中厚板超声波探伤不合格成因调查及对策分析
- 格式:pdf
- 大小:316.85 KB
- 文档页数:4

焊缝超声波探伤
1 锅炉压力容器和各种钢结构主要是采用焊接的方法制造。为了保证焊缝质量,超声波探伤是重要的检查手段之一。在焊缝探伤中。不
但要求探伤人员具备熟练的超声波探伤技术。而且还要求探伤人员了解有关的焊接基本知识,如焊接接头型式,焊接坡口型式、焊接方法和焊接
缺陷等。只有这样,探伤人员才能针对各种不同的焊缝,采用适当的探测方法,从而获得比较正
确的探测结果。
第一节 焊接加工及常见缺陷
锅炉压力容器及一些钢结构件主要是采用焊接加工成形的。焊缝内部质量一般利用射线和超声波来检测。对于焊缝中的裂纹、未熔合
等危险性缺陷,超声波探伤比射线更容易发现。
一、焊接加工
l.焊接过程
常用的焊接方法有手工电弧焊、埋弧自动焊、气体保护焊和电渣焊等。
焊接过程实际上是一个冶炼和铸造过程,首先利用电能或其他形式的能产生高温使金属熔化,形成熔池,熔融金属在熔池中经过冶金
反应后冷却,将两母材牢固地结合在一起。为了防止空气中的氧、氮进入熔融金属,在焊接过程中通常有一定的保护措施。手工电弧焊是利用焊
条外层药皮高温时分解产生的中性或还原性气体作保护层。埋焊和电渣焊是利用液体焊剂作保护层。气体保护焊是利用氩气或二氧化碳等保护气
体作保护层。
2.接头形式
焊接接头形式主要有对接、角接、搭接和T型接头等几种:如图7.1所示。在锅炉压力容
器中,最常见的是对接,其次是角接和T型接头,搭接少见。
3.坡口形式
为保证两母材施焊后能完全熔合,焊前应把接合处的母材加工成一定的形状,这种加工后的形状称为坡西,坡口各部分的名称如图7.2所示。
根据板厚、焊接方法、接头形式和要求不
同,可采用不同的坡口形式。常见对接和角接接
头的坡口形式如图7.3所示。
二、焊缝中常见缺陷
焊缝中常见缺陷有气孔、夹渣、未焊透、未熔合和裂纹等,如图7.4所示。
2
1.气 孔
气孔是在焊接过程中焊接熔池高温时吸收了过量的气体或冶金反应产生的气体,在冷却
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. 第28卷第3期2009年9月青 海 电 力QINGHAIELECTRICPOWER Vol128No13 Sep1,2009
作者简介:马小峰(1972-),男,助理工程师,从事金属检验及无损检测工作。收稿日期:2008-05-29焊缝余高对超声波探伤的影响
马小峰
(青海火电工程公司金属试验室,青海西宁810003)
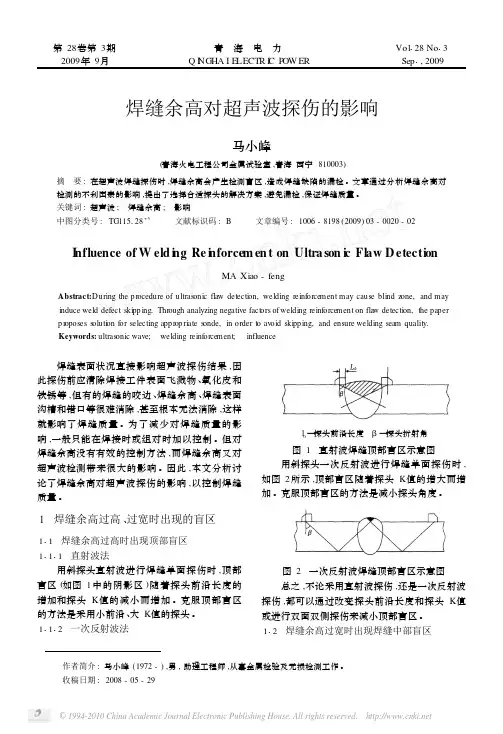
摘 要:在超声波焊缝探伤时,焊缝余高会产生检测盲区,造成焊缝缺陷的漏检。文章通过分析焊缝余高对检测的不利因素的影响,提出了选择合适探头的解决方案,避免漏检,保证焊缝质量。关键词:超声波; 焊缝余高; 影响中图分类号:TG115128+5 文献标识码:B 文章编号:1006-8198(2009)03-0020-02
InfluenceofWeldingReinforcementonUltrasonicFlawDetection
MAXiao-feng
Abstract:Duringtheprocedureofultrasonicflawdetection,weldingreinforcementmaycauseblindzone,andmayinducewelddefectskipping1Throughanalyzingnegativefactorsofweldingreinforcementonflawdetection,thepaperproposessolutionforselectingappropriatesonde,inordertoavoidskipping,andensureweldingseamquality1Keywords:ultrasonicwave; weldingreinforcement; influence
焊缝的超声波探伤及缺陷评定
超声波探伤作为无损检测一种方法,因其探伤效率高、成本低、穿透能力强,而被广泛应用。它是利用频率超过20KHz的高频声束在试件中与试件内部缺陷(如裂缝、气孔、夹渣等)中传播的特性,来判定是否存在缺陷及其尺度的一种无损检测技术。
超声检测因其固有特点,它比较适合于检测焊缝中的平面型缺陷,如裂纹、未焊透、未熔合等。焊缝厚度较大时,其优点愈明显。
4.1 焊缝超声波探伤
