焊材消耗定额计算表
- 格式:xls
- 大小:37.50 KB
- 文档页数:2
焊接接头
坡口型式坡口间隙
b(㎜)母材厚度
δ(㎜)焊缝余高
h(㎜)焊缝宽度
c(㎜)钝边
p(㎜)坡口角度
α
261.514160
焊条型号焊缝长度
L(mm)焊缝型式焊条直径焊丝焊剂焊条
812纵缝Φ4.00.32 kg0.39 kg0.54 kg焊 材 消 耗 定 额 估 算 表
E4315(J427)V形对接(单边)
坡口宽度
焊角
K(mm)
不填
焊条
10 根
8
8
焊接接头
坡口型式坡口间隙
b(㎜)母材厚度
δ(㎜)焊缝余高
h(㎜)焊缝宽度
c(㎜)钝边
p(㎜)坡口角度
α
261.514160
焊条型号焊缝长度
L(mm)焊缝型式焊条直径焊丝焊剂焊条
812纵缝Φ4.00.32 kg0.39 kg0.54 kg焊 材 消 耗 定 额 估 算 表
E4315(J427)V形对接(单边)
坡口宽度
焊角
K(mm)
不填
焊条
10 根
8
8

材料规格数量8 ㎜钢板(1.5米×6米)300*250板/每人2块40Φ32管2根/ 6米Φ40管10根/6米Φ80管10根/6米Φ100管10根/6米黑胶布5个12号铁线1公斤8号线200公斤焊条422直径3.2 100箱焊条422直径4.0 2箱焊条507直径3.2 2箱焊条507直径4.0 1箱石笔5合粉笔10合五齿锯锯片50片一、(板材 每张板出平焊位置的焊接训练立焊位置的焊接训练所需要消耗材料每天用横焊位置的焊接训练所需要消耗材料每天用仰焊位置的焊接训练所需要消耗材料每天用角磨机锯片20片
电焊机10台焊钳10把电焊帽10个电焊镜片20片白镜片50片电焊机手把线 200米气割用墨镜10副4芯电源线120米海员手套50副氧气瓶10支乙炔瓶10支氧气表10块乙炔表10块割枪5把、焊枪 8把钢刷10把螺丝刀(扁、梅花)1刻丝钳子1把活搬手(10寸) 5把钢板尺2个角尺2个卷尺2个五齿锯2台角磨机2把电插排20米2个手锤5把扁铲5个半园锉5个平焊位置的焊接训练固定设备用料明细低碳钢管的垂直焊接的训练管板焊接所需要消耗材料每天用料明细张板出120块)电焊部份T形接头角焊缝的训练(1)平角T形接头角焊缝的训练(2)立角低碳钢管的水平转动焊接的训练板焊接低碳管板的平、立、仰焊低碳钢管的垂直固定焊低碳钢管的水平固定焊二、气焊和气割部份
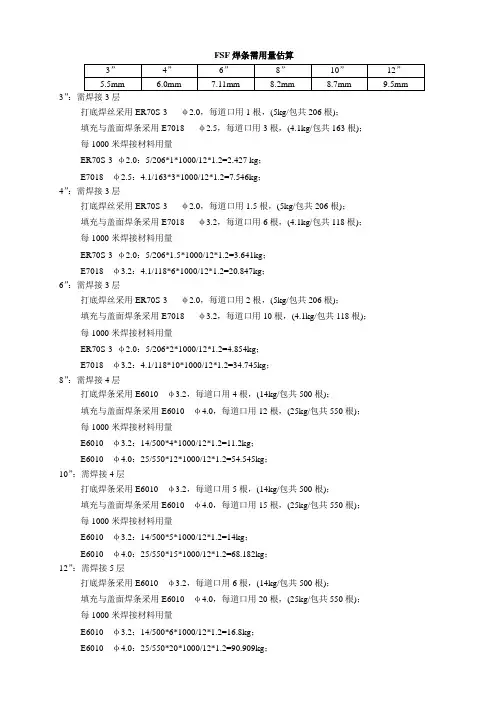
FSF焊条需用量估算
3” 4” 6” 8” 10” 12”
5.5mm 6.0mm 7.11mm 8.2mm 8.7mm 9.5mm
3”:需焊接3层
打底焊丝采用ER70S-3 φ2.0,每道口用1根,(5kg/包共206根);
填充与盖面焊条采用E7018 φ2.5,每道口用3根,(4.1kg/包共163根);
每1000米焊接材料用量
ER70S-3 φ2.0:5/206*1*1000/12*1.2=2.427 kg;
E7018 φ2.5:4.1/163*3*1000/12*1.2=7.546kg;
4”:需焊接3层
打底焊丝采用ER70S-3 φ2.0,每道口用1.5根,(5kg/包共206根);
填充与盖面焊条采用E7018 φ3.2,每道口用6根,(4.1kg/包共118根);
每1000米焊接材料用量
ER70S-3 φ2.0:5/206*1.5*1000/12*1.2=3.641kg;
E7018 φ3.2:4.1/118*6*1000/12*1.2=20.847kg;
6”:需焊接3层
打底焊丝采用ER70S-3 φ2.0,每道口用2根,(5kg/包共206根);
填充与盖面焊条采用E7018 φ3.2,每道口用10根,(4.1kg/包共118根);
每1000米焊接材料用量
ER70S-3 φ2.0:5/206*2*1000/12*1.2=4.854kg;
E7018 φ3.2:4.1/118*10*1000/12*1.2=34.745kg;
8”:需焊接4层
打底焊条采用E6010 φ3.2,每道口用4根,(14kg/包共500根);
填充与盖面焊条采用E6010 φ4.0,每道口用12根,(25kg/包共550根);
每1000米焊接材料用量
E6010 φ3.2:14/500*4*1000/12*1.2=11.2kg;
E6010 φ4.0:25/550*12*1000/12*1.2=54.545kg;

