合格,则立即通知PE、CQE按5.4的要求来解决。
5.6 产线检验员每2小时点检一次检测设备和测试软件是否处于正常的状态,如果发现测量系统有问题时立即通知PQC,由PQC通知相关的IE到现场解决。
5.7 IE在接到产线PQC检测设备或软件存在问题的信息后,15分钟内到现场确认不合格的现象,如果确定测量系统问题无法在1小时内解决,由IE在确认后30分钟内通知CQE要求生产线停止生产此类产品,装配车间做出相应的安排;由IE主导组织相关的工程师来解决该问题,确认测试系统问题解决后告知CQE,由CQE通知PQC恢复生产,IE、CQE需要到现场确认改进的效果。
5.8 产线检验员按《成品检验规范》的要求,结合SOP、SIP的规定,对成品进行全项目、全数量的检验手感、功能、结构、外观、包装及配件数量,参考《产品型号与客户对应表》上不同客户与产品所对应的检验水平,按照成品的检验方法对本条生产线所制造的产品进行检查,依据所对应检验水平的判定标准对成品做出合格与否的判定。
5.9 产线检验员按《产品检验规范》要求判定产品合格后,产品进入到包装岗位,由包装岗位按SOP、BOM的要求进行包装,生产240PCS(自动化线生产480PCS)后,生产线填写《送检单》,交FQA对成品进行抽检。
5.10产线检验员按《产品检验规范》要求判定产品为不合格时,将不合格的产品挑出并 完美WORD格式.整理 . 专业资料分享 . 注明不合格原因,交维修员进行修理, 5.10.1维修后由维修员全面检查产品的功能,合格后进入第一道产线的检查岗位进行检查并往下工序流动。
5.10.2 当维修员无法进行维修时,需要将不合格的现象、原因记录在《维修报表》上,并使用红色容器将不良品进行隔离并清楚的标识不良现象,做好不良品的防护工作,避免造成其他的不良现象产生。
5.10.3 当不良的数量超过5%时,产线组长立即通知PQC、PE、CQE到现场来分析和解决问题,PE、CQE应按5.4的要求执行。
5.11 FQA以240PCS为一批(自动线以480PCS为一批)来对产品进行检验,特殊型号产品以2小时的产量为一批,检验的项目按《产品检验规范》的要求进行,抽样的数量按《GB/T 2828.1-2003 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》和《产品型号与客户对应表》产品不同的检验水平来执行。
5.11.1 《产品检验规范》中Ⅰ级检验水平的产品抽检数量按GB2828-2003正常单次抽样Ⅲ级水平来抽检:
5.11.1.1 以240PCS为一批时抽检50PCS,功能AQL为 CR=0,MAJ=0.01, MIN=0.4; 结构:MAJ=0.25,MIN=0.65;外观:MAJ=0.65 ,MIN=1.0。
5.11.1.2当连续5批有2批不合格时,FQA要求生产线派出检验员协助对第六批全检,,合格时则以正常检验数量的2倍来抽检3批,全部合格则转入正常单次Ⅱ级水平来抽检。
5.11.1.3 FQA要求生产线派出检验员协助对第六批全检,不合格时,立即通知QA组长和CQE、装配主管到现场确认,对该线的组长及责任检验员记警告一次,第七批FQA要求产线派出检验员协助全检,再不合格时,拒检该线的产品并通知装配主管对该线进行整改, 完美WORD格式.整理 . 专业资料分享 . QA组长确认整改已达到要求后恢复以正常检验数量的2倍来抽检3批,全部合格则转入正常单次Ⅲ级水平来抽检。
5.11.2 《产品检验规范》中Ⅱ级检验水平的产品抽检数量按GB2828-2003正常单次抽样Ⅱ级水平来抽检。
5.11.2.1以240PCS为一批时抽检32PCS,功能AQL为 CR=0,MAJ=0.01, MIN=0.65; 结构:MAJ=0.4,MIN=1.0;外观:MAJ=0.65 ,MIN=1.0。
5.11.2.2当连续5批有2批不合格时,FQA要求生产线派出检验员协助对第六批全检,,合格时则以正常检验数量的2倍来抽检3批,全部合格则转入正常单次Ⅱ级水平来抽检。
5.11.2.3 FQA要求生产线派出检验员协助对第六批全检,不合格时,立即通知QA组长和CQE、装配主管到现场确认,对该线的组长及责任检验员记警告一次,第七批FQA要求产线派出检验员协助全检,再不合格时,拒检该线的产品并通知装配主管对该线进行整改,QA组长确认整改已达到要求后恢复以正常检验数量的2倍来抽检3批,全部合格则转入正常单次Ⅱ级水平来抽检。
5.11.3 《产品检验规范》中Ⅲ级检验水平的产品抽检数量按GB2828-2003正常单次抽样Ⅱ级水平来抽检。
5.11.3.1以240PCS为一批时抽检32PCS(480PCS为一批时抽检50PCS),功能AQL为 CR=0,MAJ=0.01, MIN=1.0; 结构:MAJ=0.65,MIN=2.5;外观:MAJ=1.0 ,MIN=2.5。
5.11.3.2当连续5批有2批不合格时,FQA要求生产线派出检验员协助对第六批全检,,合格时则以正常检验数量的2倍来抽检3批,全部合格则转入正常单次Ⅱ级水平来抽检。
5.11.3.3 FQA要求生产线派出检验员协助对第六批全检,不合格时,立即通知QA组长和CQE、装配主管到现场确认,对该线的组长及责任检验员记警告一次,第七批FQA要求