电熔锆刚玉砖
- 格式:doc
- 大小:102.50 KB
- 文档页数:22
蓄热式马蹄焰池窑的热工计算无机111-06-郭小吉指导教师-王志强目录(一)原始资料 (1)1.产品 (1)2.出料量 (1)3.玻璃成分 (1)4.料方及原料组成 (1)5.碎玻璃数量 (2)6.配合料水分 (2)7.玻璃熔化温度 (2)8.工作部玻璃液平均温度 (2)9.重油 (2)10.雾化介质 (2)11.喷嘴砖孔吸入的空气量 (2)12.助燃空气预热温度 (2)13.空气过剩系数α (2)14.火焰空间内表面温度 (2)15.窑体外表面平均温度 (2)16.熔化池内玻璃液温度 (2)17.熔化部窑顶处压力 (3)18.窑总体简图见图 (3)(二)玻璃形成过程耗热计算 (3)1.生成硅酸盐耗热 (5)2.配合料用量计算 (6)3.玻璃形成过程的热平衡 (7)(三)燃料燃烧计算 (7)(四)熔化部面积计算 (8)1.各尺寸的确定 (9)2. 确定火焰空间尺寸 (9)3. 熔化带火焰空间容积与面积计算 (9)4.火焰气体黑度(ε气)计算 (9)5. 火焰温度计算 (9)6. 熔化部面积计算 (10)(五)燃料消耗量及窑热效率计算 (10)1.理论燃料消耗量计算 (14)2.近似燃料消耗计算 (14)3.实际燃烧消耗量计算 (15)4.列熔化部热平衡表 (15)5.熔化部热负荷值 (15)(六)燃料消耗量计算 (16)1.理论空气需要量及燃烧产物量计算 (16)(七)蓄热室受热表面计算 (16)1.原始资料 (16)2.蓄热室计算 (17)3.空气交换器 (17)4.烟道 (17)(八)排烟系统阻力计算 (17)1.局部阻力计算列下表…………………………………………………………2.摩擦阻力计算列表 (18)3.蓄热室几何压头计算 (19)(九)烟囱计算 (19)1.烟囱高度(H)计算 (19)2.烟囱出口直径(D)计算 (19)蓄热室马蹄焰池窑(烧油)的热工计算(一)原始资料1.产品:高白料机制啤酒瓶2.出料量:每天熔化玻璃36吨。

3.2浮法玻璃熔窑浮法玻璃熔窑属于横火焰蓄热式池窑,如图3-3所示。
浮法玻璃熔窑根据各部功能其构 造分为玻璃熔制、热源供给、余热回收、排烟供气四 大部分。
图3-4横焰窑熔化部剖面图 1 —窗顶(大碹);2一植脚(殖碴); 3—上间隙砖;4—胸墙;5—挂钩砖; 6—下间隙砖;7—池壁;8—池底; 9一拉条;10—立柱;11一碹脚(碴) 角钢;12—上巴掌铁;13—联杆; 14一胸墙托板;15—下巴掌铁;16—池 壁顶铁;17-—池壁顶丝;18—柱脚角 钢;19一柱脚螺检;20—扁钢;21 —次 梁;22—主梁;23—窑柱①火焰空间如图3-3所示;火焰空间是由胸墙、大 碹、前端墙(也称为前脸墙)和后山墙组成的空间体系。
火焰空间内充有来自热源供给部分的炽热的火焰气体,在此,火焰气体将自身热量用于熔化配合料,也传给玻璃液、窑墙(包括胸墙和侧墙)和窑顶(也称为大碹)。
火焰空间应能满足燃料完全燃烧,保证供给玻璃熔化和澄清所需的热量,并应尽量减少散热。
为便于热修,胸墙和大碹均单独支撑,如图3-4所示。
胸墙由托铁板(用铸铁或角钢)支撑,用下巴掌铁托住托铁板。
在胸墙底部设挂钩砖,挡住窑内火焰,不使其穿出烧坏托铁板和巴掌铁。
挂钩砖被胸墙压住,更换困难,因此,要用活动护头砖保护之。
近年来采用了新型上部结构(见图3-5),该结构取消 了上、下间隙砖,胸墙和大碹采用咬合砌筑,挂钩砖与池 壁上平面的缝隙较小,并用密封料密封。
这种结构强化了 窑体的整体性、安全性和密闭性,也有利于节能。
大碹有平碹和拱碹两种。
平碹(也称为吊碹或吊平碹)向外散热面积最小,但需要大量铁件将其吊起。
拱碹按照股跨比(亦称碹升髙),即碹股//碹跨^的比值,分 为半圆碹(/=1/匕)、标准碹(/=l/3〗〜l/7s)、倾斜碹 (/=l/8s22iiijjri^j9rvm^ srm 2z 22n 图3-3浮法玻璃熔窑结构示意图 O 3. 2.1浮法玻璃熔窑各部结构及尺寸 3.2.1.1 玻璃熔制部分 浮法玻璃熔窑窑体沿长度方向分成熔化部(包括 熔化带和澄清带)、冷却部。
第二篇全电熔玻璃窑6 全电熔玻璃窑概述 (1)6.1全电熔窑的优缺点 (1)6.1.1全电熔窑的优点 (1)6.1.2全电熔窑的缺点 (1)6.2全电熔窑的分类 (3)6.2.1热顶电熔窑 (3)6.2.2半冷顶电熔窑 (4)6.2.3冷顶电熔窑 (5)6.2.4含有高挥发性组份的玻璃电熔窑 (5)6.2.5熔化深色玻璃的电熔窑 (6)6.2.6小型电熔窑 (7)6.2.7中型和大型熔窑 (7)6.3 全电熔窑一览 (7)6.3.1Gornelius电熔窑 (7)6.3.2 Souchon-Neuvesel窑 (11)6.3.3 Borel窑 (12)6.3.4 W. Konig窑 (15)6.3.5 Grebenshtchirkov窑 (16)6.3.6 Penberthy窑 (17)6.3.7双室电熔窑 (19)6.3.8铅晶质玻璃电熔窑(T型窑) (25)6.3.9六角形竖井式电熔窑(德国SORG公司设计的VSM电熔窑) (27)6.3.10“波歇”(Pochet)窑 (28)6.4全电熔窑的熔制特性及其对配合料的要求 (28)6.4.1电熔窑中的液流情况6.4.2配合料的制配6.4.3配合料的化学反应6.5 玻璃电熔窑是玻璃厂防止环境污染的有力举措 (30)6.5.1全电熔窑的熔化反应降低了有毒气体(如SO2、NO X)的排放量 (31)6.5.2降低有害的挥发性玻璃组份 (32)6.5.3降低挥发到空气中的尘粒 (32)6.5.4降低了窑炉周围的操作温度 (32)6.5.5降低了燥音 (32)6.6玻璃全电熔窑的技术经济分析 (33)6.6.1粉尘或废气净化设备 (33)6.6.2能源消耗和热效率 (34)6.6.3基建投资 (35)6.6.4节约的挥发性原料 (36)6.6.5全电熔窑的技术经济分析实例 (36)7 全电熔窑的结构设计 (38)7.1全电熔窑的形状 (38)7.2全电熔玻璃窑炉的加料 (41)7.2.1垄式加料机 (42)7.2.2螺旋式加料机 (43)7.2.3皮带振动式加料机 (43)7.2.4作扇形回转运动的皮带式加料机 (44)7.2.5带振动槽的加料机 (44)7.2.6旋转播料式加料机 (44)7.2.7可倾翻的旋转播料式加料机 (45)7.2.8带旋转料仓的加料机 (46)7.3供电电源和电极连接 (46)7.3.1单相系统 (47)7.3.2两相系统 (47)7.3.3三相系统 (49)7.4全电熔窑主要尺寸的确定 (52)7.4.1全电熔窑熔化面积的确定 (52)7.4.2全电熔窑熔化池最佳深度的确定 (52)7.5全电熔窑各部位耐火材料的合理选用和窑的保温 (53)7.5.1全电熔窑各部位耐火材料的合理选用 (53)7.5.2全电熔窑的保温 (53)7.6全电熔窑的热平衡计算 (55)7.7电极插入方式的选择 (56)8.8供电变压器电流和电压的确定 (56)8 玻璃全电熔窑的烤窑和运行 (56)8.1电熔窑的烤窑 (56)8.1.1烤窑要求8.1.2电熔窑烤窑过程8.1.3电熔窑的烤窑过程遇到的问题和解决办法8.2电熔窑的操作 (58)8.2.1 熔化温度和输入功率8.2.2 熔化量(翻转限Turn—Down Limit)。
0引言浮法玻璃熔制缺陷按其状态的不同分为三类,结石(结晶夹杂物,固体夹杂物)、条纹和节瘤(玻璃态夹杂物)及气泡(气体夹杂物)。
不同类型的结石,其化学组成和矿物组成也各不相同。
根据结石产生原因,结石可分为配合料结石、窑碹结石、耐火材料结石、析晶结石和外来污染物引起的结石。
本文对三种比较典型的结石缺陷进行分析、化验,提出处理措施。
1玻璃缺陷样品取样分析针对三类缺陷各取样品5个,样品A和样品B类缺陷全位于玻璃板上表面,C类缺陷4个位于玻璃板上表面,1个位于玻璃板中偏上位置,C类缺陷尺寸多为1.0 mm以上缺陷,形状大部分是长条状、少量圆形、规则三角形,尺寸多为1~5 mm;B类缺陷位于玻璃带一侧边部位置,A类、C类缺陷位置不固定。
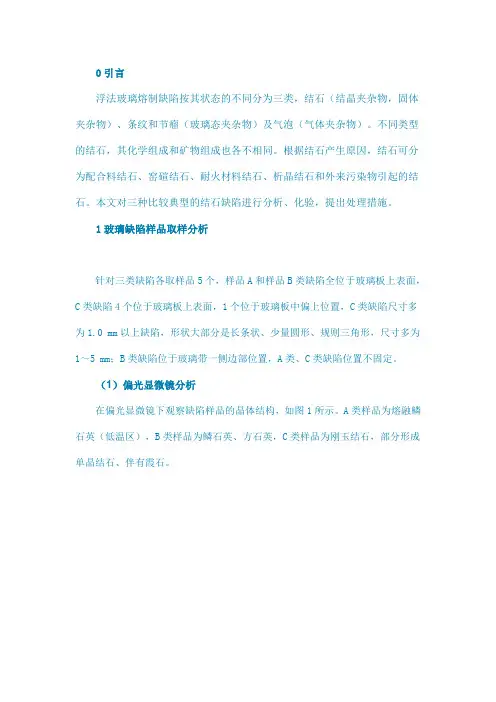
(1)偏光显微镜分析在偏光显微镜下观察缺陷样品的晶体结构,如图1所示。
A类样品为熔融鳞石英(低温区),B类样品为鳞石英、方石英,C类样品为刚玉结石,部分形成单晶结石、伴有霞石。
图1偏光显微镜下的玻璃缺陷晶体结构(2)荧光成分分析利用金相切割机将缺陷样品切割成尽量小,尽可能去掉没有缺陷的玻璃,利用玛瑙研钵研磨,按照荧光制样标准制取样品1;取同量的正常玻璃用同样的方法制取对比样品2,利用荧光仪测量的数据见表1。
通过对比,可判定缺陷为铝质缺陷。
2缺陷产生原因分析(1)样品A熔融鳞石英缺陷熔融石英结石缺陷的主要来源为石英质流量闸板,其次为高温熔蚀的碹顶硅砖。
流量闸板形成结石的原因有两个,一是持续处于高温环境下的流量闸板发生自身析晶,在受到温度反复波动后剥落进入玻璃液形成结石;二是闸板受到高温熔蚀的剥落物进入玻璃液形成结石。
通过窑炉检查结合窑内拍照发现卡脖靠近冷却部后半部分碹顶有部分区域存在剥落现象,抽出空间冷却水包清理,发现水包上表面凝结物里有一定数量的白色颗粒,与样品A内缺陷相同,偏光镜观察晶相为熔融鳞石英,分析为该区域穿有空间冷却水包,距离碹顶较近、且清理频繁,造成受侵蚀的硅砖表层剥落形成缺陷。
纯锆英石砖是以锆英石为主晶相,简称高锆砖,是含锆质耐火材料的重要种类之一。
1、纯锆英石砖的生产(1)原料处理。
锆英石砖的原料是精选的锆英石矿砂,简称锆砂。
其中含锆英石的质量分数约90%。
锆英石精矿砂粒度很细,而且单一,一般为0.1—0.2mm,不宜直接制耐火砖。
欲获得有粗颗粒的纯锆英石质耐火砖,通常要对精矿砂预先煅烧或高温熔融制成锆英石熟料团块。
煅烧熟料时首先将一部分精矿砂磨成细粉,与另一部分精矿砂混合,用暂时性有机结合剂黏结制成料球或荒坯,在1500—1700度(低于锆英石分解温度)下煅烧成密实的团块。
若存在碱金属氧化物或MgO和GaO等矿化剂,则可在1050度以上的较低温度下煅烧。
锆英石砂在煅烧时从900度开始产生收缩,达到大约1350度时趋于收缩停止,此后反而有所膨胀,在1700度以后又急剧收缩。
锆英石精矿砂团块经煅烧后致密性提高,体积密度可达3.5g/cm3以上。
若以细粉料生产纯锆英石制品,则可直接将精矿砂在1450度下煅烧,经急冷使其疏松,然后再磨细。
