第三章数控加工程序的编制
- 格式:ppt
- 大小:2.99 MB
- 文档页数:73

第三章数控加工程序的编制本章教学重点及难点:数控车床、数控铣床编程的特点;固定循环指令的应用。
§3.1数控车床的程序编制说明:(1)数控车床主要加工轴类零件和法兰类零件,使用四爪卡盘和专用夹具也能加工出较复杂的回转零件。
(2)车削加工时,装在数控车床上的工件随同主轴一起作回转运动,数控车床的刀架在X轴和Z轴组成的平面内运动,主要加工回转零件的端面、内孔和外圆。
(3)由于数控车床配置的数控系统不同,使用的指令在定义和功能上有一定的差异,但其基本功能和编程方法还是相同的。
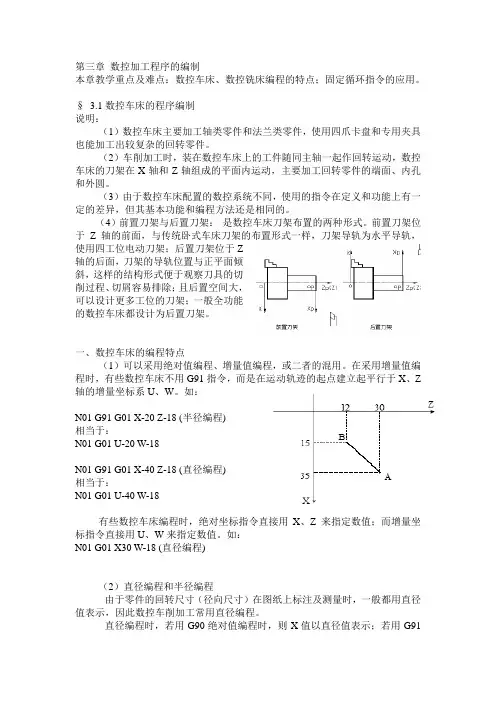
(4)前置刀架与后置刀架:是数控车床刀架布置的两种形式。
前置刀架位于Z轴的前面,与传统卧式车床刀架的布置形式一样,刀架导轨为水平导轨,使用四工位电动刀架;后置刀架位于Z轴的后面,刀架的导轨位置与正平面倾斜,这样的结构形式便于观察刀具的切削过程、切屑容易排除;且后置空间大,可以设计更多工位的刀架;一般全功能的数控车床都设计为后置刀架。
一、数控车床的编程特点(1)可以采用绝对值编程、增量值编程,或二者的混用。
在采用增量值编程时,有些数控车床不用G91指令,而是在运动轨迹的起点建立起平行于X、Z 轴的增量坐标系U、W。
如:N01 G91 G01 X-20 Z-18 (半径编程)相当于:N01 G01 U-20 W-18N01 G91 G01 X-40 Z-18 (直径编程)相当于:N01 G01 U-40 W-18有些数控车床编程时,绝对坐标指令直接用X、Z 来指定数值;而增量坐标指令直接用U、W来指定数值。
如:N01 G01 X30 W-18 (直径编程)(2)直径编程和半径编程由于零件的回转尺寸(径向尺寸)在图纸上标注及测量时,一般都用直径值表示,因此数控车削加工常用直径编程。
直径编程时,若用G90绝对值编程时,则X值以直径值表示;若用G91相对值编程时,则X 值以实际增量的两倍表示。
半径编程时,若用G90绝对值编程时,则X值以半径值表示;若用G91相对值编程时,则X 值即为实际增量值。
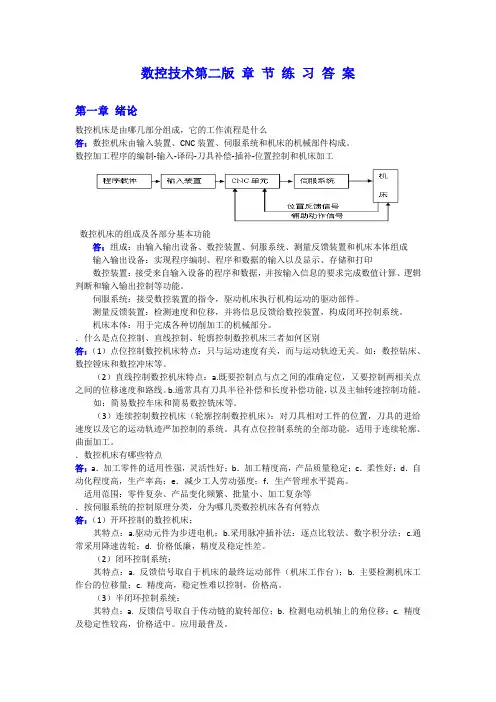
数控技术第二版课后答案HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】数控技术第二版章节练习答案第一章绪论数控机床是由哪几部分组成,它的工作流程是什么?答:数控机床由输入装置、CNC装置、伺服系统和机床的机械部件构成。
数控加工程序的编制-输入-译码-刀具补偿-插补-位置控制和机床加工数控机床的组成及各部分基本功能答:组成:由输入输出设备、数控装置、伺服系统、测量反馈装置和机床本体组成输入输出设备:实现程序编制、程序和数据的输入以及显示、存储和打印数控装置:接受来自输入设备的程序和数据,并按输入信息的要求完成数值计算、逻辑判断和输入输出控制等功能。
