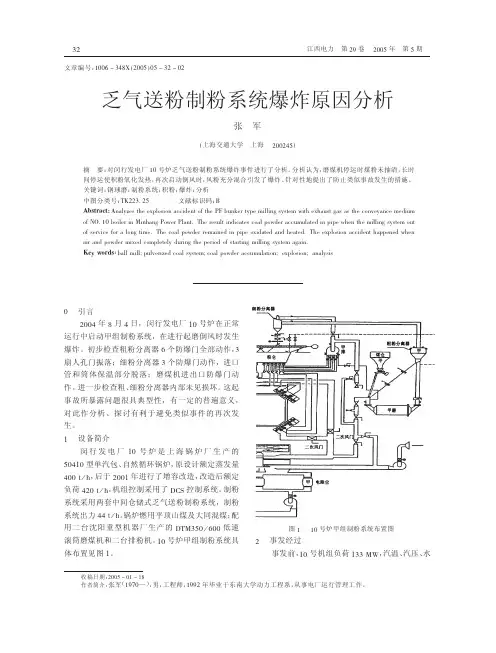
乏气送粉制粉系统爆炸原因分析
- 格式:pdf
- 大小:95.18 KB
- 文档页数:2

制粉系统堵塞与自燃爆炸的分析及预防系统分析煤、煤粉特性及其制粉系统运行的影响,分析中间储仓式制粉系统易发生堵塞的原因,揭示自燃、爆炸事故的内在机理,进而较全面的归纳出预防此类故障、事故的方法。
标签:制粉系统;堵塞;自燃;爆炸;机理;预防1、制粉系统堵塞、自燃爆炸的现象中间储仓式制粉系统堵塞一般多发生在原煤斗、落煤管、磨煤机入口、磨煤机内部、粗粉分离器、回粉管锁气器、木块分离器、粗粉分离器出口管、细粉分离器下粉管、落粉管、细粉筛子、再循环管等处。
原煤斗、下煤管等处堵塞时,出现断煤现象,如磨煤机出口温度升高,磨煤机进出口压差减小,磨煤机内钢球噪音增大,排粉机出口风压增大,电流增大。
磨煤机、粗粉分离器等处堵塞时,堵塞部位前负压减小,后部负压增大,前后差压明显增大,同时伴有排粉机电流减小。
粗粉分离器堵塞时,现场检查会发现回粉管锁气器不动作,木块分离器处有大量木屑、塑料纤维等杂物。
上述设备发生堵塞故障后,均会出现锅炉汽温、汽压、蒸汽流量下降的情况。
细粉分离器下粉管、落粉管、细粉筛子等处堵塞时,现场检查锁气器不动作,排粉机电流增大并晃动,一次风压不稳,磨煤机、粗粉分离器的进、出口负压减小,排粉机入口负压增大,锅炉汽温、汽压上升,烟囱冒黑烟,严重时安全门动作。
一次风管堵塞时,堵塞风管对应的燃烧器断粉,燃烧不稳,汽温、汽压下降,一次风压异常升高或不正常降低(取决于堵塞位置与风压测点位置的前后关系)。
再循环管堵塞时,进风量不足引起磨煤机人口负压增大,直接导致排粉机电流减小。
2、故障产生的机理2.1燃煤成分的影响制粉系统运行中,煤粉的水份多,其储存、输送困难,发生堵塞的可能性增大,同时制粉所需的干燥出力也增大,煤粉的磨制困难。
挥发份高的煤着火温度低,煤粉发生自燃和爆炸的可能性大。
2.2煤粉特性的影响煤被磨成煤粉后,对锅炉与制粉系统工作影响较大的是煤粉的爆炸性与煤粉的颗粒特性。
制粉设备中沉积煤粉的自燃,常常是引发其爆炸的火源。

煤粉制备系统燃爆原因分析及防控措施煤粉制备系统是熟料生产线安全生产的重点,一旦发生事故,不仅影响企业的安全生产,且威胁到现场工作人员的人身安全,因此做好煤磨的防燃防爆一直是水泥企业安全生产的关键。
本文就我集团解决煤粉制备系统着火及爆炸做法及经验作一下总结,供同行参考。
1、煤粉自燃及爆炸的原因分析煤粉制备系统之所以频繁发生着火及爆炸,主要是煤粉具有自燃和爆炸的特性决定的。
影响煤粉自燃及爆炸的因数主要有以下几方面, 分析如下。
(1)煤的挥发分。
挥发分是指煤在规定条件下隔绝空气加热,煤中的有机物质受热分解出一部分分子量较小的液态(此时为蒸汽状态)和气态产物,当VadVIO%时,不存在自燃、爆炸的危险,但是当Vad>30%,在适当的条件下,易引起爆炸。
(2)煤粉颗粒大小及浓度。
煤粉浓度为L2〜2.00kg/m3且颗粒直径小于0.10mm,容易爆炸。
(3)温度。
由于水泥工艺要求煤粉细度在800 u m,煤粉比较细, 表面积大,煤粉的着火点低,高挥发分煤的着火温度较低,过高的热风温度也就容易引起自燃和爆炸。
(4)气粉混合物的流速。