(2)高锆砖的生产。
生产纯锆英石制品宜采用暂时性的结合剂,如亚硫酸盐纸浆废液、糊精和木质素等,也可用乙基硅酸盐、烷基酸钙和磷酸以及水玻璃等。
若用可塑耐火黏土作结合剂,制品便于成型和螭烧结,但往往会引起制品耐火度和体积稳罐定性降低。
特别是当配料中加入的黏土量较高时,影响尤为显著,如图6-3所示。
为促进纯锆英石制品的烧结,在配料中常加入少量的CaO,Ca(OH)2,MgO或MgF2以及其他矿化剂。
这种添加剂在高温下促使ZrO2•SiO2分解,与ZrO2形成ZrO2固溶体并进入玻璃相中,从而促进烧结。
用纯锆英石配料时,为保证制品有良好的性质及精确地形状,其颗粒粒度、结合剂和外加剂的数量等都必须精确配合。
对含有各级粗颗粒的制品。
需多级颗粒配料,细粉的比表面积和量应比普通耐火砖高,以利于制成致密的坯体和便于烧结。
若坯体完全由细颗粒组成,细粉的最大粒度通常为44微米以下,其中数微米级者应占多数。
坚硬致密弱研磨性地层孕镶金刚石钻头性能优化王佳亮;张绍和【摘要】On account of the phenomenon thatthe drilling footage is low when diamond bit is used to drill hard compact abrasive rocks, SiC particles are added into matrix as abrasion-weakening particles. By using lab drilling and orthogonal test, the performance of bit was optimized in the aspects of diamond size, concentration of abra-sion-weakening particles, hardness of matrix. The influence of drilling technological parameters on drilling effi-ciency was discussed. Theresults showed that adding abrasion-weakening particles with proper texture into bit matrix can enhance drilling efficiency and avoid bit slipping; the optimal designing scheme of the test was hardness HRC 25, diamond particle size 40/50 mesh, diamond concentration 55%, abrasion-weakening particle concentra-tion 30%; at the same spindle speed, axial compressive force should not exceed 3.5 MPa. Under the same axial compressive force, the apropriate spindle speed isd is 750 to 850 r/min.%基于金刚石钻头在坚硬致密弱研磨性地层钻进时易出现进尺效率低的现象,将 SiC 磨粒作为胎体耐磨损性弱化颗粒添加至胎体中,采用室内钻进及正交试验设计法从金刚石粒度、金刚石浓度、胎体耐磨损性弱化颗粒浓度、胎体硬度4方面对钻头性能进行优化,并探讨了钻进工艺参数对钻进效率的影响。
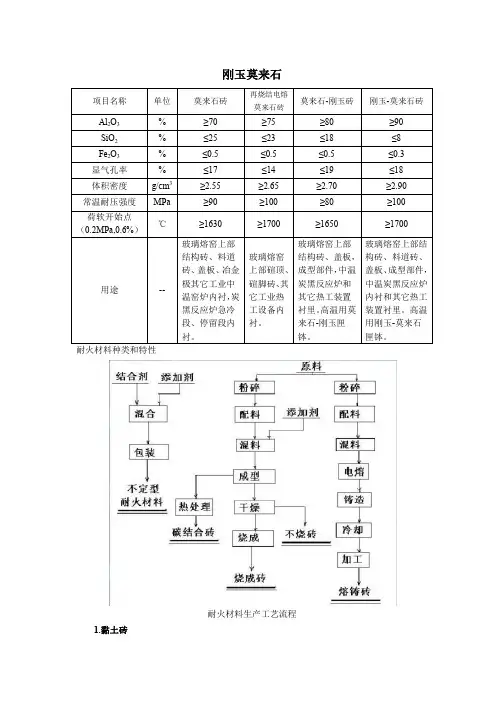
刚玉莫来石项目名称单位莫来石砖再烧结电熔莫来石砖莫来石-刚玉砖 刚玉-莫来石砖Al 2O 3 % ≥70 ≥75 ≥80 ≥90 SiO 2 % ≤25 ≤23 ≤18 ≤8 Fe 2O 3 % ≤0.5 ≤0.5 ≤0.5 ≤0.3 显气孔率 % ≤17 ≤14 ≤19 ≤18 体积密度 g/cm 3 ≥2.55 ≥2.65 ≥2.70 ≥2.90 常温耐压强度 MPa ≥90 ≥100 ≥80 ≥100 荷软开始点 (0.2MPa,0.6%)℃≥1630 ≥1700≥1650≥1700 用途 --玻璃熔窑上部结构砖、料道砖、盖板、冶金极其它工业中温窑炉内衬,炭黑反应炉急冷段、停留段内衬。
玻璃熔窑上部碹顶、碹脚砖、其它工业热工设备内衬。
玻璃熔窑上部结构砖、盖板,成型部件,中温炭黑反应炉和其它热工装置衬里。
高温用莫来石-刚玉匣钵。
玻璃熔窑上部结构砖、料道砖、盖板、成型部件,中温炭黑反应炉内衬和其它热工装置衬里。
高温用刚玉-莫来石匣钵。
耐火材料种类和特性耐火材料生产工艺流程1.黏土砖组成:化学组成:变化很大,主要成分Al2O3和SiO2,大致范围如下:Al2O3:30~46%,SiO2:50%~70%、Fe2O3:1.0~3.0%、TiO2:1.0~2.5%、(R2O+RO):1.0~4.0% 原料与工艺:以黏土熟料为骨料,以软质黏土作结合剂,半干法或可塑法成型,1300~1400℃烧成性质:耐酸性渣侵蚀,对碱性渣的抵抗力稍差;热膨胀系数不大,抗热震性较好;荷重软化温度远小于耐火度,这是一大缺点,软化开始与终了温度的间隔很大,不会很快坍陷2.硅砖组成:化学成分:SiO2:94%~98%、Al2O3:0.2~2%、CaO:1.5~3.5%、Fe2O3:0.3~3%、R2O:0~0.5%原料与工艺:石英石、废砖、石灰、矿化剂和有机结合剂。