伺服系统:接受数控装置的指令,驱动机床执行机构运动的驱动部件。
测量反馈装置:检测速度和位移,并将信息反馈给数控装置,构成闭环控制系统。
机床本体:用于完成各种切削加工的机械部分。
.什么是点位控制、直线控制、轮廓控制数控机床?三者如何区别?答:(1)点位控制数控机床特点:只与运动速度有关,而与运动轨迹无关。
如:数控钻床、数控镗床和数控冲床等。
(2)直线控制数控机床特点:a.既要控制点与点之间的准确定位,又要控制两相关点之间的位移速度和路线。
b.通常具有刀具半径补偿和长度补偿功能,以及主轴转速控制功能。
如:简易数控车床和简易数控铣床等。
(3)连续控制数控机床(轮廓控制数控机床):对刀具相对工件的位置,刀具的进给速度以及它的运动轨迹严加控制的系统。
具有点位控制系统的全部功能,适用于连续轮廓、曲面加工。
.数控机床有哪些特点?答:a.加工零件的适用性强,灵活性好;b.加工精度高,产品质量稳定;c.柔性好;d.自动化程度高,生产率高;e.减少工人劳动强度;f.生产管理水平提高。
适用范围:零件复杂、产品变化频繁、批量小、加工复杂等.按伺服系统的控制原理分类,分为哪几类数控机床?各有何特点?答:(1)开环控制的数控机床;其特点:a.驱动元件为步进电机;b.采用脉冲插补法:逐点比较法、数字积分法;c.通常采用降速齿轮;d. 价格低廉,精度及稳定性差。
数控技术第二版章节练习答案第一章绪论数控机床是由哪几部分组成,它的工作流程是什么答:数控机床由输入装置、CNC装置、伺服系统和机床的机械部件构成。
数控加工程序的编制-输入-译码-刀具补偿-插补-位置控制和机床加工数控机床的组成及各部分基本功能答:组成:由输入输出设备、数控装置、伺服系统、测量反馈装置和机床本体组成输入输出设备:实现程序编制、程序和数据的输入以及显示、存储和打印数控装置:接受来自输入设备的程序和数据,并按输入信息的要求完成数值计算、逻辑判断和输入输出控制等功能。
伺服系统:接受数控装置的指令,驱动机床执行机构运动的驱动部件。
测量反馈装置:检测速度和位移,并将信息反馈给数控装置,构成闭环控制系统。
机床本体:用于完成各种切削加工的机械部分。
.什么是点位控制、直线控制、轮廓控制数控机床三者如何区别答:(1)点位控制数控机床特点:只与运动速度有关,而与运动轨迹无关。
如:数控钻床、数控镗床和数控冲床等。
(2)直线控制数控机床特点:a.既要控制点与点之间的准确定位,又要控制两相关点之间的位移速度和路线。
b.通常具有刀具半径补偿和长度补偿功能,以及主轴转速控制功能。
如:简易数控车床和简易数控铣床等。
(3)连续控制数控机床(轮廓控制数控机床):对刀具相对工件的位置,刀具的进给速度以及它的运动轨迹严加控制的系统。
