车刀图示及角度表注方法优秀课件
- 格式:ppt
- 大小:3.79 MB
- 文档页数:33


1、车刀几何角度标注
①45°端面车刀:Kr=Kr¢=45°,go= -5°,ao=ao¢=6°,ls= -3°
参看教材中的图1-16
②内孔镗刀:Kr=75°,Kr¢=15°,go=10°,ao=ao¢=10°,ls= 10°
参看教材中的图1-22
2、粗、精加工时切削用量的选择原则是什么? 粗加工要选一个大的吃刀深度,较大的进给量,根据机床,刀具,工件材料
选一个合适的转数。 精加工在保证加工精度的前提下,考虑生产率来选合适的吃刀深度,进给量和主轴转数
3、什么是积屑瘤?它是怎样形成的?对切削过程有何影响?如何抑制积屑瘤的产生?
在一定的切削速度范围内切削钢、铝合金与球墨铸铁等塑性金属时,由于前刀面上挤压
和摩擦的作用,使切屑底层中的一部分材料停滞和堆积在刃口附近,形成积屑瘤。积屑瘤是粘结在切削刃口附近一硬度很高的金属块。对切削过程有何影响:1)刀具实际前角增大2)
增大切削厚度3)使加工表面粗糙度值增大4)对刀具耐用度有影响积屑瘤虽能保护刀尖,
但不稳定,会影响加工精度,需要采取措施抑制:① 采用高速切削是抑制积屑瘤的基本措
施(最有效);② 增大进给量;③ 增大刀具前角;④ 采用润滑性能良好的切削液。2、切
屑的种类有哪些?不同类型切屑对加工过程和加工质量有何影响?
4、简述切削用量三要素对切削温度、切削力的影响规律。
切削用量三要素分背吃刀量,进给量和切削速度,切削速度对刀具寿命影响最大,进给量次之,背吃刀量最小。一般车削时当进给量不变,背吃刀量增大一
倍是,切削力也成倍增大,而当吃刀量不变,进给量增大一倍时,切削力约增大
0.7-0.8,三要素中切削速度对温度影响最大,其次是背吃刀量。
5、什么是刀具磨钝标准?刀具磨钝标准与哪些因素有关?
刀具磨损后影响加工质量,增加刀具材料的消耗及加工成本,因而必须根据
加工情况,规定一个最大的允许磨损量,这就是刀具的磨钝标准。 耐用度是指纯切削时间,不包括对刀、测量、快进、回程等非切削时间。是一把
1 第2章 金属切削的基本知识
金属切削加工的形式虽然有多种,但它们在切削运动、切削用量、切削刀具及切削过程中产生的物理现象,都有着共同规律。这些规律揭示了金属切削加工的实质,是学习和研究各种加工方法,合理选择刀具及其切削部分几何参数和切削用量,充分发挥刀具切削效能,保证加工质量,提高机械加工生产率的理论基础。
2.1 切削运动与切削用量
2.1.1 切削运动
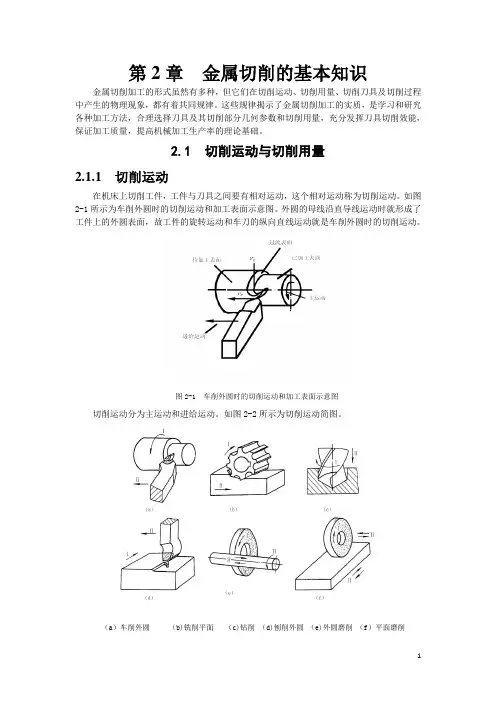