SiO2含量不低于96%的石英石少量矿化剂(如铁鳞、石灰乳)和结合剂(如糖蜜、亚硫酸盐纸浆废液)混练→成型→干燥→烧成等工序玻璃窑用硅砖高温体积稳定,不会因温度波动而引起炉体变化。
54.6㎡蓄热室马蹄焰池窑说明书目录一、窑炉概况.................................................... - 3 -1、结构尺寸................................................... - 3 -(1) 熔化面积................................................ - 3 -(2) 熔池长宽比.............................................. - 3 -(3) 池深.................................................... - 3 -(4) 工作池.................................................. - 4 -(5) 投料池.................................................. - 4 -(6) 流液洞.................................................. - 4 -(7) 胸墙高度................................................ - 4 -2、小炉设计................................................... - 4 -3、蓄热室热工计算............................................. - 6 -二、设计中主要技术参数.......................................... - 6 -1、设计的基础条件............................................. - 6 -2、熔化面积及窑型的确定....................................... - 6 -3、主要技术内容............................................... - 6 -4、主要技术参数............................................... - 7 -5、关键部位的结构设计及材料的匹配............................. - 8 -(1)关键部位的耐火材料的匹配............................... - 8 - (2)关键部位的几个有特点的结构设计......................... - 9 -6、结论...................................................... - 10 -三、操作与维护................................................. - 11 -1、操作原理.................................................. - 11 -2、全煤气发生炉的基本操作规则:.............................. - 12 -3、烟道引风机的安全管理:.................................... - 15 -一、窑炉概况名称:蓄热式马蹄焰窑炉1、结构尺寸(1) 熔化面积窑炉的熔化率主要取决于熔化的温度,因为玻璃窑炉的熔制温度比较高,如果进一步提高熔化温度来提高熔化率,会加速对耐火材料的侵蚀,降低玻璃液质量和影响炉龄,而采取鼓泡和电助熔技术可以相应提高中下层玻璃温度,促进玻璃的均化,并且提高熔化率。
耐火原料Refractory Raw Materials高铝质耐火原料High Alumina-based Refractory Raw Material 烧结莫来石Sintered Mullite锆莫来石Zirconia Mullite电熔莫来石Fused Mullite蓝晶石Kyanite红柱石Andalusite硅线石Sillimanite均化铝矾土Homogenized Bauxite铝矾土Bauxite氧化铝质耐火原料Alumina-based Refractory Raw Material工业氧化铝Industrial Alumina棕刚玉Brown Fused Alumina白刚玉White Fused Alumina烧结刚玉Sintered Alumina (Tabular Alumina)亚白刚玉Sub-white Fused