纺纱原理与设备的并条工序(一)
- 格式:ppt
- 大小:413.00 KB
- 文档页数:15
纺纱主要工艺流程纺纱是将棉、麻、丝、毛等纤维转变为纱线或线条的过程。
纺纱的主要工艺流程包括梳理、粗纺、细纺和整理。
首先是梳理。
梳理是将纤维进行分散和梳理的过程,以去除纤维外的杂质、短纤维和粗纤维。
梳理分为粗梳和细梳两个阶段。
粗梳通过梳理机将纤维梳理成成束的纤维,然后通过细梳机对粗梳后的纤维进行进一步的梳理,使纤维更加均匀。
接下来是粗纺。
粗纺是将纤维进行加捻、拉伸和加工的过程,以形成纱线。
首先,纤维被送入粗纺机,通过锭子旋转的力量进行加捻和拉伸。
接下来,纤维通过纱锭和卷绕器,形成纱线,并通过张力控制装置控制纱线的张力。
然后是细纺。
细纺是将粗纺纱进行更进一步的拉伸和加工的过程,以增加纱线的强度和均匀度。
在细纺前,由粗纺机产生的纱线经过柔饰机和切割机进行处理,去除杂质和不理想的纤维。
然后,纱线通过细纺机进行拉伸和加工,同时控制纱线的张力和速度。
最终,纱线变得更加细腻柔软,并且具有更好的强度和均匀度。
最后是整理。
整理是将纱线进行染色、整理和最后加工的过程。
首先,纱线经过浸渍、均染和脱水,以使纱线上色均匀。
然后,通过整烫、整平、整理机和烘干等设备,将纱线整理成最终的形状。
最后,纱线经过卷绕机,成为纱锭或线束,准备用于织造或编织等纺织工艺。
纺纱主要工艺流程是一个复杂而精细的过程。
每个工艺环节都需要仔细控制和调节,以确保产生高质量的纱线。
同时,不同的纤维材料和纱线要求可能需要调整工艺参数,以满足不同的需求。
随着纺织技术的不断进步,纺纱工艺正在不断改进和创新,以提高生产效率和纱线质量。
第一章绪论1、纺纱基本原理(松解、集合、开松、梳理、牵伸、加捻、除杂、精梳、混和、卷绕)P1~2页及PPT教案。
2、纺纱工程包含的工序①初步加工工序:原棉的轧棉;原毛开洗烘及含草多时炭化;麻类纤维脱胶;绢纺中的精练以去除丝胶、油脂等。
②梳理前准备工序:棉纺即开清棉工程,制成棉卷(定量单位为克/米)或均匀的棉流。
使用机台为开清棉联合机。
毛纺即和毛。
使用机台即和毛机。
麻纺即精干麻→机械软麻→给湿加油→分磅堆仓→开松③梳理工序:棉纺盖板梳理机,制成生条(定量单位克/5米);毛、麻、绢纺用罗拉梳理机。
④精梳工序:对棉纺而言,是精梳前准备工序(制精梳小卷)+精梳机(制精梳棉条)的统称。
⑤并条(针梳)工序:制半熟条、熟条。
涉及并合原理、牵伸原理、混和原理(涤棉混纺纱采用棉条混和)。
⑥粗纱工序:制粗纱(定量单位为克/10米)。
⑦细纱工序:制细纱(定量单位为克/100米)。
⑧后加工工序:络筒、并纱、捻线、烧毛、上蜡、丝光等。
3、棉纺纺纱系统(普梳系统、精梳系统、废纺系统:与普梳系统相比,无并条工序)化纤与棉混纺系统(精梳系统:棉要经过精梳、涤要经过预并、然后三道混并普梳系统:棉不需精梳但要经过预并、涤要经过预并、然后三道混并)第二章纤维原料初加工与选配1、轧棉机分类、轧棉质量判断(三观察:外观变化、长度变化、皮辊棉黄根的多少及锯齿棉疵点的多少)。
