纺纱原理-1
- 格式:ppt
- 大小:3.86 MB
- 文档页数:116
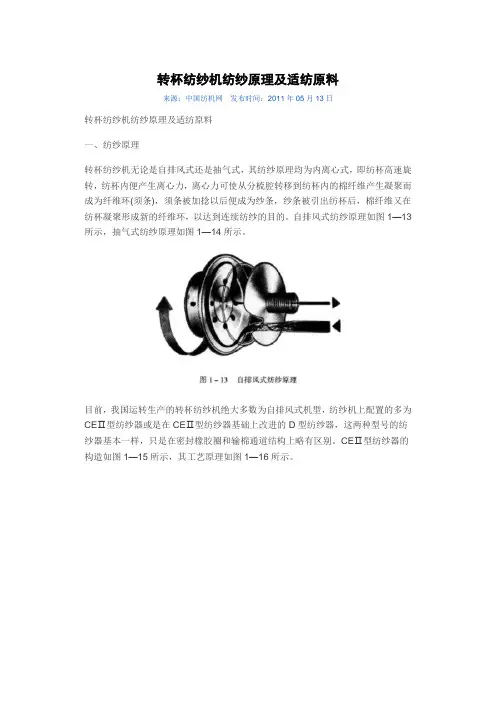
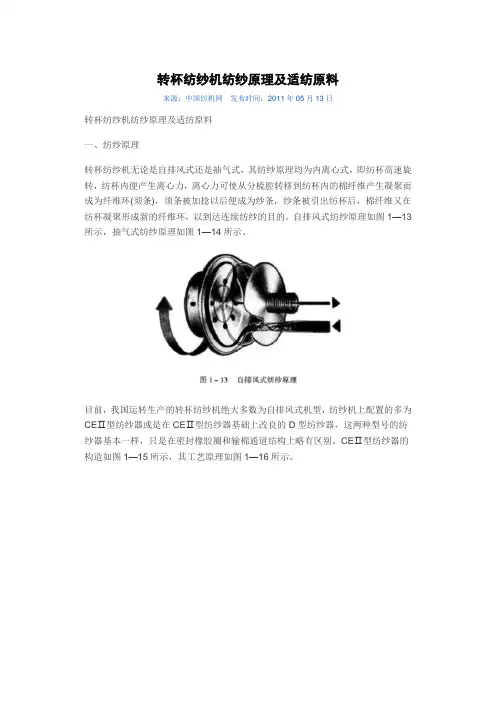
转杯纺纱机纺纱原理及适纺原料来源:中国纺机网发布时间:2011年05月13日转杯纺纱机纺纱原理及适纺原料一、纺纱原理转杯纺纱机无论是自排风式还是抽气式,其纺纱原理均为内离心式,即纺杯高速旋转,纺杯内便产生离心力,离心力可使从分梳腔转移到纺杯内的棉纤维产生凝聚而成为纤维环(须条),须条被加捻以后便成为纱条,纱条被引出纺杯后,棉纤维又在纺杯凝聚形成新的纤维环,以达到连续纺纱的目的。
自排风式纺纱原理如图1—13所示,抽气式纺纱原理如图1—14所示。
目前,我国运转生产的转杯纺纱机绝大多数为自排风式机型,纺纱机上配置的多为CEⅡ型纺纱器或是在CEⅡ型纺纱器基础上改进的D型纺纱器,这两种型号的纺纱器基本一样,只是在密封橡胶圈和输棉通道结构上略有区别。
CEⅡ型纺纱器的构造如图1—15所示,其工艺原理如图1—16所示。
喂入的棉条经给棉喇叭集束以后便进入给棉板与给棉罗拉的握持区,在压簧的作用下对给棉板产生26.5N的压力。
这时由给棉罗拉把棉条按牵伸倍数需要均匀地向前输送至高速旋转的分梳辊的抓取范围。
分梳辊对棉条进行开松并分解成单根纤维(单纤化过程),由于附面作用棉纤维便紧紧地附着在分梳辊齿端。
当分梳辊对棉条进行分解时,原来夹裹在棉纤维中的杂质,由于质量较大(较重),其离心力亦较大,便从棉条中分离出来,如图1—16所示。
杂质被分离出来后,在进入分梳腔排杂区时,借助排杂负压气流的吸引作用,通过纺纱器的排杂通道和排杂玻璃管被排到机身中部的总排杂管道中。
在自排风式转杯纺纱机中,由于高速旋转的纺杯把杯中原有的空气从底部的排气孔排出以后,纺杯内便产生负压(真空度),因纺杯的直径有大小之分,转速有快慢差别,并且又受纺纱器密封性能好坏的影响,因此,纺杯内负压高低存在着较大的差别。
图1—17所示为自排风式及抽气式纺杯内的负压值。
气压为了达到平衡,纺杯内原有的空气被排出后,外界的空气通过分梳腔和引纱玻璃管两个渠道源源不断地向纺杯内补充。
气流纺纱的纺纱原理气流纺纱是一种利用气流将纤维进行纺织的工艺。
它与传统的机械纺纱不同,不需要使用锭子和磨损件,具有高效、柔软、省能耗等优点,广泛应用于纺织工业中。
气流纺纱的纺纱原理是利用高速气流将纤维进行牵引、拉伸和纺织。
具体来说,它有以下几个关键步骤:1. 纤维供应:纺纱开始前,纤维需经过预处理,如开松、平整和剔除杂质等,然后进入供纤维的装置。
2. 气流喷射:在纤维供应区域设置一根针管,通过针管喷射高速气流,形成一个射流区域。
这个射流区域可以维持一定的气流速度和气压。
3. 纤维牵引:纤维在射流区域被气流牵引,原理是气流的惯性作用。
由于气流高速流动,纤维受到气流的拖曳力,向前移动,实现纤维的拉伸。
4. 纤维纺织:在纤维牵引的同时,纤维也在气流的作用下变得疏松,交织在一起形成纺线,从而实现纺织的目的。
此时,纺线在气流的牵拉下保持一定的直线度和纤维长度。
5. 纺线收集:纺织完成后,纤维被纺线收集装置收集起来,形成成品线。
总体而言,气流纺纱利用气流的高速流动和较大的惯性将纤维牵引、拉伸并纺织成线。