在机床上切削工件,工件与刀具之间要有相对运动,这个相对运动称为切削运动。如图2-1所示为车削外圆时的切削运动和加工表面示意图。外圆的母线沿直导线运动时就形成了工件上的外圆表面,故工件的旋转运动和车刀的纵向直线运动就是车削外圆时的切削运动。
图2-1 车削外圆时的切削运动和加工表面示意图
切削运动分为主运动和进给运动。如图2-2所示为切削运动简图。
(a)车削外圆 (b)铣削平面 (c)钻削 (d)刨削外圆 (e)外圆磨削 (f)平面磨削 2 图2-2 切削运动简图
Ⅰ—主运动; Ⅱ—进给运动
1.主运动
主运动是使工件与刀具产生相对运动以进行切削的最基本运动,主运动的速度最高,所消耗的功率也最大。换句话说,主运动就是从工件上切除金属所必须的运动。在切削运动中,主运动只有一个。它可以由工件完成,也可以由刀具完成;可以是旋转运动,也可以是直线运动。例如,车床上工件的旋转运动;龙门刨床刨削时,工件的直线往复运动;牛头刨床刨刀的直线往复运动;铣床上铣刀的旋转运动、钻床上钻头的旋转运动和磨床上砂轮的旋转运动等都是切削加工时的主运动。
2.进给运动
进给运动是不断地把被切削层投入切削,以逐渐切削出整个表面的运动。也就是说,没有这个运动,就不能连续切削。进给运动一般速度较低,消耗的功率较少,可由一个或多个运动组成。进给运动可以是连续的,也可以是间断的。
2.1.2 切削用量
切削用量是切削速度、进给量 (或进给速度)和背吃刀量三者的总称,这三者可称为切削用量三要素。
第二章 车刀的角度
车刀的组成
车刀角度中的三个辅助平面
车刀的角度作用及其选择
一、车刀的组成
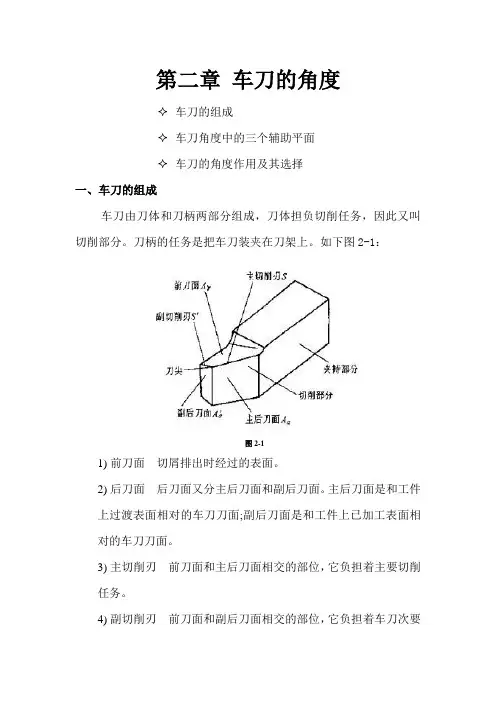
车刀由刀体和刀柄两部分组成,刀体担负切削任务,因此又叫切削部分。刀柄的任务是把车刀装夹在刀架上。如下图2-1:
图2-1
1) 前刀面 切屑排出时经过的表面。
2) 后刀面 后刀面又分主后刀面和副后刀面。主后刀面是和工件上过渡表面相对的车刀刀面;副后刀面是和工件上已加工表面相对的车刀刀面。
3) 主切削刃 前刀面和主后刀面相交的部位,它负担着主要切削任务。
4) 副切削刃 前刀面和副后刀面相交的部位,它负担着车刀次要的切削任务。
5) 刀尖 主切削刃和副切削刃相交的部位。为提高刀尖的强度,常把刀尖部分磨成圆弧型或着直线型,圆弧或直线部分的刀刃叫过渡刃。
6) 修光刀 副切削刃前段近刀尖处的一段平直刀刃叫修光刀。装夹车刀时只有把修光刃与进给方向平行,且修光刃的长度大于进给量时才能起到修光工件表面的作用。
二、车刀角度标注中的三个辅助平面
测量车刀角度的辅助平面,为较准确测量车刀的几何角度,假设了三个辅助平面,即切削平面,基面和截面。如图示2-2:
图2-2 1) 切削平面Ps过车刀主切削刃上一个选定点,并与工件过渡表面相切的平面叫切削平面。
