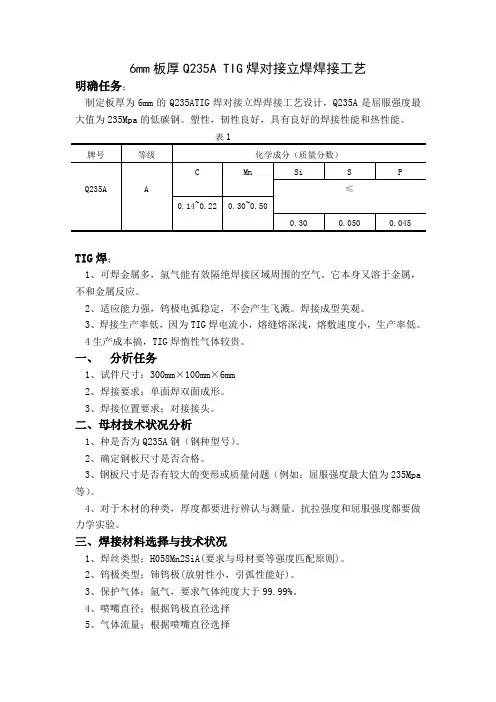
10mm板厚Q235A SMAW焊立焊焊接工艺设计 (2)
- 格式:doc
- 大小:165.00 KB
- 文档页数:5
焊接方法与设备课程设计
(SMAW板对接立焊工艺规程)一母材技术状况
1.钢种:Q235A
2.厚度:10mm
3.交货状态:热轧钢
4.规格:300×100×10 mm
图(1)
二、焊前准备
1.焊条选择:E4303
坡口形式及加工方式:用氧-乙炔火焰切割加工V形坡口,坡口角度为
60°坡口根部用砂轮机打磨1 mm的钝边以防止烧穿。
焊接位置:立位置
2.坡口区域清理:用钢丝刷清理坡口及坡口附近30 mm区域内的油锈
3.焊接设备与工具
4.焊机
5.劳保工具:①面罩②手套
6.焊钳:300A的焊钳
7.焊条保温筒
三.装配与焊机的实施
1.装配与点固:用选用的焊条(E4303)在焊件背面两端进行点固,定
位焊缝长度为10mm;装配间隙为 3.2-4 mm一头窄一头宽,错边量不大于
0.5mm;如图⑵所示(注:装配完成后要对装配质量进行检查)
图(2)
2.打底焊:(电流100-110A)将焊件垂直固定在离地面一定距离的工装
上(以方便个人操作为宜),间隙小的在下,向上立焊。
一般采用灭弧法打底焊。
注意控制熔孔和熔池的大小,熔池表面呈水平的椭圆形,使电弧的
1/3对着坡口间隙,电弧的2/3覆盖在熔池上,注意控制有2/3的弧柱在焊缝的背面燃烧。
3.焊缝接头:一般采用热接法焊接,换焊条要快。
接头时,在弧坑的下方10mm处引弧,摆动向上实施焊接,到原弧坑处时,焊条的倾角大于正常角度10°。
电弧向焊根背面压送,稍停留,根部被击穿形成熔孔时,焊条的角度恢复到正常角度,然后横向摆动向上焊接。
4.填充焊:(电流95-105)填充焊施焊前,应彻底清除前道焊缝的熔渣飞溅,焊接接头过高处应打磨平整。
填充焊的施焊角度要比打底焊时下倾10°-15°采用月牙形或“之”字形运条方法,在坡口两侧略作停顿,焊缝中间速度稍快。
焊道应该平整或呈凹形。
填充层焊缝的厚度应该低于坡口表面1-1.5mm。
填充层焊接接头时,在弧坑上方10mm处引弧,电弧拉至弧坑处,沿弧坑的形状将弧坑填满,再正常焊接。
运条方法如图(3)所示
图(3)填充焊的运条方法
5.盖面焊接:盖面施焊,焊条的角度,运条和接头方法与填充层焊接时相同。
电弧在坡口边缘稍微压低和停顿,稍微加快摆动速度,避免咬边和焊瘤的产生,接头处还应该避免焊缝过高和脱节。
运条时,焊条的摆动
幅度和间距应均匀、一致,使焊缝成形更加美观。
6.现场清理:在焊接完成后必须整理工具设备,关闭电源,清理打扫
现场。
四.焊接工艺参数确定
1焊条直径:根据工件厚度选择焊条直径为3.2mm和4.0
2.焊接电流:根据焊条类型、焊条直径、工件厚度、焊接位置等综合
考虑。
3.焊接层数:根据工件厚度、焊条直径、坡口形式和装配间隙等因素
来确定,可作如下计算来确定:n=δ/d(n为焊接层数,d为焊条直径,δ为工件厚度)
五.操作要点(一看、二听、三准)
1.看:观察熔池形状和熔孔大小,并基本保持一致。
熔池形状为椭圆
形,熔池前端应该有一个深入母材两侧坡口根部约0.5-1mm的熔孔。
当熔孔过大时,应减小焊条的下倾角,让电弧多压往熔池,少在坡口上停留。
当熔孔过小时,应压低电弧,增大焊条与工件的下倾角。
2.听:注意听电弧击穿坡口根部发出的“噗噗”声。
如果没有这种声
音,这就是没焊透。
一般保持焊条顶端离坡口根部1.5-2mm为宜。
3.准:施焊时,熔孔的位置要把握准确。
焊条的中心要始终对准熔池
的前端与母材的交界处,使每个熔池与前一个熔池搭接2/3左右,并始终保证弧柱有1/2-1/3在背面燃烧,以加热和击穿坡口根部,保证背面焊缝的熔合。
六.其他
1.焊前预热:可以有效的降低冷却速度,从而改善接头组织,降低拘
束应力,并有利于氢的逸出,有效的防止冷裂纹。
2.消氢:限制材料中氢的来源,消除焊件表面的杂质,烘干焊条,冶
金处理,焊后脱氢等措施来防止氢的危害。
3.焊后热处理:消除扩散氢,降低和消除残余应力,改善组织。
4.消除应力措施:
⑴整体高温回火;
⑵局部高温回火;
⑶机械拉伸法;
⑷温差拉伸法;
⑸振动法。
七.检验要求
焊件检验前要将焊件表面的渣和飞溅物清理干净,焊缝不允许修磨和补焊,应保持原始状态。
1 对焊件外观缺陷的要求:焊件表面不应有焊瘤、烧穿、夹渣、气孔
及未熔合陷,未熔合的长度不得超过0.2L(L为焊缝的总长度);
2 焊缝咬边深度≦0.5mm,两侧咬边合计总长度不超过总长度的15%;
3 单面焊背面不得有未焊透。
缝接头不良造成的未焊透,其长度应≦
板厚的15%且≦7.5mm每处接头不良长度≦3mm背面下榻≦2mm;
4 焊缝根部收缩深度≦20%的板厚,且≦2mm;
5 焊缝内部合格标准应符合GB/T3323-2005钢熔化焊对接接头射线照
相和质量分级标准;
6 焊件错边量应≦10%的板厚,变形角度≦3°;
7 试件力学性能试验符合GB/T 2653-1989标准的规定;试件两端20mm
处不作为评定范围。
八.参考文献
1.雷世明·焊接方法与设备·北京:机械工业出版社,2002
2.杨跃·典型焊接接头电弧焊实作·北京:机械工业出版社,2009。