AS1710探伤澳大利亚标准
- 格式:doc
- 大小:282.50 KB
- 文档页数:25
AS 1710—2007 澳大利亚标准○R 无损检测-碳钢和低合金钢板以及万能型钢的 超声波检测 - 检测方法和质量分级 本澳大利亚标准.由MT-007(对金属及材料的无损检测)委员会制定。本标准于2005年12月8日以澳大利亚标准化组织理事会的名义通过审批。 本标准于2007年1月29日发行。
MT-D07代表以下机构: 澳大利亚铁路协会 澳大利亚航空与航天无损检测委员会 澳大利亚工业集团 澳大利亚无损检测学会 澳大利亚核科学与技术组织 澳大利亚管道行业协会 澳大利亚钢铁制造商办公署 澳大利亚工程师协会 澳大利亚国家检测机构协会 新西兰无损检测协会 澳大利亚安全检测部门 维多利亚工作保护局 澳大利亚焊接技术学会
本标准提交评审的草本为DR 05399。 澳大利亚标准化组织对个人专家们致以真诚的感谢,他们通过代表委员会以及公共评论时期对本标准的制 定作出了贡献。
保持标准的更新 澳大利亚标准.是反映科学、技术和系统进步的现行文件。为了维持其时效性,所有标准均得到定期审查,并公布新版本。在不同的版本之间可能会发布一些修订。
标准也可以撤消。重要的是读者应保证自己使用的是现行标准,该标准应包括自其发行以来所公布的所有修订内容。 如需获得关于澳大利亚标准、草本、修订以及新项目的详细信息,请访问www.standards.org.au。 澳大利亚标准化组织欢迎提供关于改进的建议,并且鼓励读者及时通知我们任何明显错误或者模糊的地方。请通过电子邮件******************.au与我们联系,或者写信给Standards Australia, GPO Box 476, Sydney, NSW 2001。 AS 1710—2007 澳大利亚标准○R 无损检测-碳钢和低合金钢板以及万能型钢的 超声波检测 - 检测方法和质量分级
初始版本为AS B274—1 971 之前版本AS 1710—1986 2007年第3版
版权 ○c澳大利亚标准化组织
保留所有权利。在没有得到出版方书面同意的情况下,不得以任何形式或者任何方式,电子的或者机械的,复制或者复印,包括影印,本规范中的任何部分。
发行单位:澳大利亚标准化组织GPO Box 476, Sydney: NSW 2001: Australia ISBN 0 7337 7994 8 AS 1710—2007 前 言 本标准由澳大利亚/新西兰联合标准化委员会MT-007(对金属及材料的无损检测)应行业要求制定。本标准取代AS 1710—1986《无损检测-碳钢和低合金钢板的超声波检测 - 检测方法和质量分级》。
在与两国股东进行磋商之后,澳大利亚标准化组织与新西兰标准化组织决定将本标准制定为澳大利亚标准而不是澳大利亚/新西兰标准。
本标准之目的是为了引入钢材超声波检测的新方法和程序,规定通用钢梁的检测方法。 本标准使用“规范性”和“资料性”这两个术语来定义其适用的附录。““规范性”附录是标准的整体部分,而“资料性”附录仅提供信息及指引。 AS 1710—2007 目 录 第1节 范围和概述 1.1 范围……………………………………………………………………………………………4 1.2 应用…………………………………………………………………………………………... 4 1.3 参考文件……………………………………………………………………………………... 4 1.4 定义…………………………………………………………………………………………... 4 第2节 设备 2.1 概述……………………………………………………………………………………………6 2.2 探头………………...…………………………………………………………………………6 2.3 显示……………………………………………………………………………………………6 2.4增益控制……………………………………………………………………………………….6 2.5 耦合剂………………………………………………………………………………..……….6 2.6 设备校准………………………………………………………………………………………6 第3节 检测程序 3.1 表面条件 ……………………………………………………………………………………..8 3.2 灵敏度………………………………………………………………………………………... 8 3.3 钢板扫描方法………………………………………………………………………………... 