2、棉包质量的标识方法(P9页。
类型代号、品级代号、长度代号、马克隆值代号)。
3、“三丝”定义,三丝含量分档(“无、低、中、高”四档)。
4、含糖棉的处理方法。
5、乳化洗毛原理及工艺流程。
(P12~13页)6、炭化原理。
7、麻纤维脱胶基本原理(微生物脱胶、化学脱胶)。
Chapter3 原料的选配与混合配棉定义:棉纺厂将几种唛头、地区或批号的原棉,按比例搭配使用的方法。
1.配棉目的或意义(能满足不同纱线的质量要求、能保持生产过程和成纱质量的相对稳定、多唛混纺,混和批量大,混和棉的性能差异也较单一品种间的原棉性能差异为小,因而采用混和棉纺纱既可增加投产批量,又能在较长时期内保持原棉性能的稳定,确保生产过程和成纱质量的相对稳定、能节约原棉和降低成本)3.原棉主要性能(长度、短绒、细度等)与成纱强力、条干间关系。
纺纱车间是纺纱工程的一个系统工程,它的工序多,工艺流程长,结构复杂,要求产品的质量较严,所以工艺、操作、设备就成为纺纱的三项基本管理。
工艺是关键,设备是基础,操作是保证,三者相辅相承,缺一不可。
纺纱车间一般分为条染复精梳工序、前纺工序、后纺工序。
而在我厂则为条染工序、前纺工序(包括复精梳和前纺)、后纺工序。
具体工艺流程为:条染(进厂毛条→梳理→染色→复洗→成球)前纺(B412混条→三道GC15针梳机→PB33精梳机→两道GC15针梳机(成球)→混条→三道GC15针梳机→GV20高速立式针梳机→FMV41粗纱机)→后纺(清泽450细纱机(国产505细纱机)→德国赐莱福AC338电容式络筒→机瑞士SSM并线机→德国福克曼VTS-08(09)倍捻机)→成纱。
一、各工序的任务及作用(一)、条染工序:主要是对原毛条进行染色、复洗。
Ccc (二)、前纺工序(设备为法国NSC)对纤维的作用主要是牵伸、梳理、并和、加捻卷绕,在整个加工过程中以牵伸为主。
在前纺工序还有些辅助环节,如在生产中加入和毛油、抗静电剂等以及在一定环境中的储存,恢复纤维疲劳,减少内应力。
其任务就是将毛条抽长拉细到一定克重的粗纱条子,以供细纱生产。
(三)、后纺工序1、细纱工序:将前纺生产加工制造的粗纱进一步抽长拉细到需要的支数,并加以一定的捻度,使其具有一定的强力和弹性,最后卷绕到一定尺寸的纱管上。
我厂采用的为环锭细纱机。
2、络筒工序:把细纱纱穗的小卷装制成容量较大的筒子,有利于提高下道工序的效率,减少回丝,并清除有害纱疵,提高纱线质量。
3、并线工序:将两根或两根以上的纱线在同一张力下并和,卷绕一定形状的筒子上,以利于下道工序生产。
4、倍捻工序:给于纱线一定的捻度,生产出条干均匀,强力增加光泽柔和,并具有一定耐磨性的纱线。
5、蒸纱工序:它是纺纱车间的最后一道工序,凡是所有的纱批在织造使用前,都必须经过蒸纱定性后,才可以使用。
其作用就是为了消除纱线内部纤维的静电和应力,使在不平衡紧张状态下的纤维应力趋向于平衡,稳定捻度,防止捻度不匀和在织造过程中因纱线回捻而生小辫扭结,利于制造工序的使用。
