10吨塑料桶
- 格式:docx
- 大小:283.83 KB
- 文档页数:3
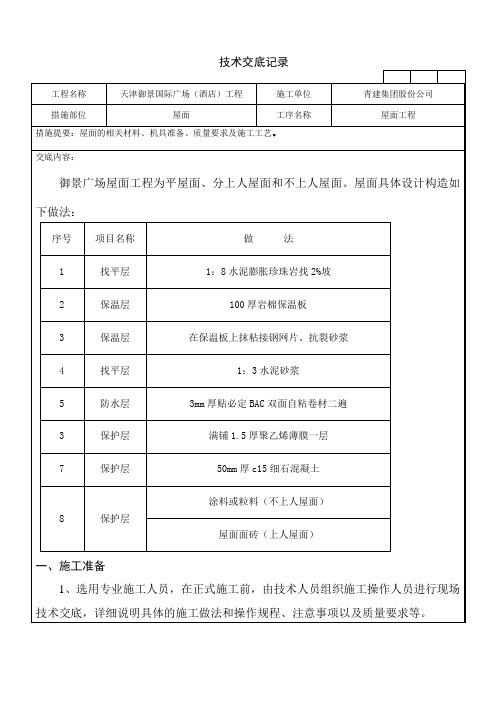

基本情况表1项目名称年产280吨糕点、饼干类食品生产加工项目建设单位重庆新米琪隆食品有限公司法人代表联系人联系电话邮政编码402260通讯地址重庆市江津区德感街道长江路1号附29号1-2建设地点重庆市江津区德感街道长江路1号附29号1-2立项审批部门重庆市江津区发展和改革委员会批准文号2019-500116-14-03-099367建设性质■新建□改扩建□技改行业类别C1411糕点、面包制造总投资400万环保投资25万元投资比例 6.25%占地面积/m2建筑面积1409.17m2评价经费/万元年能耗情况煤/万t,煤平均含硫量/%电 2.0万kw·h油/t天然气 3.6万m3用水情况(万t)分类年用水量年新鲜用水量年重复用水量生产用水0.020890.02089/生活用水0.015000.01500/合计0.035890.03589/工程内容及规模:1.1项目由来重庆新米琪隆食品有限公司是一家从事糕点类食品生产加工的厂家,随着人民生活水平的提高,人们对食品需求逐渐增加。
糕点类等食品的市场需求随之增大。
为满足市场需求,重庆新米琪隆食品有限公司拟投资400万元在江津区德感园区内租用位于友鼎·长江企业港标准厂房内的已建D17栋1楼共计1409.17m2新建“年产280吨糕点、饼干类食品生产加工项目”(以下简称“本项目”),主要建设年产200吨/年的桃酥饼、50吨/年的老婆饼、10吨/年的蛋糕及20吨/年的面包生产项目。
另重庆市江津区发展和改革委员会已对本项目的投资建设予以备案,备案项目编号:2019-500116-14-03-099367。
根据《中华人民共和国环境影响评价法》、《建设项目环境保护管理条例》、《建设项目环境影响评价分类管理名录》等的有关规定,业主委托我单位对此项目进行环境影响评价。
我单位承接了该项目环境影响评价工作,并在现场踏勘、资料收集、掌握了充分的资料数据、对有关环境现状和可能产生的环境影响进行分析的基础上,编制了该续表1(1)项目环境影响报告表。


一.设计原始资料1.净产水量:3000m3/d2.水源为河水3.(1)最高浑浊度为2000NTU(2)碱度为5mg/L(3)总硬度:月平均最高368mg/L, 月平均最低156mg/L(4)PH值:6.9—7.6(5)色度:12度(6)大肠菌群数:1800CFU/100ml(7)水温:月平均最高27.7℃月平均最低6.9℃4.净化出水要求:达到《国家生活饮用水卫生标准》(GB5749-2006)要求。
5.净水厂地形图:比例尺1:2006.地形资料:拟建水厂厂址地形平坦,地质为砂质粘土,地基承载力特征值fa=600kPa,无地下水7.各种材料均可供应。
二、水厂工艺流程选择(一).确定净水厂的设计水量根据GB50013—2006规定:水处理构筑物的设计水量,应按最高日供水量加水厂自用水量确定。
水厂自用水率应根据原水水质、所采用的处理工艺和构筑物类型等因素通过计算确定,一般可采用设计水量的5%~10%。
当滤池反冲洗水采取回用时,自用水率可适当减小。
考虑滤池反冲洗水采取回用及用水安全,自用水率取8%则设计水量G=000×(1+0.08)=3000 m3/d(二)确定净水厂工艺流程和净化构筑物的型式原水的含沙量或色度、有机物、致突变前体物等含量较高,臭味明显或为改善凝聚效果,可在常规处理前增设预处理。
原水来自河水含沙量较低,色度12度,满足GB5749-2006 《生活饮用水卫生标准》,可以不进行原水的预处理。
设计工艺流程:取水→一级泵站→管式静态混合器→穿孔旋流絮凝池→斜管沉淀池→无阀滤池→消毒剂→清水池→二级泵站→用户三、混凝剂的投配根据最高浊度,此河水水质与长江水类似,则混凝剂PAC采用碱式氯化铝(含三氧化二铝10%),投加量最高为20mg/L,无需助凝剂。