相较于传统的机械纺纱,它具有以下优点:1. 高效高速:气流纺纱的工艺流程简洁,纺纱速度快,可提高生产效率。
2. 柔软纺线:气流纺纱的纺线更柔软、更平整,手感更好,适合制作贴身服装。
3. 节能环保:气流纺纱不需要使用锭子和磨损件,减少了能源消耗和磨损污染。
4. 适应性强:气流纺纱可以适应多种类型和长度的纤维,具有很好的纺纺混纺能力。
5. 生产成本低:气流纺纱的设备简单,维护成本低,且由于高效率的生产速度,可以减少劳动力的投入。
综上所述,气流纺纱通过利用气流的惯性拉伸纤维,并在气流的作用下纺织成线,具有高效、柔软、省能耗等优点,是纺织工业中的一项重要技术。
它在纺织制造业中的应用前景广阔,将会对行业的发展起到积极的促进作用。
第一章绪论1、纺纱基本原理(松解、集合、开松、梳理、牵伸、加捻、除杂、精梳、混和、卷绕)P1~2页及PPT教案。
2、纺纱工程包含的工序①初步加工工序:原棉的轧棉;原毛开洗烘及含草多时炭化;麻类纤维脱胶;绢纺中的精练以去除丝胶、油脂等。
②梳理前准备工序:棉纺即开清棉工程,制成棉卷(定量单位为克/米)或均匀的棉流。
使用机台为开清棉联合机。
毛纺即和毛。
使用机台即和毛机。
麻纺即精干麻→机械软麻→给湿加油→分磅堆仓→开松③梳理工序:棉纺盖板梳理机,制成生条(定量单位克/5米);毛、麻、绢纺用罗拉梳理机。
④精梳工序:对棉纺而言,是精梳前准备工序(制精梳小卷)+精梳机(制精梳棉条)的统称。
⑤并条(针梳)工序:制半熟条、熟条。
涉及并合原理、牵伸原理、混和原理(涤棉混纺纱采用棉条混和)。
⑥粗纱工序:制粗纱(定量单位为克/10米)。
⑦细纱工序:制细纱(定量单位为克/100米)。
⑧后加工工序:络筒、并纱、捻线、烧毛、上蜡、丝光等。
3、棉纺纺纱系统(普梳系统、精梳系统、废纺系统:与普梳系统相比,无并条工序)化纤与棉混纺系统(精梳系统:棉要经过精梳、涤要经过预并、然后三道混并普梳系统:棉不需精梳但要经过预并、涤要经过预并、然后三道混并)第二章纤维原料初加工与选配1、轧棉机分类、轧棉质量判断(三观察:外观变化、长度变化、皮辊棉黄根的多少及锯齿棉疵点的多少)。
2、棉包质量的标识方法(P9页。
类型代号、品级代号、长度代号、马克隆值代号)。
3、“三丝”定义,三丝含量分档(“无、低、中、高”四档)。
4、含糖棉的处理方法。
5、乳化洗毛原理及工艺流程。
(P12~13页)6、炭化原理。
7、麻纤维脱胶基本原理(微生物脱胶、化学脱胶)。
Chapter3 原料的选配与混合配棉定义:棉纺厂将几种唛头、地区或批号的原棉,按比例搭配使用的方法。
1.配棉目的或意义(能满足不同纱线的质量要求、能保持生产过程和成纱质量的相对稳定、多唛混纺,混和批量大,混和棉的性能差异也较单一品种间的原棉性能差异为小,因而采用混和棉纺纱既可增加投产批量,又能在较长时期内保持原棉性能的稳定,确保生产过程和成纱质量的相对稳定、能节约原棉和降低成本)3.原棉主要性能(长度、短绒、细度等)与成纱强力、条干间关系。
纺纱学习题及答案第一篇纺纱原理第一章绪论1、.简述纺纱的基本原理。
答:初加工:在纺纱加工前对纤维原料进行初步加工,使其符合纺纱加工的要求。
原料选配与混合:合理使用原料,稳定成纱质量。
开清:大团到小块、小束,同时除杂的过程。
梳理:横向联系基本消除成单纤维状但有弯钩,除杂混合。
精梳:进一步梳理去除短纤维和细小杂质。
