辊压机液压系统工作原理
- 格式:xls
- 大小:68.50 KB
- 文档页数:7


一、液压元件
附图;
二、液压控制原理
1、油泵1动作,通过高压过滤器2过滤,利用安全阀3调节油泵工作压力,压力表4显示油泵工作压力,在组合阀件5未动作时,油通
过安全阀3回到油箱18.
2、当加压时,组合阀5右边动作,压力油路通过加压阀6、7,然后经过单向阀8,进入液压缸,液压缸另一侧的油通过回油油路经过组合阀5和阀15回到油箱18.
3、当退辊时,组合阀5左边动作,退辊阀15动作,安全阀16可调节退辊时油泵压力,压力油路进入液压缸,液压缸另一侧的油通过动作电磁溢流阀13、14经由回油过滤器17回到油箱18.
4、当泄压时,分别动作电磁溢流阀13、14泄压,压力会迅速卸完。
三、参数设置表
连锁设置
1、压力:工作压力低于7.5Mpa(分左右侧),油泵开始加压,加压至8.3MPa后油泵停止运转,若实际工作压力超过10.5Mpa时,此时左右两侧电磁溢流阀同时工作(快速泄压),压力泄完后重新加压。
(频繁出现此现象应停机检查)
2、间隙:动、定辊之间的缝隙,初始值25mm,正常运行期间为35mm 左右,超过80mm泄压跳停(正常运行时辊缝若达到最大值,则说明内部出现大铁件)。
3、电流:18A为电机空载电流,当达到60A,则报警闪烁,超过80A 跳停。
4、间隙差:左右两侧辊缝差值,10mm报警闪烁,超过20mm延时3s 跳停。
四、常见故障及排除办法。
辊压机的结构与工作原理辊压机主要由给料装置、料位控制装置、一对辊子(一个为定辊,另一个为动辊)、传动装置(电动机、皮带轮、齿轮轴)、液压系统、横向防漏装置等几大部分所组成。
两个辊子中,一个是支承在轴承上的固定辊;另一个是运动的辊子,通过动辊对物料层施加挤压力,两个辊子以相同的速度相向旋转,辊子两端的密封装置(心形片)防止物料在高压作用下从辊子横向间隙中排出。
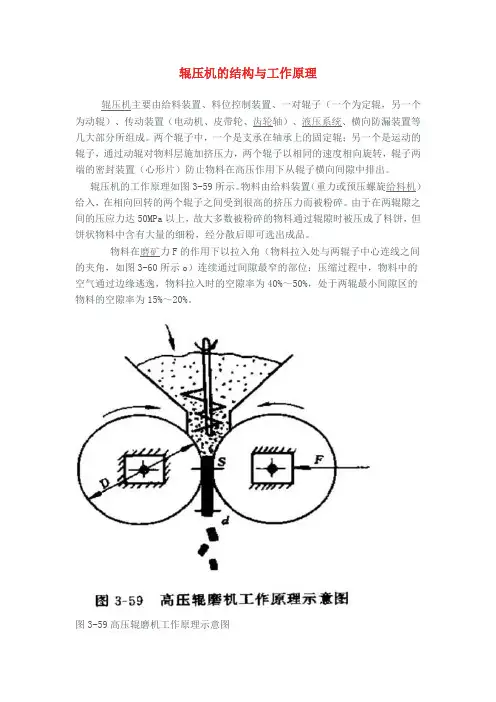
辊压机的工作原理如图3-59所示。
物料由给料装置(重力或预压螺旋给料机)给入,在相向回转的两个辊子之间受到很高的挤压力而被粉碎。
由于在两辊隙之间的压应力达50MPa以上,故大多数被粉碎的物料通过辊隙时被压成了料饼,但饼状物料中含有大量的细粉,经分散后即可选出成品。
物料在磨矿力F的作用下以拉入角(物料拉入处与两辊子中心连线之间的夹角,如图3-60所示o)连续通过间隙最窄的部位:压缩过程中,物料中的空气通过边缘逃逸,物料拉入时的空隙率为40%~50%,处于两辊最小间隙区的物料的空隙率为15%~20%。
图3-59高压辊磨机工作原理示意图图3-60高压辊磨机两辊间的工况由于辊压机是在多颗粒聚集、多层物料迭加的情况下进行粉碎一即所谓层压粉碎,尽可能地使物料在较高的体积密度下进行给料,选择一种适合于物料特性的应力强度,控制物料有规律地通过应力区,有效地进行应力能与粉碎能的转换,从而使物料受到粉碎或产生大量的裂纹,提高粉碎效率。
试验表明:在料层粉碎条件下,利用纯压力粉碎比纯剪切和冲击粉碎能耗要小得多。
辊压机正是在料层粉碎过程中利用了纯压力,因此达到了提高效率、节约能耗的目的。
由于辊压机独特而有效的工作原理,因此,它适用于粉碎硬质、中硬质、软质等不同硬度的物料(如下图)辊压机结构示意图辊压现场照片辊压机的液压系统原理液压泵首先向系统提供压力油,推动油缸伸出。
当压力升至工作压力时,压力继电器k发讯使液压泵电机停止转动,此刻系统处于保压状态,即由蓄能器和液控单向阀构成的保压回路使油缸保持工作压力,从而通过液压缸推动动辊完成矿石连续粉碎工作。