沉淀或澄清时间1.2h。
每天工作时间为18h。
1.溶解池W1和溶液池W2的确定W2=aQ/417cn=18×100×20×5400/18 /(1000×1000×10×2)=0.54m3n----液体投加混凝剂时,溶解次数应根据混凝剂投加量和配制条件等因素确定,每日不宜超过3次,取2次。

2013.6饲料与添加剂辽东学院农学院 罗永成贝类育苗单胞藻培养技术随着贝类人工育苗技术的发展,单胞藻饵料的培育已成为育苗过程中的关键技术。
在贝类人工育苗过程中,需要培养大量的优质单胞藻作为幼体贝的饵料。
单胞藻培养的好坏,直接影响育苗的成败。
一、一级培养(保种室)1.培养设施 为在贝类人工育苗季节保存高纯度的优质藻种,育苗厂应具备专用的保种室,其面积大小依据规模而定。
保种室四面用玻璃窗采光,并加装人工光源,以备阴雨天光线不足时使用。
若是透明玻璃钢瓦屋顶的保种室,则在夏季高温时,会因光线太强和室温过高而抑制单胞藻生长,甚至“烫死”单胞藻,因此屋顶应设遮光设施。
室内应配有温度计,保种常用5000毫升三角烧瓶,用煮沸过滤海水。
保种室应储备以下用品,酒精棉、脱脂棉、筛绢网(300目)、显微镜、滤纸等器材,另在保种室旁配置专门的配药房,面积根据实际情况而定,保持配药房整洁干净。
2.培养条件 保种时每天需摇瓶3~4次,防止菌膜产生。
培养架上安装日光灯做光源,以备自然光不足时补充,强光照射用白窗帘遮光。
保种室的温度应控制在单胞藻的适温范围内,一般在北方应具备升温设施,使硅藻保持在16~18℃,金藻保持在20~22℃。
3.培养方法和步骤 培养容器内外先用稀H C剂清洗,再用淡水冲洗。
用300目的筛绢网把脱脂棉包裹在内过滤海水,然后用淡水冲去瓶外的生海水,放在电炉上加热消毒,海水煮沸后停5分钟至水泡消失,然后再加热煮沸,至水泡消失。
这样对细菌和原生动物的杀灭比较彻底,冷却备用。
4.营养盐 金藻、硅藻营养盐配方:分别配制甲液和乙液,然后按比例进行混合后使用。
甲液配方:三氯化铁6克、氯化锰1.5克、硼酸150克、钠盐220克、硝酸钠500克、硫酸二氢钠200克、微量金属溶液5毫升、蒸馏水5000毫升;乙液配方(微量金属溶液):氯化锌4克、氯化钴3克、钼酸铵1.5克、硫酸铜1.5克、蒸馏水200毫升。
将消毒冷却后的甲液与乙液按100∶1的比例混合,如果培育金藻每1000毫升营养液需加入维生素B 1(0.1克/支)和维生素B 12(0.5毫克/支)各一支。
宝鸡市豪城天下屋面施工方案编制:审核:批准:陕西省第七建筑工程公司豪城天下项目部二〇〇九年四月十五日豪城天下C区11#~16#住宅楼屋面施工方案1.0编制依据:豪城天下C区11#~16#住宅楼施工图纸豪城天下C区11#~16#住宅楼图纸答疑记录及工作联系单《屋面工程质量验收规范》GB50207-2002陕西省02系列建筑标准设计图集:陕02J01《建筑施工手册》第四版缩印本1.1工程概况本工程主体结构为六层转混结构,建筑面积约30000平方米,本工程抗震设防烈度为七度,屋面防水等级为Ⅲ级,防水层合理使用年限为10年。
屋面分为铺地砖露台为上人屋面(卷材)和坡屋面挂瓦、楼梯间屋面不上人屋面(卷材、涂膜)。
设计图纸上上人屋面为露台;不上人屋面包括坡屋面挂瓦、雨棚和楼梯间屋面。
2.0施工准备2.1技术准备2.1.1屋面工程施工前,应认真阅读图纸,熟悉《屋面工程质量验收规范》GB50207-2002相关要求,掌握施工图中的细部构造要求。
2.1.2施工负责人应向施工队伍进行书面技术交底和安全交底。
明确施工工艺和质量标准要求。
2.1.3屋面工程施工时,应建立各道工序的自检、交接检和专职人员检查的“三检”制度,并有完整的检查记录。
每道工序完成,应经监理单位(或建设单位)检查验收,合格后方可进行下道工序的施工。
2.1.4屋面工程所采用的防水、保温隔热材料应有产品合格证书和性能检测报告,材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