牵伸:抽长拉细条子,纤维伸直、去弯钩。
并和:多根条子混合,改善均匀度。
加捻:回转,使纤维间的纵向联系固定下来,给予一定物理机械性能。
卷绕:半制品在各工序过渡的形式,保证纺纱连续性。
2、纺纱的系统主要有哪些?答:根据纺纱加工的对象(纤维原料)的不同,纺纱系统有:棉纺、毛纺、麻纺和绢纺等。
3、写出棉纺(精梳)系统纺纱工艺流程。
答:(原棉)配棉——开清棉——梳棉——精梳前准备——精梳——并条——粗纱——细纱——后加工。
第二章初加工1、什么是纤维原料的初加工?各有什么类型的初加工?答:纤维原料的初加工就是对纺纱前的纤维原料进行初步的加工,以尽量去除原料中的非纤维性物质,以有利于纺纱加工。
目前,初加工主要有:轧棉、洗毛、(麻)脱胶、(绢)精练等。
2、棉的预处理是什么?答:包括轧棉和对醣份高的含醣棉还要进行适当的预处理。
3、有哪两类轧棉方法,各有何特点?答:皮辊轧花:特点:转速低、作用柔和、不易轧断纤维,绵结、索丝、疵点少,原棉含杂多,短绒多。
锯齿轧花:特点:转速高、作用剧烈、容易切断纤维,易产生棉结索丝等疵点,(有排杂系统)原棉含杂少,短绒率低,棉松散。
4、指出唛头(329)各符号代表什么含义?答:(329)——手扯长度为29mm的3级皮辊黄棉。
5、含糖棉处理有哪些方法?其特点如何?常用的方法?答:(1)喷水给湿法特点:简便,适合含糖低,含水少的原棉。
(2)汽蒸法特点:占地大,能耗大,棉易泛黄,纤维强力下降。
(3)水洗法特点:去糖彻底,但费力、耗水、耗能,易产生棉结杂质。
(4)酶化法特点:费时、费工,去糖效果较好。
气流纺纺纱原理气流纺纺纱原理导言:气流纺纺纱是一种常见的纺纱技术,它通过利用气流的运动和压力来将纤维打散并纺成纱线。
本文将深入探讨气流纺纺纱的原理、工艺以及应用领域,并分享我对这个概念的观点和理解。
第一部分:气流纺纺纱的基本原理在传统的纺纱过程中,纤维经过拉伸和扭转的操作,通过纺轮和纺锭的转动来形成纱线。
而气流纺纺纱则是利用气流的力量将纤维打散并纺成纱线,其基本原理如下:1. 高速气流的引入:气流纺纺纱采用的关键设备是气流纺纱机,它通过喷嘴将高速气流引入纺纱腔室。
2. 纤维的打散:纤维在气流的冲击下被迅速打散,形成纤维束。
3. 纤维的拉伸和延伸:在纺纱腔室内,纤维随着气流的运动被不断地拉伸和延伸,使其更加平行、细长。
4. 纤维的聚合:纤维在气流的作用下逐渐交织在一起,形成连续的纱线。
5. 纱线的收集:纺纱机将纱线收集起来,经过一系列的后续处理,最终成为可用于织造的纱线。
第二部分:气流纺纺纱的工艺优势和应用领域相比传统的纺纱工艺,气流纺纺纱具有以下几个显著的优势:1. 快速高效:气流纺纺纱的纺纱速度通常比传统纺纱快数倍,大大提高了生产效率。
2. 降低成本:气流纺纺纱不需要使用纺纱油等辅助材料,减少了生产成本。
3. 提高纱线质量:由于纤维在气流的作用下得到充分打散和拉伸,气流纺纺纱的纱线质量更好,纺出的纱线更加均匀、平整。
4. 物理性能优越:气流纺纺纱的纱线拉伸强度高、断裂伸长率大、纺纱后的纱线更有光泽。
由于气流纺纺纱的优势,它在纺织行业中得到了广泛的应用。
主要应用领域包括高档面料、工业纺织品、汽车内饰、医疗用纺织品等。
第三部分:对气流纺纺纱的观点和理解对于我个人而言,气流纺纺纱是一种非常有前景的纺织技术。
它不仅提高了生产效率,降低了成本,还能生产出高质量的纱线,满足了市场对纺织品品质的需求。