8 3.4 万能型钢扫描方法…………………………………………………………………………... 9 3.5 评估-灵敏度等级 …………………………………………………………………………..9 第4节 间断的定量 4.1 分层………………………………………………………………………………………….12 4.2簇状夹杂物………………………………………………………………………………….. 12 4.3 线状夹杂物………………………………………………………………………………….12 第5节 质量分级 5.1 钢板质量分级…………………………………………………...…………………………..13 5.2 万能型钢质量分级 - 1级要求……………………………………………….………….14 第6节 无损检测人员资格……………………………………………………………………. 15 第7节 检测数据说明 7.1 检测记录……………………………………………………………………………………. 16 7.2 检测报告………..………………………………………………………………………….. 16 附录 A 咨询订购信息指南…………………………………………………………………………… 17 B 定量方法 ……………………………………………………………………………………..19 AS 1710—2007 澳大利亚标准化组织 澳大利亚标准 无损检测-碳钢和低合金钢板以及万能型钢的超声波检测 - 检测方法和质量分级
第1节 范围和概述 1.1 范围 本标准所陈述之方法要求用于碳钢及低合金焊接钢板的手动超声波检测,厚度为5mm到180mm(包括),以及使用A-扫描显示。该方法对钢板质量进行分级并规定了通过无间断确定量钢质量的一个质量级别(1级)。 注意:有关咨询和订购的信息指南,请参阅附录A。
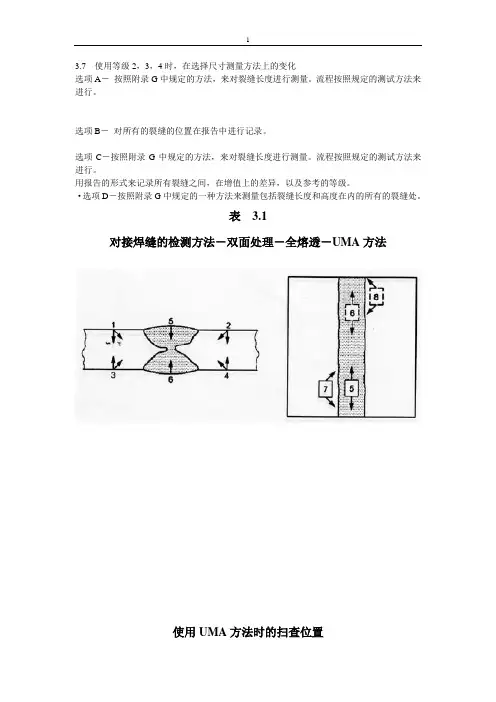
1.2 应用 本标准应用于通过规定扫描到指定的扫描系统的方法对钢板和万能型钢进行一般内部质量检测。本标准所述之程序使检测人员可检测“分层”间断和“簇状夹杂物”间断,还规定了根据无间断确定万能型钢。第5节介绍了钢板本体的三个质量等级以及端口区域的一个质量等级。
1.3 参考文件 本标准参考了以下文件: AS 1929 无损检测-术语表 2083 校准快及其在超声波检测中的使用方法 3998 无损检测-人员资格及认证 4635 无损检测-无损检测有限应用人员资格
1.4 定义 AS 1929中提供的定义以及术语适用于本标准:
1.4.1 间断指示 指在探伤仪显示屏上的表面位置和反回波位置之间出现回波(采用“A”扫描显示)或出现原反回波减弱。 AS 1710—2007 1.4.2 簇状夹杂物 在3.5条款中规定的灵敏度等级评估中,如果单个间断回波至少减弱了50%,或从钢板无间断区域获得了至少减弱了50%的反回波,则该间断称作簇状夹杂物。
1.4.3线状夹杂物 造成簇状夹杂物的线性显示间断,探头的任何横向移动到轧制方向的动作都会引起显示消失。
1.4.4 分层 3.5条款中规定的灵敏度等级评估中,在探头按间断尺寸的横向方向的5mm或更大的范围移动探测到的造 成声能全反射的所有间断。
1.4.5 明显间断 3.5条款中规定的灵敏度等级评估中,任何预计面积达到或大于表5.2和5.3规定的应用质量等级的分层间断或簇状夹杂物间断(参见1.4.4和1.4.2条款)。 AS 1710—2007 第2节 设备
2.1 概述 超声波检测系统应能够显示本标准中所述的可能存在的间断,并能够说明钢板或万能型钢的翼缘和腹板平 面间断的界限和轮廓。
2.2 探头 2.2.1 概述 应采用标称操作频率范围为2 MHz 至5 MHz的压缩直探头。针对扫描和评估,探头应为表2.1中所述的双晶探头或单晶探头。 表2.1 检测用探头类别
2.2.2 保护膜 用于检测的单探头在能保证足够的灵敏度和分辨率的前提下可配适当的保护膜。
2.2.3 探头尺寸 单个发送器或接收器的面积应为 (a)>50 mm2 <350 mm2(双探头); (b)>300 mm2 <650 mm2(单探头);
2.3 显示 采用A扫描显示。
2.4 增益控制 用于测量超声变辐率的增益控制的校准步骤应不超过2dB。不得采用超声抑制,如果使用的话,应确定并记录垂直和水平线性效果。
2.5 耦合剂 应采用具有良好的润湿特性且与被测钢相适合的耦合剂。
2.6 设备校准 应根据AS 2083,参照表2.2中的参数对设备进行校准。