纺织厂并轴工作流程同学们!今天咱们来聊聊纺织厂里并轴这个神秘又有趣的工作流程。
大家都知道纺织厂会生产出各种各样漂亮的布料,那并轴就是其中很重要的一个环节。
咱们来看看并轴到底是干啥的。
简单来说,并轴就是把多根纱线合并在一起,形成一个更粗、更结实的纱轴,为后面的织布工序做好准备。
那并轴工作是怎么开始的呢?第一步,工人师傅们要把准备好的纱线筒子放到指定的位置上。
这些纱线筒子就像是一个个等待集合的小士兵,整整齐齐地排列着。
接下来,就是要把这些纱线引出来啦。
这可需要特别小心,不能让纱线缠在一起或者断掉。
师傅们就像有一双神奇的手,能让纱线乖乖地顺着轨道走。
纱线会经过一些导纱装置,这些装置就像是给纱线指引方向的小交警,让它们能够顺利地走到一起。
在并轴的过程中,还有一个很关键的步骤,就是要控制好纱线的张力。
张力太大或者太小都不行。
如果张力太大,纱线可能会被拉断;张力太小呢,纱线又会松松垮垮的,影响后面的织布质量。
这就好像我们拉橡皮筋,拉得太紧会断,太松又没弹性。
并轴的时候速度也得把握好。
太快了容易出问题,太慢了又影响效率。
这就跟我们跑步一样,得保持一个合适的速度,才能又轻松又快地到达终点。
比如说,有一次在并轴的时候,速度调得太快了,结果纱线一下子就乱了套,工人师傅们费了好大的劲才把它整理好,这可耽误了不少时间。
当纱线都顺利地合并在一起后,就会被卷绕到一个大的纱轴上。
这个纱轴可重啦,但是它承载着所有纱线的希望,等待着去为生产出漂亮的布料贡献力量。
在整个并轴工作流程中,工人师傅们还得时刻盯着,看看有没有什么异常情况。
一旦发现问题,就得赶紧停下来解决。
纱线断了要及时接上,设备有故障了要赶快维修。
这就像是我们考试的时候,要时刻注意自己有没有写错答案,有错误就得赶紧改正。
最后,并好轴的纱线还要经过质量检测。
检查一下合并得是不是均匀,有没有瑕疵等等。
只有质量合格的纱轴才能被送到下一道工序。
并轴工作流程虽然看起来有点复杂,但每一个步骤都至关重要。
1.纺纱原理与设备纺纱:用物理或机械的方法将纺织纤维纺成纱线的过程。
纺纱原理:初加工、原料的选配、开松除杂、混和、梳理、精梳、并合、牵伸、加捻、卷绕等。
纺纱方法:传统纺纱方法、新型纺纱方法。
纺纱设备:开清棉联合机、梳棉机、精梳机、并条机、粗纱机、细纱机。
2、精梳系统→精梳纱配棉→开清棉→梳棉→精梳准备→精梳→头并→二并→粗纱→细纱→后加工3、原料选配的目的和原则1.目的:(1)保持产品质量和生产的相对稳定;(2)合理使用原料;(3)节约原料和降低成本;(4)增加花色品种。
2.原则:(1)根据产品用途选配原料;(2)满足工艺要求、稳定生产。
4、原料混合的目的与要求1.目的:稳定成纱质量2.要求:含量正确和分布均匀混合方法:(1)散纤维(包)混合;(2)条子混合。
混合计算1.散纤维投料比计算:设A,B两种成分的成纱混纺比为K1’、K2’,A、B两种成分的投料比为K1、K2,则K1’+ K2’=1,K1,+K2=1.设A、B两种成分单独纺纱时额制成率分别为Q1、Q2,则A成分的成纱混纺比(干重比)为:K1’=Q1K1/(Q1K1+Q2K2)由此解得K1.混纺比:混纺纱中以混纺纤维干重计算的比例。