气流纺纺纱还有助于提升纺织行业的可持续性,减少对环境的污染。
我认为气流纺纺纱将在未来得到更广泛的应用和推广。

气流纺纺纱原理一、引言气流纺纺纱是一种新型的纺织技术,它不仅可以提高纺纱效率,而且可以制造出优质的面料。
本文将详细介绍气流纺纺纱的原理。
二、气流纺的工艺流程1. 原料准备:将棉花或化学合成物质进行预处理,如开松、清洁等。
2. 筛选:将经过预处理的原料通过筛网进行筛选,去除杂质和短绒。
3. 混合:将筛选后的原料混合均匀,以保证成品面料的均匀性。
4. 拉伸:将混合后的原料通过拉伸机拉伸,使其变得更加柔软和顺滑。
5. 平行化:通过平行化机器将拉伸后的原料进行平行化处理。
6. 粗纱制备:使用粗纱机器对平行化后的原料进行粗纱制备。
7. 气流卡毛:使用气流卡毛机器对粗纱进行卡毛处理,使其变得更加蓬松和柔软。
8. 精密制备:使用精密制备机器对卡毛后的粗纱进行细化和整形。
9. 纺纱:使用气流纺机器进行纺纱,将细化后的粗纱转变为成品面料。
三、气流纺的原理气流纺是一种利用高速气流将纤维吹散并捻合成线的技术。
其主要包括以下几个方面的原理:1. 筛选原理:筛选机器可以根据不同的筛网孔径将棉花或化学合成物质进行筛选,去除杂质和短绒。
这样可以保证成品面料的质量。
2. 拉伸原理:拉伸机器通过拉伸使得原料变得更加柔软和顺滑。
这样有助于后续处理过程中更好地进行操作。
3. 平行化原理:平行化机器可以将拉伸后的原料进行平行化处理,使其在后续处理过程中更加容易被处理。
4. 气流卡毛原理:气流卡毛机器通过高速气流将粗纱吹散并卡毛,使其变得更加蓬松和柔软。
这样可以增加成品面料的手感和舒适度。
5. 精密制备原理:精密制备机器可以对卡毛后的粗纱进行细化和整形,使其更加均匀和光滑。
6. 纺纱原理:气流纺机器利用高速气流将细化后的粗纱转变为成品面料。
在这个过程中,高速气流将纤维吹散并捻合成线。
四、气流纺的优点1. 纺纱效率高:气流纺机器可以实现连续生产,大大提高了生产效率。
2. 成品质量高:气流纺机器可以制造出优质的面料,手感舒适度好。
3. 生产成本低:与传统的棉花加工方式相比,气流纺可以节约大量人力和物力资源,降低生产成本。
转杯纺纱机纺纱原理及适纺原料来源:中国纺机网发布时间:2011年05月13日转杯纺纱机纺纱原理及适纺原料一、纺纱原理转杯纺纱机无论是自排风式还是抽气式,其纺纱原理均为内离心式,即纺杯高速旋转,纺杯内便产生离心力,离心力可使从分梳腔转移到纺杯内的棉纤维产生凝聚而成为纤维环(须条),须条被加捻以后便成为纱条,纱条被引出纺杯后,棉纤维又在纺杯凝聚形成新的纤维环,以到达连续纺纱的目的。
自排风式纺纱原理如图1—13所示,抽气式纺纱原理如图1—14所示。
目前,我国运转生产的转杯纺纱机绝大多数为自排风式机型,纺纱机上配置的多为CEⅡ型纺纱器或是在CEⅡ型纺纱器基础上改良的D型纺纱器,这两种型号的纺纱器基本一样,只是在密封橡胶圈和输棉通道结构上略有区别。
CEⅡ型纺纱器的构造如图1—15所示,其工艺原理如图1—16所示。
喂入的棉条经给棉喇叭集束以后便进入给棉板与给棉罗拉的握持区,在压簧的作用下对给棉板产生26.5N的压力。
这时由给棉罗拉把棉条按牵伸倍数需要均匀地向前输送至高速旋转的分梳辊的抓取范围。