流速过低,气粉流动不畅,易产生沉积而引起自燃;流速过高,会引起静电火花而导致煤粉爆炸。
流速一般宜控制在16〜300m/s的范围内比较合理。
2、防止煤粉自燃及爆炸的措施(1)煤磨机防爆措施。
关键是要控制好通过煤磨机入口、出口的气粉温度。
根据经验,我集团对于不同煤种有不同的温控指标(见表1),以防止煤粉制备系统着火爆炸。
当磨机出口气体温度高于80 ℃报警,应迅速查明着火点,立即停磨,关闭煤磨进出口阀门,向磨内喷入CO2灭火。
另外,如对于新磨,开始制备煤粉前,需提前粉磨600t左右石粉,以保护袋收尘滤袋及防止煤粉死区积灰,效果比较明(2)煤粉仓的防爆措施。
如煤粉仓内温度高于70℃,迅速执行停止喂煤一停磨f停热风f紧急停车一关闭进出煤粉仓阀门(以下简称“紧急停车程序”);确认着火,则要立即喷入CO2灭火;如煤粉仓co含量上升报警,首先根据报警,检查着火点;若co含量持续上升,则执行前述紧急停车程序操作。
操作规程编号:YTO-FS-PD368制粉系统爆炸的现象、原因、处理通用版In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers.标准/ 权威/ 规范/ 实用Authoritative And Practical Standards制粉系统爆炸的现象、原因、处理通用版使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。
文件下载后可定制修改,请根据实际需要进行调整和使用。
现象:a) 整个制粉系统变正压并发出巨响;b) 排粉机前防爆门爆破时,排粉机电流增大,一次风压大,炉膛变正压,严重时可能灭火;c) 排粉机出口防爆门爆破时,一次风压突然下降或回零,炉膛负压增大,处理不及时可能灭火;汽温、汽压下降,水位先低后高;d) 爆破处有粉及火星喷出,磨煤机出口、排粉机入口风温不正常地升高。
原因:a) 磨煤机出口温度高,发现处理不及时;b) 煤中含有易爆物品(如雷管等)或外来火源(电、火焊)进入制粉系统;c) 断煤处理不及时;d) 制粉系统积煤、积粉造成局部自燃来不及消除;e) 停炉时未按规定烧完煤粉或未定期进行降粉,使粉仓煤粉堆积过久或粉仓内死角积粉自燃;f) 停止磨煤机时煤粉未抽尽,停止时间过长造成自燃;g) 煤粉细度过细,水份过小,挥发粉过高;h) 煤粉浓度达到爆炸浓度;处理:a) 排粉机前防爆门爆破:①紧急停止给煤机、磨煤机,关闭磨煤机入口热风门、温风门;②控制#7(8)风门,保持一次风,关闭磨煤机再循环门;③若排粉机入口防爆门爆破,在关闭#7(8)风门一次风压仍大时,可关小单个一次风挡板,保持一次风压;控制炉膛负压,稳定燃烧;④将制粉系统风倒至排粉机,保持排粉机入口风温不超过150℃;b) 排粉机出口防爆门爆破:①投入油枪,启动正常侧备用给粉机;②立即停止故障侧给粉机及给煤机、磨煤机,关闭磨煤机入口温、热风门;③汇报班长、值长,通知汽机降低本炉部分负荷;④解列全部自动,手动控制各项参数;⑤停止排粉机关闭#7(8)风门及一次风挡板,⑥若灭火按灭火规定处理;⑦磨煤机出入口防爆门爆破可以暂时不停油泵用于冷却大瓦;c) 如制粉系统着火,立即停止制粉系统进行灭火,必要时进行蒸汽消防;d) 联系检修更换爆破的防爆门;e) 爆炸原因找到,防爆门换好,可依次启动排粉机、制粉系统,恢复负荷。