投料比:混纺纱中以混纺纤维湿重计算的投料比例。
5、开清棉联合机的组成按主要作用一般分为四类机械。
1.抓棉机械:抓取棉束和棉块喂给前方机械。
有开松、混合作用。
2.混、给棉机械:混棉机(棉箱、角钉机件)将原料充分混和,给棉机均匀给棉(靠近输出部位)。
有混和、除杂、开松作用。
3.开棉机械:利用各种打手,打击、松解棉块,初步除杂(如双轴流开棉机、豪猪开棉机)。
4.清棉机械:细致开松除杂,成卷或由气流将棉丛送至梳棉机。
5.清棉成卷机6、相邻两针面间的基本作用1.分梳作用:当两针齿的沿针分力方向均指向针根时。
2.剥取作用:两个针面按针尖方向相互交叉配置,并且它们之间有足够小的隔距。
两个针面相对运动的方向是顺着针尖方向的。
3.提升作用:两个针面按针尖方向平行配置,并且它们之间有足够小的隔距。
纺织工艺流程纺织工艺流程包括纺织工艺和织造工艺两部分。
纺织工艺流程主要包括:清棉、梳棉、精梳、并条、粗纱、细纱。
织造工艺流程主要包括:络筒、整经、浆纱、穿经、织造、整理。
一、纺纱工艺流程主要设备及任务:1、清棉工序:开棉机:将紧压原棉松解成小的棉块或棉束,以方便混合、除杂。
清棉机:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。
混棉机:将不同成分的原棉进行充分而均匀地混合。
成卷机:支撑一定重量、长度、厚薄均匀、外形良好的棉卷。
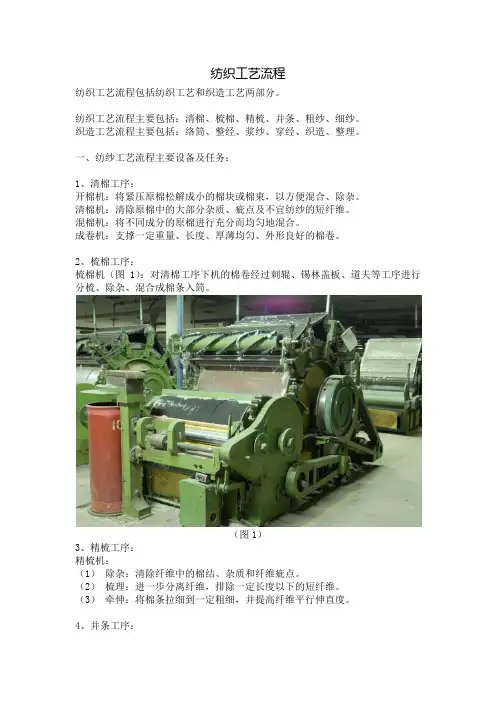
2、梳棉工序:梳棉机(图1):对清棉工序下机的棉卷经过刺辊、锡林盖板、道夫等工序进行分梳、除杂、混合成棉条入筒。
(图1)3、精梳工序:精梳机:(1)除杂:清除纤维中的棉结、杂质和纤维疵点。
(2)梳理:进一步分离纤维,排除一定长度以下的短纤维。
(3)牵伸:将棉条拉细到一定粗细,并提高纤维平行伸直度。
4、并条工序:并条机(图2):(1)并合:用6~8根棉条进行并合,改善棉条长片段不匀。
(2)牵伸:把棉条拉长抽细到规定重量,并进一步提高纤维伸直平行程度。
(3)混合:利用并合与牵伸,根据工艺在并条机上进行棉条混合。
(4)成条:将圈条做成成型良好的熟条,有规则地盘放在棉条筒里。
(图2)5、粗纱工序:粗纱机(图3):对并条合成的熟条经过牵伸、加捻,使纱条具有一定的强力,以利于粗纱卷绕,并有助于纱条在细纱机上的退绕。
(图3)6、细纱工序:细纱机(图4):将粗纱牵伸拉细到所需细度,并加捻,形成具有一定捻度和强力的细纱并卷绕在筒管上。
(图4)二、织造工艺流程主要设备及任务:1、络筒工序:络筒机:是将捻线机上下来的管纱重新卷绕成一定形状、容量大的筒子,同时消除纱线上的杂质和疵点,从而提高后序工序的生产率。
2、整经工序:整经机:按工艺设计要求,把一定根数的经纱,按规定的长度、幅宽,在一定张力的作用下平行卷绕在经轴上。
