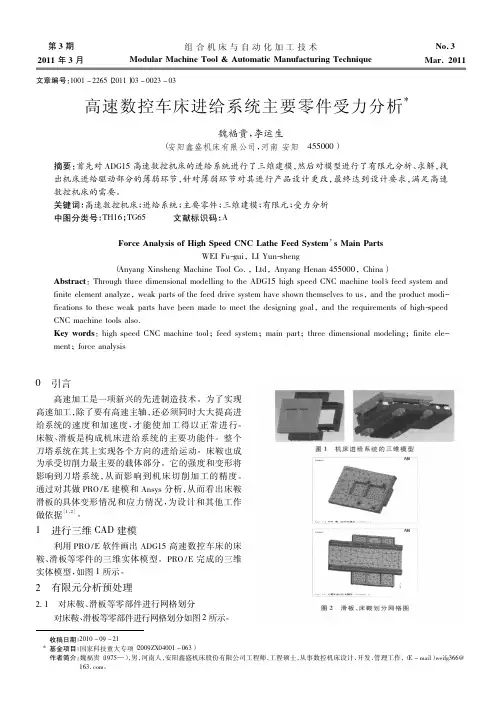
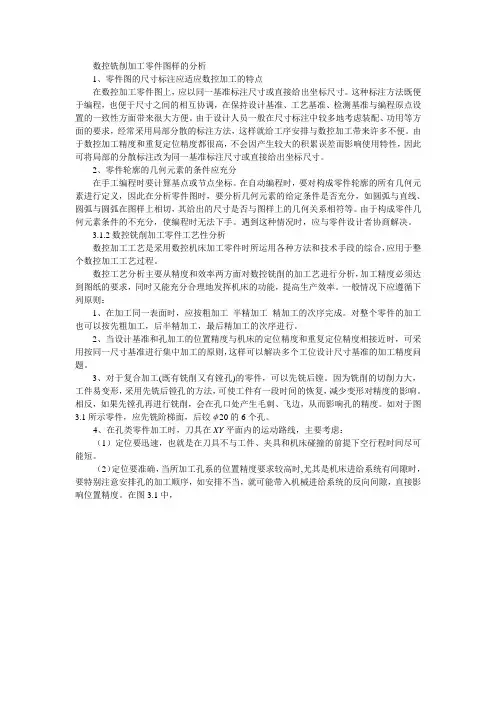
高速数控车床进给系统主要零件受力分析
- 格式:pdf
- 大小:866.67 KB
- 文档页数:3
数控铣削加工零件图样的分析1、零件图的尺寸标注应适应数控加工的特点在数控加工零件图上,应以同一基准标注尺寸或直接给出坐标尺寸。
这种标注方法既便于编程,也便于尺寸之间的相互协调,在保持设计基准、工艺基准、检测基准与编程原点设置的一致性方面带来很大方便。
由于设计人员一般在尺寸标注中较多地考虑装配、功用等方面的要求,经常采用局部分散的标注方法,这样就给工序安排与数控加工带来许多不便。
由于数控加工精度和重复定位精度都很高,不会因产生较大的积累误差而影响使用特性,因此可将局部的分散标注改为同一基准标注尺寸或直接给出坐标尺寸。
2、零件轮廓的几何元素的条件应充分在手工编程时要计算基点或节点坐标。
在自动编程时,要对构成零件轮廓的所有几何元素进行定义,因此在分析零件图时,要分析几何元素的给定条件是否充分,如圆弧与直线、圆弧与圆弧在图样上相切,其给出的尺寸是否与图样上的几何关系相符等。
由于构成零件几何元素条件的不充分,使编程时无法下手。
遇到这种情况时,应与零件设计者协商解决。
3.1.2数控铣削加工零件工艺性分析数控加工工艺是采用数控机床加工零件时所运用各种方法和技术手段的综合,应用于整个数控加工工艺过程。
数控工艺分析主要从精度和效率两方面对数控铣削的加工艺进行分析,加工精度必须达到图纸的要求,同时又能充分合理地发挥机床的功能,提高生产效率。
一般情况下应遵循下列原则:1、在加工同一表面时,应按粗加工_半精加工_精加工的次序完成。
对整个零件的加工也可以按先粗加工,后半精加工,最后精加工的次序进行。
2、当设计基准和孔加工的位置精度与机床的定位精度和重复定位精度相接近时,可采用按同一尺寸基准进行集中加工的原则,这样可以解决多个工位设计尺寸基准的加工精度问题。
3、对于复合加工(既有铣削又有镗孔)的零件,可以先铣后镗。
因为铣削的切削力大,工件易变形,采用先铣后镗孔的方法,可使工件有一段时间的恢复,减少变形对精度的影响。
相反,如果先镗孔再进行铣削,会在孔口处产生毛刺、飞边,从而影响孔的精度。

数控车床纵向进给系统设计(附录全套设计图)软件类型:国产软件授权方式:共享软件界面语言:简体中文软件大小:195 KB 文件类型:.rar 运行环境:Win2003,WinXP,Win2000,Win9X 软件等级:★★★★★ 发布时间:2011-04-29 官方网址:http:// 演示网址:http:// 下载次数:0软件介绍目录第1章概述 (1)1.1 设计目的 (1)1.2 进给系统概述 (1)第2章运动设计 (2)2.1 传动方案拟定 (2)2.2 丝杠螺母副的选择与计算 (2)2.2.1 丝杠螺母副的选择 (2)2.2.2 丝杠螺母副的计算 (3)2.2.3 滚珠丝杠螺母副的验算 (4)第3章动力计算 (8)3.1 电动机的验算 (8)3.2 齿轮的计算 (10)3.3 轴的设计 (13)总结 (19)参考文献 (20)第1章概述1.1. 