专用夹具设计案例
- 格式:doc
- 大小:2.97 MB
- 文档页数:23
专用钻床夹具的设计
专用夹具的设计过程包括:
1、准备阶段
2、设计阶段
3、绘图阶段
4、标注尺寸、技术要求
5、编写零件明细表
6、绘制非标准夹具零件图
下面以某麦稻联合收割机中的一零件为例,介绍钻床专用夹具的设计过程。
1.1准备阶段
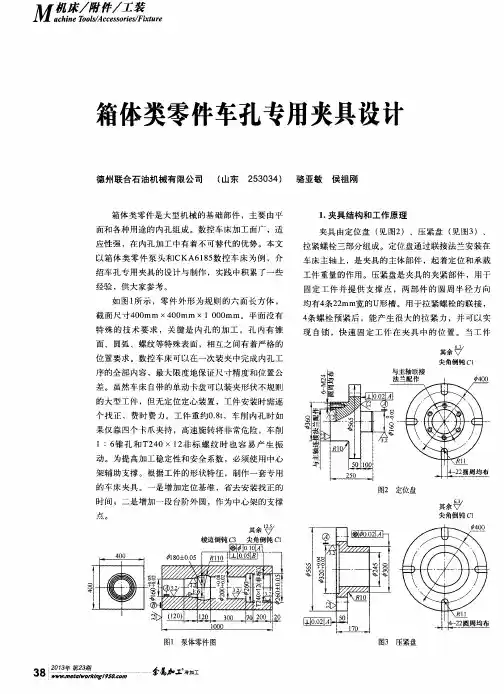
该零件的零件图见图1。
生产类型:中批生产。
毛坯类型:棒料:φ110X15
零件的加工工艺流程见表1。
现要求设计第30道工序的专用钻床夹具。
第30道工序的机械加工工艺卡片见表.2。
机床:Z5125 刀具:φ7钻头(W18Cr4V)
1.2设计阶段
1.根据零件图和工艺过程确定零件定位夹紧方案
根据零件特点,按照工艺过程要求,确定工件定位夹紧方案,设计夹具的总体结构。结果见图2所示。
图 2 根据夹紧方案设计的夹具总体结构
图 1 零件图 表1 零件的加工工艺流程
机械加工工艺过程卡片 产品型号 零件图号 4LG1-1.4-02
产品名称 零件名称 轴承盖 共 页 第 页
材 料 牌 号 A3 毛 坯 种 类 棒料 毛坯外形尺寸 φ110X25 每毛坯件数 1 每 台 件 数 2 备 注
工
序
号 工 名
序 称 工 序 内 容 车
间 工
段 设 备 工 艺 装 备 工 时
准终 单件
01 备料 棒料 φ110X25
05 车 车左端面、φ45外圆、钻φ36内孔。 CA6140
10 车 车右端面、φ104外圆、车φ72内孔。 CA6140
15 检 检验
20 车 车φ45外圆。 CA6140
25 车 车右端面、车φ72内孔。 CA6140
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
(续)
机械加工工艺过程卡片 产品型号 零件图号 4LG1-1.4-02
产品名称 零件名称 轴承盖 共 页 第 页
材 料 牌 号 A3 毛 坯 种 类 棒料 毛坯外形尺寸 φ110X25 每毛坯件数 1 每 台 件 数 2 备 注
工
序
号 工 名
序 称 工 序 内 容 车
间 工
段 设 备 工 艺 装 备 工 时
准终 单件
30 钳 钻3-φ7通孔。 Z5125
35 铣 铣R16圆弧槽。 X6132
40 检 检验入库
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
表 2 第30道工序机械加工工艺卡片
机械加工工序卡片 产品型号 零件图号 4LG1-1.4-02
产品名称 零件名称 轴承盖 共 页 第 页
车间 工序号 工序名称 材 料 牌 号
30 钳 A3
毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数
棒料 φ110X15 1 2
设备名称 设备型号 设备编号 同时加工件数
Z5125 1
夹具编号 夹具名称 切削液
专用夹具 ZYJJ-03 冷却液
工位器具编号 工位器具名称 工序工时 (分)
准终 单件
工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时
r/min m/min mm/r mm 机动 辅助
装夹 钻头φ7(W18Cr4V)、
专用夹具(ZYJJ-03)
φ7塞规、游标卡尺(0~125:0.02)
孔距综合量具(ZYLJ-01)
1 钻3-φ7孔。 315 6.92 手动进给 3.5 1
2 去毛刺。
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改 件号 签 字 日 期
2.定位方案设计
(1)在本设计方案中,工序尺寸为φ85±0.27、φ71.00+,工序基准为孔的中心线。要满足加工要求理论应限制的自由度为:。
(2)根据工序基准选择φ72孔中心线及工件大端面为定位基准,结合第2章的内容,确定内孔采用φ7268gH的孔轴配合定位,工件大端面用平面定位。通过定位实际限制了工件的五个自由度。定位元件布置如图3所示。