3、浆纱工序:浆纱机:为了让丝的单纤维相互粘结,增加丝的断裂强度,以利于上机的顺利织造。
第1篇一、原料准备工序1. 准备原料时,应按照生产计划,准确计量原料重量,保证原料的纯净度。
2. 原料进入车间前,需经过检验,确保原料符合质量要求。
3. 原料存放时应分类堆放,避免不同原料混放,以免影响产品质量。
4. 原料输送过程中,应保持输送设备的正常运行,确保原料顺畅进入下一工序。
二、开松工序1. 开松设备启动前,应检查设备各部件是否完好,润滑油是否充足。
2. 启动设备时,应先开启通风设备,保持车间空气质量。
3. 操作人员应严格按照操作规程,控制开松设备的开松程度,确保纤维开松均匀。
4. 定期检查设备运行状况,发现问题及时维修。
三、混和工序1. 混和设备启动前,检查设备各部件是否完好,润滑油是否充足。
2. 按照生产计划,准确计量各原料的配比,确保混和均匀。
3. 操作人员应严格按照操作规程,控制混和设备的转速和混和时间,保证混和效果。
4. 定期检查设备运行状况,发现问题及时维修。
四、并条工序1. 并条设备启动前,检查设备各部件是否完好,润滑油是否充足。
2. 根据生产计划,准确计量并条数量,确保并条均匀。
3. 操作人员应严格按照操作规程,控制并条设备的转速和并条张力,保证并条质量。
4. 定期检查设备运行状况,发现问题及时维修。
五、粗纱工序1. 粗纱设备启动前,检查设备各部件是否完好,润滑油是否充足。
2. 根据生产计划,准确计量粗纱数量,确保粗纱质量。
3. 操作人员应严格按照操作规程,控制粗纱设备的转速和粗纱张力,保证粗纱质量。
4. 定期检查设备运行状况,发现问题及时维修。
六、细纱工序1. 细纱设备启动前,检查设备各部件是否完好,润滑油是否充足。
2. 根据生产计划,准确计量细纱数量,确保细纱质量。
3. 操作人员应严格按照操作规程,控制细纱设备的转速和细纱张力,保证细纱质量。
4. 定期检查设备运行状况,发现问题及时维修。
七、质量检验工序1. 检验人员应具备一定的纺织知识和技能,熟悉检验标准。
2. 检验过程中,严格按照检验规程,对生产出的纱线进行抽样检验。
纺织工艺纺织工艺流程包括纺纱工艺和织造工艺两部份。
纺纱工艺流程主要包括:清棉、梳棉、精梳、并条、粗纱、细纱。
织造工艺流程主要包括:络筒、整经、浆纱、穿经、织造、整理。
一、纺纱工艺流程主要设备及任务:1、清棉工序:开棉机:将紧压原棉松解成小的棉块或棉束,以方便混合、除杂。
清棉机:清除原棉中的大部份杂质、疵点及不宜纺纱的短纤维。
混棉机:将不同成份的原棉进行充分而均匀地混合。
成卷机:支撑必然重量、长度、厚薄均匀、外形良好的棉卷。
2、梳棉工序:梳棉机(图1):对清棉工序下机的棉卷通过刺辊、锡林盖板、道夫等工序进行分梳、除杂、混合成棉条入筒。
(图1)3、精梳工序:精梳机:(1)除杂:清除纤维中的棉结、杂质和纤维疵点。
(2)梳理:进一步分离纤维,排除必然长度以下的短纤维。
(3)牵伸:将棉条拉细到必然粗细,并提高纤维平行伸直度。