设计目的机床课程设计是在金属切削机床之后进行的实践性环节,其目的在于通过机床进给运动机械变速传动系统的结构设计,使学生在拟定传动和变速的结构方案过程中,得到结构构思、方案分析、结构工艺性、机械制图、零件设计、编写技术文件和查阅技术资料的等方面的综合训练,树立正确的设计思想,掌握基本的设计方法,并培养学生具有初步的结构分析、结构设计与计算能力。
1.2. 进给系统概述进给系统的特点是速度低、消耗功率少、受力小,而速度越低越易出现爬行现象,而一般的捣鬼由于受摩擦力下降特性的影响,很难满足高精度的要求,特别是对于数控而言更不能适应精度要求。
而滚珠丝杠副基本上是滚动摩擦,摩擦阻力小,切摩擦阻力的大小几乎与运动速度完全无关,这样就有效的保证了运动的平稳性,克服了爬行现象的产生。
而且滚珠丝杠摩擦损失小,传动效率高,运动灵敏、低速时无爬行现象、轴向刚度高、寿命长、维护简单且具有传动可逆性并反向精度高等优点故而选用滚珠丝杠螺母副传动。

第一章、数控机床进给系统概述数控机床伺服系统的一般结构如图图1-1所示:图1-1数控机床进给系统伺服由于各种数控机床所完成的加工任务不同,它们对进给伺服系统的要求也不尽相同,但通常可概括为以下几方面:可逆运行;速度范围宽;具有足够的传动刚度和高的速度稳定性;快速响应并无超调;高精度;低速大转矩。
1.1、伺服系统对伺服电机的要求(1)从最低速到最高速电机都能平稳运转,转矩波动要小,尤其在低速如0.1r /min或更低速时,仍有平稳的速度而无爬行现象。
(2)电机应具有大的较长时间的过载能力,以满足低速大转矩的要求。
一般直流伺服电机要求在数分钟内过载4-6倍而不损坏。
(3)为了满足快速响应的要求,电机应有较小的转动惯量和大的堵转转矩,并具有尽可能小的时间常数和启动电压。
电机应具有耐受4000rad/s2以上的角加速度的能力,才能保证电机可在0.2s以内从静止启动到额定转速。
(4)电机应能随频繁启动、制动和反转。
随着微电子技术、计算机技术和伺服控制技术的发展,数控机床的伺服系统已开始采用高速、高精度的全数字伺服系统。
使伺服控制技术从模拟方式、混合方式走向全数字方式。
由位置、速度和电流构成的三环反馈全部数字化、软件处理数字PID,使用灵活,柔性好。
数字伺服系统采用了许多新的控制技术和改进伺服性能的措施,使控制精度和品质大大提高。
数控车床的进给传动系统一般均采用进给伺服系统。
这也是数控车床区别于普通车床的一个特殊部分。
1.2、伺服系统的分类数控车床的伺服系统一般由驱动控制单元、驱动元件、机械传动部件、执行件和检测反馈环节等组成。
驱动控制单元和驱动元件组成伺服驱动系统。
机械传动部件和执行元件组成机械传动系统。
检测元件与反馈电路组成检测系统。
进给伺服系统按其控制方式不同可分为开环系统和闭环系统。
闭环控制方式通常是具有位置反馈的伺服系统。
根据位置检测装置所在位置的不同,闭环系统又分为半闭环系统和全闭环系统。
半闭环系统具有将位置检测装置装在丝杠端头和装在电机轴端两种类型。