Alumina锆刚玉Zirconia Corundumα-氧化铝α-alumina铬刚玉Chromium Fused Alumina致密刚玉Densed Fused Alumina粘土质耐火原料Clay-based Refractory Raw Material焦宝石Flint Clay高岭土Kaolin球粘土Ball Clay白泥White Clay膨润土Bentonite硅质及半硅质耐火原料Silica-based and Semi Silica-based Refractory Raw Material微硅粉Silica Fume熔融石英Fused Silica叶蜡石Pyrauxide石英砂Silica Sand镁质耐火原料Magnesia-based Refractory Raw Material 菱镁矿Magnesite轻烧镁粉Caustic Calcined Magnesia重烧镁砂Dead Burnt Magnesia大结晶电熔镁砂Large Crystal Fused Magnesia普通电熔镁砂Fused Magnesia镁橄榄石Forsterite蛇纹石Serpentine滑石Talc白云石Dolomite镁钙砂Magnesite-Calcium Sand尖晶石质耐火原料Spinel-based Refractory Raw Material 烧结镁铝尖晶石Sintered Magnesia-Alumina Spinel电熔镁铝尖晶石Fused Magnesia-Alumina Spinel镁铬砂Magnesia Chrome Sand铁铝尖晶石Heercynite铬矿砂Chrome Ore隔热耐火原料Insulating Refractory Raw Material漂珠Cenosphere氧化铝空心球Alumina Bubble硅藻土Diatomite碳质耐火原料Carbon-based Refractory Raw Material 鳞片石墨Flake Graphite土状石墨Amorphous Graphite非氧化物耐火原料Non-oxide Refractory Raw Material碳化硅Silicon Carbide碳化硼Boron Carbide氮化硅铁Ferro-silicon Nitride氮化铝Alumina Nitride氮化硅Silicon Nitride氮化硼Boron Nitride其他耐火原料Other Refractory Raw Material锆英砂Zircon Sand氧化锆Zirconia氧化铬绿Chromium Oxide Green耐火材料用结合剂Binding agent for refractories铝酸盐水泥(高铝水泥)Aluminate Cement (Alumina Cement) 纯铝酸钙水泥Calcium Aluminate Cement速溶硅酸钠Soluble Sodium Silicate硅溶胶Silica Sol三聚磷酸钠Sodium Tripolyphosphate六偏磷酸钠Sodium Hexametaphosphate高温沥青High Temperature Pitch酚醛树脂Phenolic resin磷酸二氢铝Aluminium dihydrogen phosphate磷酸Phosphoric acid木钙Calcium lignosulphonate煤焦油Coal tarρ-氧化铝ρ-alumina oxide氟硅酸钠Sodium fluosilicate中温沥青Mid-temperature pitch改质沥青Modified pitch球状沥青Spherical pitch耐火材料用外加剂Additive for refractories金属硅粉Silicon metal powder金属铝粉Aluminium metal powder乌洛托品Urotropin硼酸Boric acid硼砂Borax防爆裂纤维Anti-explosion fiber不锈钢纤维Stainless steel fiber绢云母Sericite氟硅酸钠Sodium fluosilicate糊精Dextrin磷酸Phosphoric acid甲基纤维素Methylcellulose氢氧化铝Aluminium hydroxide耐材制品Refractory products铝硅系耐火材料Alumina-silica based refractory products 高铝砖High alumina brick高铝耐火泥High alumina refractory mortar粘土耐火泥Clay refractory mortar硅质耐火泥Silica refractory mortar刚玉浇注料Corundum refractory mortar高铝捣打料High alumina ramming mass磷酸结合可塑料Phosphate-binding plastic refractories 高铝喷补料High alumina gunning mix粘土砖Fireclay brick硅砖Silica brick刚玉捣打料Corundum ramming mass粘土结合可塑料Corundum-binding