4、并条工序:并条机(图2):(1)并合:用6~8根棉条进行并合,改善棉条长片段不匀。
(2)牵伸:把棉条拉长抽细到规定重量,并进一步提高纤维伸直平行程度。
(3)混合:利用并合与牵伸,按照工艺在并条机上进行棉条混合。
(4)成条:将圈条做成成型良好的熟条,有规则地盘放在棉条筒里。
(图2)5、粗纱工序:粗纱机(图3):对并条合成的熟条通过牵伸、加捻,使纱条具有必然的强力,以利于粗纱卷绕,并有助于纱条在细纱机上的退绕。
(图3)6、细纱工序:细纱机(图4):将粗纱牵伸拉细到所需细度,并加捻,形成具有必然捻度和强力的细纱并卷绕在筒管上。
(图4)二、织造工艺流程主要设备及任务:1、络筒工序:络筒机:是将捻线机上下来的管纱从头卷绕成必然形状、容量大的筒子,同时消除纱线上的杂质和疵点,从而提高后序工序的生产率。
2、整经工序:整经机:按工艺设计要求,把必然根数的经纱,按规定的长度、幅宽,在必然张力的作用下平行卷绕在经轴上。
3、浆纱工序:浆纱机:为了让丝的单纤维彼此粘结,增加丝的断裂强度,以利于上机的顺利织造。
简述纺纱的基本原理和应用纺纱的基本原理纺纱是将纤维原料转化为可供织造使用的纱线的过程。
它是纺织业中最基本、最重要的工艺之一。
纱线是纺织品的基础,决定着纺织品的质量和性能。
纺纱的基本原理如下:1.清理纤维原料:将采摘的棉花进行脱籽、除尘,以去掉杂质。
对于其他纤维材料,也需要进行类似的处理。
2.打开纤维束:将纤维原料经过梳理、拉伸等过程,将纤维束打开,消除纤维间的纺织物。
3.并行纤维:经过预并行处理,将纤维排列成纺纱的形态,以便后续的牵引。
4.牵伸纺纱:将并行纤维经过一定的张力和速度,通过纺纱机牵伸,形成纺纱的纱线。
纺纱的应用纺纱的主要应用领域包括:1.服装纺织:纺纱是纺织品生产的重要环节,纱线的质量直接影响着织物的质量和舒适度。
服装纺织行业是纺纱的主要应用领域之一。
–细纱纺织:针对高档服装,要求纱线的质地细腻,手感柔软。
–特殊纺织:如丝绸纺织,对纺纱的工艺和质量要求高。
2.家庭纺织:纺织品在日常生活中扮演着重要的角色,如床上用品、窗帘、桌布等。
纺纱的应用范围广泛。
3.医疗及卫生用品:纱线在医疗及卫生用品中有着重要的应用。
如手术用线、口罩等。
4.工业纺织:工业纺织品对纺纱的要求在某些方面有所不同,如纺织耐磨纤维、高强度纺织品等。
纺纱工艺的改进和创新为了满足市场对各种纺织品的不同需求,纺纱工艺也在不断改进和创新。
以下是目前纺纱工艺中的一些创新:•纺纱设备的改进:纺纱机的改进和创新,使得纺纱效率和纱线质量得到提升。
•新兴纤维的应用:新型纤维材料如碳纤维、薄膜纤维等的应用,使得纺纱的应用领域更加丰富。
•纺纱工艺的改良:改良纺纱工艺,提高纺纱的效率和纱线的质量,减少资源浪费。
•环保纺纱技术:开发环保的纺纱技术,减少对环境的污染,提高可持续发展能力。
纺纱发展趋势纺纱作为纺织产业的重要环节,受到市场需求、技术创新和环境要求的影响,呈现出以下发展趋势:1.高效生产:随着自动化和智能化技术的不断引入,纺纱生产将更加高效、灵活和精确。