2) 基面Pr过车刀主切削刃上一个选定点,并与该点切削速度方向垂直的平面叫基面。
3) 截面 截面有主截面Po和副截面Po´之分。过车刀主切削刃上一个选定点,垂直于过该点的切削平面与基面的平面叫主截面。
切削平面,基面和截面互相垂直,构成一个空间直角坐标系。
三、车刀角度及其选择
如图2-3,车刀各角度都标出:
图2-3 1、前角的选择
1) 前角的作用
a. 前角主要影响车刀的锋利程度,切削力的大小与切削变形的大小。增大前角,则车刀锋利,切削力减小,切削变形小。
b. 影响车刀强度,受力情况和散热条件。前角增大,车刀楔角减小,使刀头强度减小,散热体积减小,从而散热条件变差,易使切削温度升高。

实验五
1.
2.
3.
1.
2.测量五把不同类型的车刀(包括直头外圆车刀、弯头外圆车刀、端面车刀、切断刀、三角螺纹车刀)的五个主要几何角度。
车刀量角台,五种被测车刀。
1.
本量角台能方便地测量主剖面内的前角γ0 ,后角α0Kr,副偏角K′;切削平面内的刃倾角λs
γ0:-30°~+40
α0:<30
Kr(K′r):<90
λs:±45°。
2.结构(见图10-1)
松开锁紧螺钉10,刻度板8可绕立柱4旋转,并可用螺母5将其调整至任意高度。指度板9可绕其轴在刻度板8上转动,对准零点时,互相垂直的A,B两平面则分别平行和垂直于底座1
松开锁紧螺钉12,刻度板8可绕其水平轴旋转,旋转角度由指针7在度板6上指出。
图10-1
1— 底座;2—标尺座;3—锁紧螺钉;4—立柱;5—调整螺母;6—度板;7—指针;8—刻度板;
9—指度板;10—锁紧螺钉;11—标尺;12—锁紧螺钉;13—挡销;14—滑板;15—锁紧螺钉 松开锁紧螺钉3,标尺11及标尺座2可绕立柱4旋转。标尺座2上的零点与底座1之零点对准时,固定在滑板14上的两个挡销之中心连线垂直于标尺11
松开锁紧螺钉15,滑板14可在底座1上横向滑动,行程为70 mm
1.在主剖面内测量车刀的前角和后角(见图10-1)
使指针7对准度板6之零线,拧紧螺钉12
1)γ0
转动刻度板8,使指度板9所在平面与主刀刃在底座的工作面上的投影(相当于主刀刃在基面上的投影)垂直。然后调整指度板9,使平面A与车刀前面吻合,指度板9即可在刻度板8上指示前角γ0
2)测量后角α0
同上动作,使B平面与车刀后面吻合,指度板9即可在刻度板8上指示后角α0的数值。2.在切削平面内测量刃倾角λs
使车刀主切削刃位于指度板9所在平面内,当平面A与主切削刃吻合时,在刻度板8上即可读出刃倾角λs
或者使指度板9对准刻度板8的零线,指度板9所在平面垂直于主刀刃在底座工作面上的投影时,松开螺钉12,使刻度板8绕水平轴转动。当平面A与主刀刃吻合时,指针7即可在度板6上指示λs