2.2材料准备及要求2.2.聚合物防水涂膜各项指标均应满足JC/T894-2001《聚合物水泥防水涂料》各项指标要求。
2.2.2SBS防水卷材各项指标均应满足GB 18242-2000《弹性体改性沥青防水卷材》各项指标要求。
2.2.3保温板质量指标符合《屋面工程质量验收规范》GB50207-2002附录A.0.4款2条要求。
2.2.4焦渣粒径为5~40㎜,不含石块、土块、重矿渣和未燃尽的煤块等杂质。
凤凰广场漠化锂机组拆除方案一、编制依据1.1根据现场情况现状及业主的相关要求。
1.2国家、地方有关施工规范、规程(1)质量管理体系要求GB/19001-2000;(2)建筑施工安全检査评分标准JGJ59-99:(3)环境管理体系规范及要求GB/T24001-2400;(4)职业健康管理体系规范GB/T28001-2001:(5)《建筑施工安全检査标准》JGJ59-99;(6)《建筑机械安全使用技术规程》JGJ33-2001:(7)《建筑拆除工程安全技术规范》:(8)《起重器吊装作业安全技术规范》。
二、工程概况拟对空调机房内原有3台旧滉化锂设备解体拆除,机房内冷冻水、冷却水分支管道及水泵拆除,解体后的废旧材料根据现场条件通过锅炉房泄爆口吊运出去,吊车位置为泄爆口靠湖南路边,下图花草后面即是泄爆口位垃。
¥三、拆除计划本次拆除考虑到安全隐患,拆除工作尽量白天施工。
拆除工期紧,拆除难点主要在于机组体积大,不便整体运岀,工期时间短只能大体积分体切割,最大起吊重疑估计在30吨左右,吊车位置有限且吊运只能晚上进行:汁划10天内完成,因为工期短,不够时间在机房解体吊运,初步分体后最大件重量25-30 吨左右,在人行道位宜需要130吨位的吊车,如果在马路上布置吊车需要260吨位的,但是考虑到马路F而是2层地F室结构,吊车自重加上起吊物,对马路的承重风险要大于130吨在人行道的风险,请物业协调尽虽:允许在人行道上放置130吨吊车,最终使用 130吨位还是260吨位吊车根据情况再左。
施工时机房内集中人员il•划在5-7天时间内把妨碍机组移动的冷冻水、冷却水管道拆除,设备主体起重工初步调整机位,后面分两个晚上吊运,第一晚吊运2号机组上去和拆除废管道,淸空机房杂物,第二晚移动1、 3号机组炉体和主体到2号吊运位宜。
为了安全管理,杜绝交叉施工,分步有序按计划拆除。
以上计划,大概顺序都是先抽取渙化锂溶液,然后把锅炉部分拆开、拆开蒸发器、冷凝器分成三大件分批吊运到地而运走,通过逐步拆解,化大为小,减少拆除风险和吊运风险。
用水的调查报告(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如条据书信、合同协议、演讲致辞、规章制度、应急预案、读后感、观后感、好词好句、教学资料、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample essays, such as policy letters, contract agreements, speeches, rules and regulations, emergency plans, reading feedback, observation feedback, good words and sentences, teaching materials, other sample essays, etc. If you want to learn about different sample formats and writing methods, please pay attention!用水的调查报告关于用水的调查报告在人们越来越注重自身素养的今天,越来越多的事务都会使用到报告,要注意报告在写作时具有一定的格式。
10吨塑料桶生产工艺程序
目的