plastic refractories 水泥窑用硅莫砖Mullite-SiC brick for cement kiln浇钢砖Cast steel brick硅莫红砖Mullite-SiC-Andalusite brick灌浆料Grouting material挡渣球Slag stopper ball挡渣塞Slag stopper挡渣锥Slag dart陶瓷衬板Ceamics lining plate硅质干式料Silica based dry vibration mix叶腊石砖Pyrophyllite brick低水泥浇注料Low cement castable硅莫砖Mullite-SiC brick无水炮泥Taphole clay防渗浇注料Impermeable castable高铝浇注料High alumina castable锚固砖Anchoring brick电熔锆刚玉砖Fused AZS brick碳化硅砖Silicon carbide brick铁沟浇注料Castable for iron runner镁质耐火材料Magnesia based refractory products镁砖Magnesia brick镁铬砖Magnesia chrome brick镁钙砖Magnesia calcium brick镁铝尖晶石砖Magnesia-alumina spinel brick镁质干式料Magnesia based dry vibration mix镁质耐火泥Magnesia refractory mortar镁质涂抹料Magnesia coating镁质捣打料Magnesia ramming mass镁质喷补料Magnesia gunning mix铝镁砖Alumina-magnesia brick镁铁铝尖晶石砖Magnesia hercynite brick铝镁浇注料Alumina-magnesia castable干打料Dry-Ramming Material中间包干式料Tundish dry vibration mix含碳耐火材料Carbon-based refractory product炭块Carbon block镁碳砖Magnesia carbon brick铝镁碳砖Alumina magnesia carbon brick铝碳化硅碳砖Alumina Silicon carbide carbon brick铝碳化硅碳质浇注料Alumina Silicon carbide carbon castable 中性浇注料Neutral castable中性可塑料Neutral plastic refractories高炉碳砖Carbon block for blast furnace功能耐火材料Functional Refractory Products滑动水口Sliding gate定径水口Metering nozzle透气砖Porous plug熔融石英水口Fused silica nozzle座砖Well block陶瓷管Ceramic tube快换水口Quick-Change Nozzle滑板Sliding plate上水口Upper Nozzle下水口Down nozzle塞棒Stopper浸入式水口Submersed nozzle长水口Long nozzle保温隔热耐火材料Insulating Refractory Products陶粒砖Ceramsite brick轻质莫来石保温砖Light mullite insulating brick珍珠岩砖Perlite brick氧化铝空心球砖Alumina bubble ball brick轻质高铝砖Light high alumina brick陶瓷纤维制品Ceramic fiber product硅酸钙制品Calcium silicate product轻质隔热耐火浇注料Light insulating refractory castable熔融石英浇注料Fused silica castable轻质硅砖Light silica brick轻质粘土砖Light fireclay brick硅质隔热板Silica insulating board硅藻土隔热砖Diatomite insulating brick隔热喷涂料Insulating Spray Grouts耐火混凝土Refractory concrete陶瓷蓄热体Ceramic regenerator保温冒口Insulating cone特种耐火材料Specialty Refractory Products氮化硅结合碳化硅砖Silicon nitride bonded silicon carbide brick 熔铸锆刚玉砖Fused cast zirconia-alumina brick熔铸莫来石砖Fused mullite brick烧结锆刚玉砖Sintered zirconia corundum brick碳化硅棚板Silicon carbide slab匣钵Sagger坩埚Crucible整体承包Contractor。