辊压机的工作原理辊压机是一种常用的工业设备,用于对材料进行加工和压制。
它通过一对或者多对辊子的旋转和压制,对材料进行塑性变形,以达到加工和成型的目的。
下面将详细介绍辊压机的工作原理。
一、辊压机的基本构造辊压机主要由机架、辊子、传动装置、润滑装置和控制系统组成。
1. 机架:机架是辊压机的主体结构,用于支撑辊子和传动装置,保证辊子的稳定运行。
2. 辊子:辊子是辊压机的核心部件,通常由金属材料制成。
辊子的直径和长度根据加工要求而定,辊子之间的间隙可以调整。
辊子的旋转运动是辊压机加工的基础。
3. 传动装置:传动装置用于驱动辊子的旋转运动。
常见的传动方式包括机电驱动和液压驱动。
4. 润滑装置:润滑装置用于给辊子提供润滑油,减少磨擦和磨损,保证辊子的正常运行。
5. 控制系统:控制系统用于控制辊压机的运行和加工过程。
它可以控制辊子的转速、压力和加工时间等参数。
二、辊压机的工作原理辊压机的工作原理可以分为两个基本过程:进料和辊压。
1. 进料过程:在辊压机工作开始前,需要将待加工的材料放置在辊子之间。
材料可以是金属板材、塑料片材等。
通过传动装置驱动辊子旋转,将材料送入辊子之间。
进料过程可以通过手动或者自动控制完成。
2. 辊压过程:当材料进入辊子之间后,辊子开始旋转并向内收缩。
辊子的旋转和收缩会对材料施加压力,使材料发生塑性变形。
辊子之间的间隙可以调整,以控制加工厚度和形状。
辊子的旋转速度、压力和加工时间等参数可以通过控制系统进行调整。
辊压过程中,材料受到辊子的挤压和磨擦力,发生塑性变形。
辊子的旋转和收缩使材料逐渐变薄,同时也改变了材料的形状。
辊子的数量和布局可以根据加工要求进行调整,以获得不同的加工效果。
三、辊压机的应用领域辊压机广泛应用于金属加工、塑料加工、纸张加工等行业。
它可以对金属板材进行压延、弯曲和成型,用于创造汽车零部件、家电外壳、建造材料等。
辊压机还可以对塑料片材进行挤压和压制,用于创造塑料制品、包装材料等。

辊压机工作原理辊压机,又名挤压磨、辊压磨,是国际80 年代中期发展起来的新型水泥节能粉磨设备,含有替代能耗高、效率低球磨机预粉磨系统,并且减少钢材消耗及噪声的功效,合用于新厂建设,也可用于老厂技术改造,使球磨机系统产量提高30—50%,通过挤压后的物料料饼中 0.08mm 细料占 20—35%,不大于 2mm 占 65—85%,小颗粒的内部构造因受挤压而充满许多微小裂纹,易磨性大为改善。
辊面采用热堆焊,耐磨层维修更为方便。
目录粉磨系统中的几个核心设备1.稳流称重仓2.除铁装置3.辊压机斜插板4.辊压机5.打散分级机影响粉磨系统产量的常见因素1.水泥原料的水分2.物料粒度及其易磨性3.挤压效果辊压机的工作原理辊压机的重要特点单传动辊压机1.单双传动辊压机的比较辊压机水泥粉磨节能工艺技术应用辊压机常见故障及解决办法1.现场修复辊压机轴承磨损粉磨系统中的几个核心设备1.稳流称重仓2.除铁装置3.辊压机斜插板4.辊压机5.打散分级机影响粉磨系统产量的常见因素1.水泥原料的水分2.物料粒度及其易磨性3.挤压效果辊压机的工作原理辊压机的重要特点单传动辊压机1.单双传动辊压机的比较辊压机水泥粉磨节能工艺技术应用辊压机常见故障及解决办法1.现场修复辊压机轴承磨损展开粉磨系统中的几个核心设备稳流称重仓辊压机必须满料操作,运行过程中两辊之间必须确保充满物料,不能间断,辊压机因此在辊压机进料口上部设立稳流作用的称重仓是必要的,称重仓的容量设计也不能太小,否则缓冲余地太小,影响辊压机的正常运行,造成辊压后料饼质量的较大波动。
另外要控制好称重仓的料位,如果料位过低,辊压机上方不能形成稳定的料柱,使称重仓失去靠物料重力强制喂料的功效,且容易形成物料偏流人辊现象,引发辊压机振动或跳停。
除铁装置辊压机辊面耐磨层容易磨损,特别对金属异物反映敏感,因此喂人辊压机的物料应尽量地除铁彻底。
系统中除了在进料皮带上设立除铁器外,尚有必要在进料皮带上设立金属探测仪。