为了规范生产过程,加强生产过程控制,统计操作方法,确保产品质量,满足顾客要求。
适用范围
适用于200L-50T塑料桶 10吨塑料桶
1.原材料的准备
1.1由生产技术科出具生产指令单将生产任务下达生产车间,生产指令单一式二份,一份
生产科保存,一式车间保存,保存时间半年。
1.2生产车间在接生产指令单同时领取生产用设计图纸和原始记录表格。
1.3车间按《旋塑储罐生产配料处方》或按生产指令单备注栏所特定的要求到仓库领取合
格的PE原料。
1.4原材料称量前,对磅称进行校正,称量时,读数双人复核,并填写好原始记录。
2.模具的准备和加料合模
2.1车间按生产设计图纸要求调用图纸规定的模具,到规定的场地,模具包括桶身、封头、
人孔、法兰、滚圈及拼装辅件。
2.2按生产设计图纸要求拼装模具,预留加料孔,拼装完毕后,要求按图纸反复核对模具
尺寸、人孔、法兰的位置。
2.3拼装的模具,对封隙大的缝使用石绵带进行填补。
2.4检查模具内的光洁度、圆整度,要求圆整、光洁,检查合格后,内壁涂上规定量的甲
基硅油脱模剂。
2.5 将准备好的配料塑料PE加入模具,拼装最后使之合模。
2.6将准备后模具小心吊入旋塑主机的轮轨准备进行加热成型。
3.钢衬罐体的制作
3.1按生产设计图纸要求,选用合格的规定钢板型材和外加工封头等构件,用卷板机卷制
规定、尺寸的罐体。
3.2按JB/T 4735-1997《钢制焊接常压容器》要求对罐体进行整合焊接。
3.3按生产设计图纸要求焊接钢网、人孔、法兰、支架、吊耳等辅件。
3.4对整合的罐体焊缝进行打磨抛光处理。
3.5最后反复核对罐体的外型尺寸,人孔、法兰大小和位置,检查焊缝是否符合规定,钢
网是否牢固。
3.6检查合格后焊上轨轮,加料工作同2.5-2.6。
4.旋塑成型和脱模
4.1检查旋塑主机、电器、机械,运行部件是否正常。
4.2开启滚轮向转动按钮,并检查主机声和振动是否正常。
4.3开启液化气(天气冷对液化气钢瓶全30-40℃循环热水加热),点燃火把,进行加热成
型。
4.4首先对罐体封头(底)二端进行加热成型,开启摇摆旋转按扭,调节主机转速1000转
/分,使罐体封头或底到达最低位置,根据不同尺寸的封头或底确定时间,一般时间为5-10
分钟,使用红外线测温仪测得罐体温度应在200~250℃之间。
4.5一端加热完毕后,开启摇摆旋转按钮,使罐体另一端封头或底到达最低位置,操作同
4.4。
4.6重复4.3、4.4操作并根据封头底形状大小决定循环摇摆烧制的次数,一般封头烧制
3-4次,平底烧制4-6次。
4.7最后烧制桶身,开启摇摆旋按钮,使罐体到达水平位置,并开启罐体人孔观察孔,根
据罐体尺寸大小,加料重量,决定烧制时间,通过观察孔观察决定最后烧制时间,如观察到
罐体内无粉料和罐壁颜色变为透明即为烧制终点,一般时间为 分钟,烧制过程中用红外
线测温仪,测得罐体温度应在170~190℃之间。
4.7到达桶身烧制终点后,关闭液化气,停止加热,继续开启滚轮旋转条件下,自然冷却
至40~60℃。
4.8关闭旋转按扭,将罐体吊至脱模场地。
4.9拆卸模具,将成型罐体从模中脱出,供后加工工序进行整修,脱出的模具简单拼装吊
至规定的模具存放场所存放,供以后使用。
4.10钢衬罐可直接送至,后加工工序进行整修加工。
4.11记好原始记录,做好车间清场卫生工作。
5.后加工整修
5.1对脱模的罐体内外接缝、人孔、法兰等连接处和罐体表面有缺损部分用PE焊条填补并
进行打磨。
5.2对由于模具缝隙大以及桶内挂料而凸出部分用砂轮进行打磨处理。
5.3按生产用设计图纸要求,开启法兰洞孔,焊接人孔法兰,浮球液位洞孔。
5.4按生产用设计图纸要求焊接支架,罐内档板撑杆和浮球液位装置等。
5.5填写脱模记录。
6.检验出厂
6.1质检部门按图纸要求及企业标准进行验收。
6.2验收合格后,成品贴上或印上具有品名、规格、型号、厂名的标签并开具产品合格证。
6.3凭市场部开具的出厂单准许出厂。