焊缝探伤主要采用斜探头横波探伤,斜探头使声束斜向入射,斜探头的倾斜角有多种,使用斜探头发现焊缝中的缺陷与用直探头探伤一样,都是根据在始脉冲与底脉冲之间是否存在伤脉冲来判断。当发现焊缝中存在缺陷之后,根据探头在试件上的位置以及缺陷回波在显示屏上的高度,就可确定出焊缝的缺陷位置和大小。这是因为在探伤前按一定的比例在超声仪荧光屏上作有距离—波幅曲线。下面详细介绍。
(1)检测条件的选择
由于焊缝中的危险缺陷常与入射声束轴线呈一定夹角,基于缺陷反射波指向性的考虑,频率不宜过高,一般工作频率采用2.0-5.0MHz:板厚较大,衰减明显的焊缝,应选用更低一些的频率。
探头折射角的选择应使声束能扫查到焊缝的整个截面,能使声束中心线尽可能与主要危险性缺陷面垂直。常用的探头斜率为K1.5~K2.5。
常用耦合剂有机油、甘油、浆糊、润滑脂和水等,从耦合剂效果看,浆糊与机油差别不大,但浆糊粘度大,并具有较好的水洗性,所以,常用于倾斜面或直立面的检测。
(2) 检测前的准备
(3)探测面的修整
探测面上的焊接飞溅、氧化皮、锈蚀和油垢等应清除掉,探头移动区的深坑应补焊后用砂轮打磨。探测面的修整宽度B应根据板厚t和探头的斜率K计算确定,一般不应小于2.5Kt。
(4)斜探头入射点和斜率的测定
1) 斜探头的入射点测定。斜探头声束轴线与探头楔块底面的交点称为斜探头的入射点,商品斜探头都在外壳侧面标志入射点,由于制造偏差和磨损等原因,实际入射点往往与标志位置存在偏差,因此需经常测定。其测定方法如下:

不等厚钢板对接焊缝斜面上超声波检测缺陷定位的探讨
摘要:本文主要是对不等厚碳钢板对接焊缝检测工作当中,存在的焊接缺陷进行定位研究。使用的方法是超声波检测技术,这种技术能够很好的对焊缝缺陷进行检测定位,通过这样的方式使不等厚对接焊缝中的缺陷大大降低。采用超声波检测能够将不等厚对接焊缝当中所存在的缺陷,进行定性定量以及定位的检测,能够及时的发现并进行纠正,弥补不等厚对接焊缝所存在的质量问题。超声波检测技术,在不等厚对接焊缝当中的应用,具有非常显著的作用,且超声波检测适合大批量焊接件的缺陷检测使用。
关键词:不等厚对接;焊接;焊缝缺陷;超声波检测;定位
引言:在许多工程项目当中,有时需要将那些具有不同厚度的两段金属焊接在一起,但是由于在焊接过程当中有许多影响因素的存在,会导致两块不同厚度的金属相连接的焊接区域以及热影响区域出现焊接缺陷。这些焊接缺陷的存在对于焊接质量会产生比较严重的影响,因此需要对其进行检测,并及时纠正以提升焊接质量。超声波无损检测技术能够很好的对该种问题进行发现和解决,而且在大批量的零部件焊接过程当中,应用此技术还可以实现自动化检测,提升工作效率以及零部件焊接质量。超声波检测技术是通过超声波在焊缝中的传播以及返回来的发射波形来确定缺陷的类型以及位置,这种技术的使用无疑能够极大地提升检测的精准性,这对于缺陷的处理以及相应措施的采取都提供了依据,可以说超声波缺陷定位技术已经成为了现代工程必不可少的技术之一,相关部门必须加强对其的重视。
1.常规的焊缝探伤过程
在本文当中对超声波无损检测在不等厚板对接焊缝缺陷定位当中的应用进行论述,我们所选择的是厚度为24毫米以及32毫米的两块碳钢钢板,为了确保实验的精准性,两块钢板在除了厚度不同外其他方面的差异可忽略不计。在底板较厚的钢板上,我们使用机械对其进行加工,在底板表面形成一定角度的倾斜面,然后将一面对齐进行自动焊接,将其与24毫米的钢板焊接在一起。焊接过后能够发现,在焊缝两侧,一面是已经形成一定倾斜角度的斜面,而另一侧则是平面。对这样的焊缝斜面进行探伤,如果使用常规的方法,也就是按照水平或者深度调节仪器对缺陷位置进行定位,那么会导致定位的误差出现。所以需要依靠更先进的超声波无损检测技术,对焊缝位置进行探伤,并对缺陷进行定位。焊接过程中的焊缝产生缺陷是不可避免的,这也是我们在利用超声波检测过程中所必须要关注的重点,在对焊缝中的缺陷进行检测的过程中,相关检测人员必须时刻注重检测手段的合规性,所有的检测活动都要按照相关检测流程进行,这对于焊缝损伤检测质量的保证是极为重要的。焊缝探伤能够为焊缝损伤处理措施提供重要依据,相关人员必须对其精确性作出保证。一般情况下的焊缝探伤,我们所使用的探头是纵波斜探头,然后再进行探伤工作时,使用水平或者深度来调节仪器的扫描速度。对于其扫描速度进行调节,若在水平位置按照1:2的比例进行调节,那么我们可以使用水平定位法对缺陷位置进行定位,如果按照1:1的比例来进行速度的调节,那么在示波屏上,我们能够发现缺陷的波前沿所对的水平刻度ƒ就是缺陷的水平距离。在一次波探伤中,缺陷位置与入射点之间的水平距离L为,时基扫描线比例n与缺陷波前沿在示波仪器屏幕上的水平刻度值Ʈƒ之积;探伤面和缺陷之间的距离为,时基扫描线比例n和缺陷波前沿在示波仪器屏幕上的水平刻度值Ʈƒ相乘后与探头折射角正切值k之商。