罗钢 20124620123玻璃窑用电熔锆刚玉砖的熔铸工艺电熔锆刚玉砖又称AZS,是按Al2O3-Zr02-Sio2三元系相图的三个化学成分,依其含量多少顺序排列的,Al2O3 取A,Zr02取Z,Sio2取S,国家标准采用这个缩写,例如33号熔铸锆刚玉砖,缩写为AZS—33#,36号熔铸锆刚玉砖,缩写为AZS—36#,41号熔铸锆刚玉砖,缩写为AZS—41#。
电熔锆刚玉砖是用纯净的氧化铝粉与含氧化锆65%、二氧化硅34%左右的锆英砂在电熔炉熔内化后注入模型内冷却而形成的的白色固体,其岩相结构由刚玉与锆斜石的共析体和玻璃相组成,从相学上讲是刚玉相和锆斜石相的共析体,玻璃相充填于它们的结晶之间。
电熔锆刚玉砖是将原料完全熔融后浇铸在铸模中,经冷却、凝固而制成的。
此产品在冷凝过程中体积收缩造成的缩孔是使用时应特别注意的事项。
电熔锆刚玉砖的浇铸方式为普通浇铸、倾斜浇铸、无缩孔浇铸和准无缩孔浇铸。
一熔化工艺1.AZS原料AZS用原料有五种:氧化铝、锆英砂、富锆砂、纯碱、硼砂。
1)氧化铝的引入一般选用工业氧化铝,生产要求其含水量应小于0.3%,烧失量最好小于0.15%,一吨AZS-33电熔砖约需0.62吨氧化铝。
2) 锆英砂主要引入2ZrO 和2SiO ,但其中还含有少量的2TiO 和23Fe O ,23Fe O 能使AZS 产品染色,造成粗晶砂眼,同时也影响开裂,故其含量应小于0.2%,2TiO 影响铸件在冷却过程中开裂,另外也会影响产品的氧化工艺,故其含量应限制小于0.2%,吨AZS-33电熔砖约需0.65锆英砂。
3) 富锆砂又称脱硅锆,AZS 中的二氧化硅全部来源于锆英石,2ZrO 不足部分,由富锆砂补充。
4) 纯碱引入氧化钠,作为AZS 砖的助熔剂,一般采用二级品,一吨AZS-33电熔砖约需20kg 纯碱。
5) 硼砂也是AZS 砖的助熔剂,一吨AZS-33电熔砖约需20kg 硼砂。
2 .电弧炉工作原理电弧炉炉体由炉底、炉壁、和炉盖三部分组成,从炉盖插入三根石墨电极,成三角形,在三根电极中心投影位置铺上5-10kg 起弧焦,将焦炭拍实后,让三相电极同步下降,一处焦炭,便引发三极同时起弧,起弧后,缓慢加料,以不击断弧为原则,而电流不超过额定值为宜,一般起弧半小时后,电流便能稳定,其后便进入控制期。
配合料电阻很大,电弧达到配合料上便产生巨大的热量,以此来时配合料熔融。
3 .AZS 熔化原理AZS 熔化的工艺目的有四个:是配合料中的氧化铝熔融并重新结晶为刚玉;是锆英石分解后的氧化锆熔融并重新结晶为斜锆石;用钠硼做变性剂,一直莫来石生成并与二氧化硅生成制品所需的玻璃相;制取化学成分均匀,含碳量少,含气泡最少,并具有一定温度和良好浇铸性能的熔液,以便铸出优质产品。
3.1 熔化过程的物理化学反应1) 氧化铝12002323C r Al O Al O α︒−−−−→--(固)2323Al O Al O αα--−−→(固)(液)液态23Al O α-在冷却时结晶为刚玉2) 锆英石其中主要含硅酸锆,按下式分解:1540422C ZrSiO ZrO Si o ︒−−−−−→+开始22()ZrO ZrO −−→液锆英石的熔点是2430度,但在AZS 中的助熔剂作用下则无需这么高的温度,总之氧化锆要由低温晶型(六方晶系)向高温晶型(四方晶型)转化为斜锆石。
3) 纯碱与硼砂纯碱分解,硼砂分解,然后与锆英石中的二氧化硅及杂质铁钛等熔剂生成硅酸盐玻璃。
2322247222322223223,10210(,gO)Na CO Na O CO Na B O H O Na O B O H OSiO Na O B O TiO Fe O CaO M −−→+⋅−−→+++++−−→,硅酸盐玻璃4) 氧化钠不足熔体中的部分氧化硅生成莫来石,这是制品中不希望存在的结晶。
2322323+232Al O SiO Al O SiO −−→⋅(莫来石)5) 熔化过程由于电极在不断的燃烧,还发生下列反应:部分氧化硅被炭还原:2+SiO C SiO CO −−→↑+↑22+SiO C Si CO ↑−−→↑+在炉上部较冷的地方,硅被氧化生成二氧化硅,沉淀为白色棉絮状物。
22Si O SiO −−→+↓2222SiO O SiO −−→+↓6) 原料潮湿或配合料吸潮水分在炉内高温作用下分解,产生的氢气边熔解在熔液中,使熔液出现泡沫或不易收缩,从而造成铸件缩孔分散或致密部分出现大量针孔,很多人认为水分会在炉内烘干,但实际观察发现,料层在电弧处直接塌落进入高温熔液,没有干燥阶段,电弧炉温度很高,炉料立即熔结,没有干燥时间,所以炉料必须是干燥无水的才能熔制出致密产品。
4.熔融工艺锆刚玉砖的熔融工艺分为还原法和氧化法两种4.1 还原法还原法又称埋弧法,是将石墨电极沉埋在炉料中,由于电极在缺乏氧气的气氛中燃烧,便发生一系列的还原反应,使熔体中的某些高价氧化物处于低价的不稳定状态,同时炭也渗入熔体,这最终会使熔体的颜色变暗,如果电弧很短或电极处于半埋弧状态,部分弧光裸露虽能减轻熔体的神坛程度,但也属于还原法的范畴。
4.2 氧化法电路中的炉料在融化过程中没有被渗碳或电熔渗炭又在浇铸前脱碳,这种最终使熔体不含炭的工艺方法称为氧化法,又称明弧法。