图 7-3 布置定位元件
(3)定位误差分析
对尺寸φ85±0.27而言,工序尺寸为42.5±0.135。
Δjb:
定位基准为φ72孔中心线,工序基准为φ72孔中心线,基准重合。
故Δjb=0;
Δdb:
工件以φ72圆孔定位,为任意边接触。
Δdb=ΔD+Δd+Δmin
ΔD=0.046 Δd=0.019 Δmin=0.010
Δdb=0.075
Δdw=Δjb+Δdb =0+0.075=0.075
ΔT=0.27 ΔT/3=0.090
Δdw=0.075<ΔT/3=0.090
对φ71.00+而言,因为是钻孔加工,属定尺寸刀具加工,故其由刀具保证。
经校核,该定位方案可行。
3.布置导引元件
(1)确定钻套形式
根据零件的加工特点,钻套形式选用固定钻套,钻套以H7/n6固定在钻模板上。 (2)确定对刀位置尺寸:
对尺寸φ85±0.27确定对刀尺寸
工序尺寸:42.5±0.135。
对刀尺寸:基本尺寸与工序尺寸相同(42.5),公差取1/3IT,即0.27/3=0.09。
故对刀尺寸为42.5±0.045。
(3)计算钻套导孔尺寸:
导孔的基本尺寸:取刀具刃部基本直径,即φ7。
导孔偏差:上偏差=刀具刃部上偏差+F7上偏差,即上偏差=0+0.028=+0.028
下偏差=刀具刃部上偏差+F7下偏差,即下偏差=0+0.013=+0.013.
故导孔尺寸为φ7028.0013.0++
(4)计算对刀误差:
△jd=2321222121)2(xxee++++δ
其中:1δ=0.09;e1=0,e2=0,X2=0.028+0.022=0.05,
X3=HX2(B+h+0.5H)=0.05/10(16+7+0.5X10)=0.14
△jd=0.16
(5)确定夹具精度误差
由于钻床夹具没有位置误差,jw△=0。所以夹具精度误差
222jdjwdw+△+△△=22216.00075.0++=0.177≤2/3T=0.27X2/3=0.18
根据总体结构设计,选择合理的导引元件。布置导引元件见图7-4所示。
图4 布置导引元件
4.布置夹紧装置
根据总体结构设计,结合钻床夹具的特点和第3章的内容,选择合理的夹紧装置。布置夹紧装置见图
5所示。
5.设计夹具体,完成夹具总装图
根据总体结构设计,结合前面钻床夹具的各部分结构,选择结构合理的夹具体。夹具总装图见图7-6所示。
1.3绘图阶段 绘制夹具总装图时,一般绘图比例都选择为1:1。主视图尽量选择为夹具在机床上工作时与操作者正对的位置。被加工零件用双点划线画出外轮廓和主要表面(定位面、夹紧面、加工面),可视为透明体,可对其剖视表示,其加工余量用网纹线表示。
图5 布置夹紧装置
图 6 夹具总图
1.4标注尺寸和技术要求 1.尺寸标注
A类尺寸:φ160、106。
B类尺寸:φ72H8/g6。
C类尺寸:φ85±0.09、φ7028.0013.0++、42.5±0.045。
D类尺寸:钻夹具无此类尺寸。
E类尺寸:φ20H7/g6、φ30H7/g6、φ12H7/n6。
2.技术要求
夹具总装图上的技术条件包括:装配过程中的注意项目;装配后应满足的位置精度要求;操作要求等。本夹具装配后应满足的位置精度要求主要有:
(1)H1:心轴大定位面与定位心轴轴线的垂直度≯φ0.02:100mm。
(2)H2:心轴大定位面与夹具体底面的平行度度≯0.02:100mm。
(3)H4:钻套轴线与夹具体底面的垂直度≯φ0.05:100mm。
(4)H5:钻套轴线所在圆φ85的中心线与定位心轴轴线的同轴度≯φ0.02。
(5)H6:各钻套线与定位心轴轴线的位置度≯φ0.05。
1.5编写零件明细表
按照国家机械制图标准的规定,对夹具总装图中的各个零件进行编号,并在标题栏上方画出零件明细表及填写具体信息。如图7所示。
1.6绘制非标准夹具零件图
根据夹具总装图,拆画非标准零件的零件图。标准零件按照国标要求标注出具体的规格型号。非标准零件的零件图如图8、图9和图10所示。
图 7 夹具总装图
图 8 夹具体