数控车床加工程序的编制
- 格式:doc
- 大小:37.50 KB
- 文档页数:11
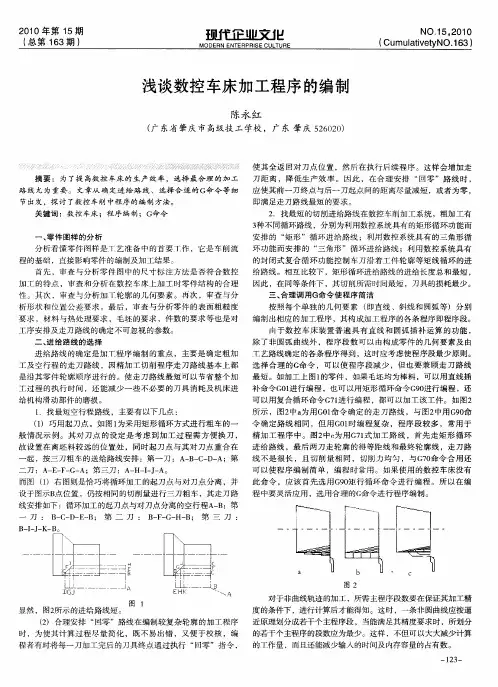
数控车床加工程序的编制 摘要 本文以gsk980t数控车床编程系统为例,对数控车床加工程序的编制方法进行介绍。 关键词 数控车床;加工程序;编制 中图分类号tg519 文献标识码a 文章编号 1674-6708(2011)49-0163-03 由于普通机床不能满足高精度和高效率的生产要求,先进的数控机床就担起此重任。在数控车床切削中,程序贯穿整个零件的加工过程,由于每个人的加工方法不同,编制加工程序也有所不同,但最终的目的是为了提高数控车床的生产效率,因此对于选择最合理的加工路线就显得非常重要。本文以实例为主线,分析在数控车床切削程序中的编制方法。 1 提出问题 加工如图1如示零件。工艺条件:工件材料为铝,毛坏为φ25mm,长90mm的棒料。 在如图1所示的零件图样中,编程时要考虑的几个问题:1)分析零件图样;2)合理的确定走刀路线,并使其最短;3)合理调用g命令使程序最少;4)合理选择切削用量;5)编程中细节问题的处理。 2 分析问题 数控车床加工图1零件时,相关的问题作如下分析: 1)分析零件图样 分析零件图样是工艺准备中的首要任务,直接影响零件的编制及加工结果,主要包括以下几项内容: (1)加工内容:此零件加工包括车端面,外圆,倒角,圆弧,螺纹,槽等; (2)工件坐标系:该零件加工不需调头,从图纸上尺寸标注分析设置1个坐标系,1个工件零点均定于装夹后的右端面。装夹φ25外圆,平端面,对刀,设置工件原点。此端面做精加工面,以后不再加工; (3)换刀点:(x100,z100); (4)分析形状和位置公差处理:分析零件图样上的尺寸公差要求,以确定控制其尺寸精度的加工工艺,对于数控切削中,零件的形状和位置误差主要受机床机械运动副精度的影响,在车削中,如沿z坐标运动的方向与其主轴轴线不平行时,则无法保证圆柱度这一形状公差要求,又如沿x坐标运动的方向与其主轴轴线不垂直时,则无法保证垂直度这一位置公差要求,因此编程前要考虑进行技术处理的有关方案,如刀具的选择及切削用量的确定等。本例中尺寸公差取中值,在精加工时控制。 2)确定走刀路线、调用g命令、刀具的选择和切削用量的确定。 (1)工步和走刀路线的确定,确定走刀路线的工作是数控加工程序编制的重点,由于精加工切削程序走刀路线基本上都是沿其零 件轮廓顺序进行的,因此主要内容是确定粗加工及空行程的走刀路线,走刀路线指刀具从对刀点开始运动起,直到返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具引入、切出等非切削空行程。使走刀路线最短可以节省整个加工过程的执行时间,还能减少一些不必要的刀具消耗及机床进给机构滑动部件的磨损。 本例按加工过程确定走刀路线及调用的g命令如下: ①装夹φ25外圆表面,抽出80mm,粗加工零件左侧外轮廓,按2×45°倒角,φ12外圆,φ15外圆,φ17外圆,φ21外圆,r2圆弧的先后顺序加工(采用g71命令); ②精加工上述轮廓(采用g70命令); ③切槽3x1.5(采用g94命令); ④螺纹加工(采用g76命令); ⑤粗加工φ13外圆,r3圆弧,倒角1x45°(采用g94,g72命令); ⑥精加工上述轮廓(采用g70命令)。 (2)刀具的选择和切削用量的确定,根据加工内容确定所用刀具如下: t0101-外圆粗车刀,外轮廓粗加工:刀尖圆弧半径0.8mm,切深2mm,主轴转速800r/min,进给速度150mm/min; t0202-外圆精车刀,外轮廓精加工:刀尖圆弧半径0.8mm,切深0.5mm,主轴转速1500r/min,进给速度80mm/min; t0303-螺纹刀加工螺纹:刀尖角60°,主轴转速400r/min,进给速度1.75mm/r(螺距); t0404-切槽刀切槽:刀宽3mm,主轴转速450r/min,进给速度20mm/min。 螺纹尺寸计算: 螺纹外圆=12-0.2=11.8,螺纹底径d=d-(1.1~1.3)*p=12-1.3*1.75=9.725 螺纹单边高度=(1.1~1.3)*p /2=1.3*1.75=1.138 3)编程中细节问题的处理。 (1)g71的合理使用.如图3所示g72粗车循环图 ①在g71循环中可以含有f、s、t指令编程,但一般情况指令f作为粗切循环的进给速度,而不指令主轴转速s和刀具号t,因为在g71之前和程序段已经指令了s和t,在ns~nf之间的程序段中的f、s指令对g70精加工循环有效,对g71粗车循环无效; ②每次粗车循环的切削深度,它是根据切削的总余量、毛坯材料和刀具的切削性能综合确定的; ③只能加工x.z轴单调增加或单调减小的工件; ④精加工第一段只能出现x,不能出现z; ⑤精车程序只能使用g0.g1.g2.g3等指令。 (2)g72的合理使用,如图3所示g72粗车循环图。 ①只能加工x轴.z轴单调增加或单调减小的工件; ②精车轨迹程序第一段只能含z,不能有x; 精车程序只能使用g0.g1.g2.g3等指令; ③如图2所示g72粗车循环图,每个切削宽度w,无符号,它的取值应小于刀宽。 (3)g04的合理使用。 g04为暂停指令,其作用是刀具在一个指令的时间内暂停加工,该指令由于不做实际的切削运动,常常被忽略,但它在对于保证加工精度及在切槽、钻孔改变运动等方面都有很好的作用,常用于以下几种情况: ①切槽、钻孔时为了保证槽底、孔底的尺寸及粗糙度应设置g04命令; ②当运行方向改变较大时,应在该改变行行方向指令间设置g04命令; ③当运行速度变化很大时应在其运行指令改变设置g04命令; ④利用g04进行断削处理,根据粗加工的切削要求,可对以连续运动轨迹进行分段加工安排,每相邻加工段中间用g04指令将其隔开,加工时,刀具每进给一段后,即安排所设定较短的延时间(0.5s)实施暂停,紧接着在进给一段,直至加工结束。其分段数的多少,视断削要求而定,当断削不够理想时,要增加分段数。 (4)编程时常采取零件要求的中值作为编程尺寸依据。 如果遇到比机床所规定的最小编程单位还要小的数值时,应尽 量向其最大实体尺寸靠拢并圆整。如图纸尺寸为ф20±0.02时,则编程时写ф20。 (5)编程时尽量符合各点重合的原则。 编程的原点要和设计的基准,对刀点的位置尽量重合起来,减少由于基准不重合所带来的加工误差。在很多情况下,若图样上的尺寸基准与编程所需要的尺寸基准不一致,故应首先将图样上的各个基准尺寸换算为坐标系中的尺寸。当需要掌握控制某些重要尺寸的允许变动量时,还要通过链解算才能得到,然后才进行下一步编程工作。 (6)巧用切断刀倒角。 对切断面带一倒角的零件,在批量车削加工中比较普遍,为了便于切断并避免掉头倒角,可巧利用切断刀同时完成车倒角和切断两工序,效果较好。同时切刀有两个刀尖,在编程中要注意使用刀尖及刀宽的对刀位置,防止对刀加工时出错。 3 解决问题 通过零件图样分析,确定走刀路线、调用g命令、刀具的选择和切削用量的确定。则图1所示零件数控加工编程如下,(采用前刀架,直径编程, gsk980t编程系统)。 o1166 程序号 g50 x100 z100; 建立工件坐标系,换刀点 t0101 s2 m3; 主轴正转,主轴转速为中速选择1号外圆刀 m08; 冷却液开 g00 x26 z2; 粗加工定位 g71 u1.5 r0.5; 用外圆粗加工循环指令 g71 p10 q20 u0.5 w0 f40; n10 g00 x-0.2; 循环内容 g01 z0 f15; x8; x11.8 z-2; z-13; x12; z-15; x15 w-9; w-8; x16; x17 w-0.5; w-5.5; g02 x21 w-2 r2; 加工凹圆弧 n20 g01 z-(65+1+2+切断刀刀宽3mm); g00 x100 z100; t0202; 换精车刀,进行外圆精车 g00 x26 z2; g70 p10 q20; 调用精车程序n10~n20 g00 x100 z100; 安全位置换刀切出螺纹退刀槽 t0404 ; 切断刀刀宽3mm g00 x14 z-15; g01 x9 f8; g04 x3; g00 x14; g94 x11 z-15 r-1.5 f8; 倒角0.5x450 g00 x100 z100; t0303; 换螺纹刀,进行螺纹切削 g00 x14 z3; g76 p040060 q50 r0.05; 螺纹切削 g76 x9.725 z-13.5 p1138 q500 f1.75; g00 x100 z100; 切出端面循环切削的退刀槽,加上倒角 t0404; 切断刀刀宽3mm g00 x23 z-(47+刀宽+1); g94 x13.6 r0 f8; g01 z-(47+刀宽); g94 x19 r2; 倒角1x450 g94 x13 r0; g72 w2 r0.5 ; (端面切削循环加工13x10槽) g72 p30 q40 u0.5 w0.1 f8; n30 g00 z-58; g01 x21; g01 x19 w1; g03 x13 w3 r3; n40 g01 z-(47+刀宽); g70 p30 q40; 精加工13x10槽 (倒角和切断) g00 z-(65+刀宽+2); g94 x10; g01 w2; g94 x19 w0; g94 x19 r2; g94 x0 r0; g00 x100 z100; t0100 m09 m05 返回初始状态,结束程序 m30 4 结论 从程序单中可以看出,从数控车床开始启动到零件加工完毕,程序对车床的每个动作都作了规定。加工零件事先必须对零件图样