具有点位控制系统的全部功能,适用于连续轮廓、曲面加工。
.数控机床有哪些特点答:a.加工零件的适用性强,灵活性好;b.加工精度高,产品质量稳定;c.柔性好;d.自动化程度高,生产率高;e.减少工人劳动强度;f.生产管理水平提高。
适用范围:零件复杂、产品变化频繁、批量小、加工复杂等.按伺服系统的控制原理分类,分为哪几类数控机床各有何特点答:(1)开环控制的数控机床;其特点:a.驱动元件为步进电机;b.采用脉冲插补法:逐点比较法、数字积分法;c.通常采用降速齿轮;d. 价格低廉,精度及稳定性差。
(2)闭环控制系统;其特点:a. 反馈信号取自于机床的最终运动部件(机床工作台);b. 主要检测机床工作台的位移量;c. 精度高,稳定性难以控制,价格高。
《数控技术》复习提纲第一章绪论1.1.2 数控加工的特点(了解)1.2.2 数控系统的组成(理解)1.2.4 数控系统的分类(理解):按运动方式分、按控制方式分1-3、1-4、1-5第二章数控技工工艺数控工艺特点与加工工序1、工艺详细2.工序的集中与分散(1) 工序集中①、概念:是将零件的加工集中在少数几道工序中完成,每道工序加工内容多,工艺路线短。
②、特点:可以采用高效机床和工艺装备,生产率高;②减少了设备数量以及操作工人人数和占地面积,节省人力、物力;③减少了工件安装次数,利于保证表面间的位置精度;④采用的工装设备结构复杂,调整维修较困难,生产准备工作量大(2) 工序分散概念:就是将零件的加工分散到很多道工序内完成,每道工序加工的内容少,工艺路线很长。
特点:设备和工艺装备比较简单,便于调整,容易适应产品的变换;②对工人的技术要求较低;③可以采用最合理的切削用量,减少机动时间;④所需设备和工艺装备的数目多,操作工人多,占地面积大。
工序集中或分散的程度分析:考虑的因素:主要取决于生产规模、零件的结构特点和技术要求,有时,还要考虑各工序生产节拍的一致性具体分析:一般情况下,单件小批生产时,只能工序集中大批大量生产时,既可以采用多刀、多轴等高效、自动机床,将工序集中,也可以将工序分散后组织流水生产。
对于重型零件,为了减少工件装卸和运输的劳动量,工序应适当集中;对于刚性差且精度高的精密工件,则工序应适当分散。
发展趋势:倾向于采用工序集中的方法来组织生产。
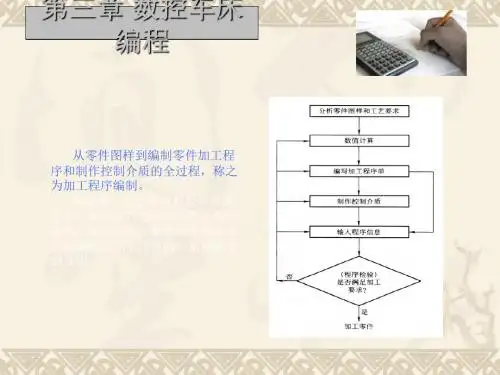
4、数控加工工艺设计主要内容5、数控加工工艺性分析(重点)对刀点和换刀点的选择在编程时应正确选择对刀点的位置:对刀点可以设置在零件、夹具或机床上,但必须与零件的定位基准有已知的尺寸关系;为提高零件的加工精度,应尽可能设置在零件的设计基准或工艺基准上,或与零件的设计基准有一定的尺寸关系。
“对刀点”是指数控加工时,刀具相对工件运动的起点,这个起点也是编程时程序的起点。