焊条消耗计算范文
1.焊缝长度:焊缝长度是影响焊条消耗的主要因素之一、一般来说,焊缝长度越长,所需的焊条数量越多。因此,在计算焊条消耗时,首先要测量焊缝的长度。
2.焊缝宽度和深度:焊缝的宽度和深度也会影响焊条的消耗量。一般来说,焊缝越宽和越深,所需的焊条数量越多。
3.焊接速度:焊接速度是指单位时间内焊接的长度。焊接速度越快,所需的焊条数量越多。因此,在计算焊条消耗时,需要确定焊接速度。
4.焊接电流和电压:焊接电流和电压是决定焊条消耗的关键参数。焊接电流直接影响焊接热量的大小,电压则会影响焊条的熔断速度和喷溅情况。在计算焊条消耗时,需要准确测量焊接电流和电压。
5.焊接位置:焊接位置也会对焊条消耗产生影响。不同的焊接位置对焊条的热量和喷溅情况有不同的要求,因此在计算焊条消耗时,需要考虑焊接位置的不同。
基于以上因素,可以通过以下步骤进行焊条消耗计算:
1.确定焊缝长度:根据焊接图纸或实际测量,确定焊缝的长度。
2.确定焊缝宽度和深度:根据焊接图纸或实际测量,确定焊缝的宽度和深度。
3.确定焊接速度:根据焊接要求和经验,确定适当的焊接速度。
4.测量焊接电流和电压:使用焊接设备进行焊接时,通过焊接机上的电流表和电压表来测量焊接电流和电压。 5.考虑焊接位置和特殊要求:根据焊接位置的不同和特殊要求,适当调整焊条消耗的计算结果。
6.计算焊条消耗量:根据以上参数,使用以下公式计算焊条消耗量:
焊条消耗量=焊缝长度*焊缝宽度*焊缝深度*焊接速度*焊接时间*焊接电流/焊接电压
其中,焊接时间=焊缝长度/焊接速度
通过以上步骤,可以计算出所需的焊条消耗量。在实际应用中,还应考虑纠正系数、余量和工艺参数等因素,以确保计算结果的准确性。焊条消耗计算是焊接作业中的重要环节,正确的计算方法可以提高焊接工作效率,降低成本,提高产品质量。

48・焊接质量控制与管理・ 焊接技术 第4O卷第6期2011年6月
文章编号:1002—025X(201 1)06—0048—03
海洋平台导管架建造焊材消耗定额统计
虞明星 ,李淑民 ,宋峥嵘 ,秦元飞2,肖聚亮 ,王国栋
(1.海洋石油工程青岛有限公司,山东青岛266555;2.天津大学机械工程学院,天津300072)
摘要:焊材消耗定额统计计算是海洋石油钻井平台建造中焊接工艺设计的重要内容。本文对一种常见的管管相贯形式的焊接坡口建立 几何模型,依据所得几何参数,建立焊缝体积积分模型,以实现对这一复杂的焊缝坡口的焊材计算。为满足多种形式的焊缝计算焊材 消耗统计,利用该几何建模方式以及焊材计算形式,并运用DAO技术实现对Access的操作,设计焊材计算软件,以满足实际.7-程应用 需求。 关键词:相贯线:焊接坡 ;焊材计算 中图分类号:TG42:TP3 文献标志码:B
0 引言 在导管架钻井平台结构的建造过程中,需要进行
大量的焊接作业。在焊接工艺设计过程中,除了设计
焊接工艺参数外,焊材计算和焊材产品汇总也是一个 重要内容。通过对导管架的结构进行分析可知,导管
架的接头形式大多为相贯接头以及管的对接接头。根 据焊接工艺要求,为保证工件的强度和避免较大的角
焊缝尺寸,中厚板的接头一般都要开坡口焊接。加工 出的相贯线焊接坡口的质量越高。在后续加工中成本
收稿日期:2010—12—21 及时间消耗就越低E 。
相贯线是一个空间三维曲线,而且焊接坡1:3为变
截面坡1:3,因而对于需要进行大量的焊接作业的导管 架建造工程而言,该类焊缝的焊材统计计算相当复
杂。目前工艺设计人员计算焊材用量主要采用2种方
式:一种是根据经验公式,粗略计算焊层面积来计算 焊材用量;另一种是直接查找经验表,直接获得焊材 质量[2]。这2种计算方式的直接结果是效率低,而且
统计误差较大,易导致焊材浪费,加大制造成本。引。
本文通过建立相贯线焊接坡口的参数模型来描述这一 复杂的焊缝坡口,通过该数学积分模型计算焊接坡口