因为还原法使锆刚玉砖中有炭的存在,在玻璃窑中使用时,高温炭燃烧发出气体将软化的玻璃相挤出,加速了玻璃液对砖的侵蚀,所以炭的存在对锆刚玉砖的耐侵蚀性是不利的,现在多采用氧化法代替还原法,锆刚玉砖中炭的来源主要是石墨电极在放电时未燃烧而随电弧一起进入炉内的,因此要想办法阻止炭入炉。
以下是几种生产中常用得除炭的方法:4.2.1长电弧法:即电极不浸在炉熔体内,从而消除了电极和熔体之间的炭的传递。
此法是让电弧的长度足以使炭在到达熔体之前全部氧化燃烧,以二氧化碳或一氧化碳的形式挥发掉,明弧长度达到50毫米左右时就是长电弧熔融。
利用氩气保护电极的熔融的方法也属于长电弧的范畴,因为电弧本身成为了离子化了的氩气才能抑制炭的氧化或浸入熔液。
因而电极的消耗也很低。
4.2.2 通氧法:同样的形式很多,但都是在还原融化结束之后再将氧气鼓入熔体。
有的将氧枪自炉顶插入,有的将氧枪设置在炉嘴处,使炉体前倾让熔体浸没氧枪进行鼓氧,熔体中的微量炭经过与氧气接触而燃烧逸出。
4.2.3 加入氧化剂法:在配料中加入某些富氧原料,他在熔化过程中能放出氧气,使熔液表面上的炭燃烧挥发,但是孤立的这样做是不行的,一般是先用明弧熔化,在精炼时期用电弧熔化,为了增加电弧的长度和稳定性可加入某些电离物质以使炉内空气电离,作为电离物质的碳酸钠和氧化剂,一起在熔化后期加入。
由于熔液在电弧的搅动下不停的旋动,所以整个炉内的熔体会得到一定程度的净化。
二.砂型的制作1.砂型制备的原料由于AZS砖的浇铸温度在1800度左右,故其铸型可以采用砂质铸型,砂型原料选用天然砂和石英砂,不同的粒度级配增强了砂型板的强度,石英砂采用细砂和面砂两种,硅含量都在99%以上,每一块砂型板浇铸面都要图一定厚度的面砂,防止杂质污染铸型。
砂型选用的结合剂有很多种,一般选用水玻璃,因为水玻璃来源质量稳定,价廉,易水洗,无异味,而且用水玻璃高纯硅啥制作的砂型能达到以下技术要求:1.1 有较好的透气性由锆刚玉砖熔体中析出的气体能从型壁硅砂颗粒间隙中渗透出去。
1.2 有良好的耐热冲击强度锆刚玉砖在浇铸时产生的热冲击能使砂型的内壁和外壁温度相差很大,但砂型在加热条件下比较稳定,因为其耐火度不低于1690度,它在20-450度之间的线膨胀系数约为0.03mm/度,所以他能承受高温熔液液流的静压而不破裂。
1.3有良好的热机械性能砂型在加热后强度降低,荷软实验表明约320度开始软化,400度开始破坏。
1.4锆刚玉砖表面不产生化学粘砂AZS熔液和砂型接触后急剧冷却、硬化,砂型表面熔结成一薄层硅酸钠或硅砂,不和AZS发生反应。
水玻璃的加入量通过实验证实最适宜为5.7%,少则降低砂型的耐火度,多则不能成型。
2.砂型的制作工艺−−−→→−−−→→↓←←←←水玻璃木模石英砂混砂机成型台湿砂型砂型架电炉铸型组型干砂型干燥炉制作好的比较大的湿砂型在入炉的搬运过程中常常会出现裂纹,为了使其具有一定的强度,常在砂型上插几个孔,然后向里面充二氧化碳,23222323Na SiO H O CO H SiO Na CO ++→↓+硅酸溶解度小,形成沉淀,所以湿砂型能在短时间内具有一定的强度。
制作好的砂型要放到电阻炉中烘干,使其具有一定的强度,以备浇铸使用,烘干温度上限在400度左右。
三.浇铸配合料在电弧炉中经过熔化和精炼阶段后达到浇铸标准以后,将将熔融液由电炉直接浇入铸型的操作过程称为浇铸。
此过程虽然短暂,但每一步都关系到最后产品的质量,是一个复杂的工艺阶段。
这里只介绍一下我国熔铸材料常用的几种方法:1. 浇铸的方法1.1普通浇铸法(代号:中国PT,康宁、旭、东芝RC,西普RN):铸件采用普通的冒口浇铸,并在热态时铲除冒口,其断面分为两个部分,一部分先固化,结晶细密,该区占铸件厚度的40%-50%,另一部分后固化,存在缩孔和粗大结晶。
用这种方法浇铸的砖价格较低,多用于窑的上部结构,澄清池壁等处。
1.2 倾斜浇铸法(代号:中国QX,康宁TA、旭TC、东芝TCL,西普RO):倾斜浇铸法是在浇铸之前将铸型造成一个角度,并将冒口放到铸型的一端进行浇铸,这样既能在T部得到一个致密区,又可利用普通模具在T方向上得到较高的精确度。
所以用这种铸件砌筑池壁时,便可利用它的高度。
1.3 无缩孔浇铸(代号:中国WS,康宁VF、旭VF、东芝DCL,浇铸,将缩孔集中在某一区域内,退火后用金刚石锯把他切除,剩余的有用部分成分均匀,组织致密,其平均体积密度接近理论密度;另一种是切割铸腿法:从减少切割面积出发,将铸件浇铸成“L”型,使缩孔的绝大部分集中在“L”较小的腿上,此腿体积占铸件总体积的60%,整个铸件在退火时一直埋在保温材料里,并保持倾斜以促使缩孔向腿上集中。
这种工艺由于切割代价高-金刚石锯切割费用一般都高于铸件本体的价格,顾只有在个别情况下采用。
2. 浇铸过程的特征浇铸过程,对铸件质量有很大的影响,不仅影响铸件外形的完整,而且还直接影响到铸件内部的质量。
浇铸过程的特征如下:1)在浇铸过程中,熔融液与铸型之间进行着剧烈的热交换过程和化学反应过程。
浇铸时熔融液温度很高,与铸型之间有很大的温差,所以浇铸过程中,熔融液不断冷却,温度降低,而铸型被加热,铸型材料组成物分解气化,与熔融液进行某些化学反应,使型腔内气压增加,对充型不利。
严重时会出现涨型,是铸件有气孔层或浇铸不足等缺陷。
2)熔融液浇铸过程是不稳定的过程,浇铸流股的冲击和流量的不匀等,严重时会使铸件产生鼓包、冷隔、铸口所在面空壳等缺陷。