分梳辊对棉条进行开松并分解成单根纤维(单纤化过程),由于附面作用棉纤维便紧紧地附着在分梳辊齿端。
当分梳辊对棉条进行分解时,原来夹裹在棉纤维中的杂质,由于质量较大(较重),其离心力亦较大,便从棉条中别离出来,如图1—16所示。
杂质被别离出来后,在进入分梳腔排杂区时,借助排杂负压气流的吸引作用,通过纺纱器的排杂通道和排杂玻璃管被排到机身中部的总排杂管道中。
在自排风式转杯纺纱机中,由于高速旋转的纺杯把杯中原有的空气从底部的排气孔排出以后,纺杯内便产生负压(真空度),因纺杯的直径有大小之分,转速有快慢差异,并且又受纺纱器密封性能好坏的影响,因此,纺杯内负压高低存在着较大的差异。
图1—17所示为自排风式及抽气式纺杯内的负压值。
气压为了到达平衡,纺杯内原有的空气被排出后,外界的空气通过分梳腔和引纱玻璃管两个渠道源源不断地向纺杯内补充。
珍妮纺纱机原理1.松弛:纤维材料进入纺纱机后,首先经过一组松弛辊,辊轮的表面有刻度,可以根据需要调整松弛程度。
通过松弛,纤维材料被放松并排列得更直,使得后续的加工更加顺利。
2.并列拉伸:松弛后的纤维材料进入一组并列拉伸辊,这组辊子由几个并列的钢辊组成,辊子之间的间距逐渐变小。
当纤维通过时,辊子的不断变小的间距使得纤维发生拉伸,纤维材料在拉伸的过程中变得更长,更薄。
3.弯曲:并列拉伸后的纤维材料会进入到另外一组弯曲辊,这组辊子通常是由橡胶辊和金属辊交替组成的。
纤维材料在经过弯曲辊时会弯曲,并且在两个辊子之间形成一定的角度。
这种弯曲和角度的变化帮助纤维材料更好地排列。
4.卷曲:纤维材料在经过弯曲辊之后,会进入到一组卷曲辊。
卷曲辊通常是由金属制成,可以根据需要和处理的纤维材料的不同,调整辊子的间距和表面的纹路。
在经过卷曲辊的时候,纤维材料会受到卷曲的作用,辊子的速度比纤维材料的速度快,从而将纤维材料卷曲成线状。
5.放梗:纤维材料在卷曲后,还会包含一些梗,这些梗需要从中取出。
为此,纺纱机还有一个放梗装置,它通常是由一组刀片或辊子组成的。
这组刀片或辊子会将纤维材料周围的梗切除或分离,以确保纺纱过程中得到的线不会受到梗的影响。
除了上述原理,珍妮纺纱机还有一些其他的辅助装置,如预拉装置、分流装置和清洁装置等,可以根据纺纱工艺和材料的不同进行调整。
这些辅助装置的作用是为了确保纺织过程的平稳进行,提高纺织品的质量和生产效率。
总结起来,珍妮纺纱机的原理包括了松弛、并列拉伸、弯曲、卷曲和放梗这几个主要步骤。
这些步骤帮助纤维材料从原始纤维变成线,进行后续的纺织加工。

纺纱是将天然纤维或化学纤维通过机械或化学方法加工成纱线的过程。
纺纱原理主要是通过机械力或化学力将纤维材料拉伸、变形、交织,使其成为连续的纱线。
纺纱的原理可以简单概括为以下几个步骤:
1. 纤维材料的准备:将天然纤维或化学纤维进行处理,使其变得柔软、均匀、有弹性,以便后续处理。
2. 开清:将纤维材料切成小块,去除杂质和短纤维,使其更加均匀。
3. 加捻:将纤维材料通过加捻机进行加捻,使其形成一个长条状的纤维束,以便后续的拉伸和变形。
4. 拉伸:将纤维束通过拉伸机进行拉伸,使其长度增加,同时纤维的直径变细,从而提高纱线的强度和密度。
5. 并合:将拉伸后的纤维束通过并合机进行并合,使其形成一个更加均匀的纱线。
6. 梳理:将并合后的纱线通过梳理机进行梳理,使其纤维排列更加整齐,同时去除杂质和短纤维,使纱线更加纯净。
7. 纺纱:最后,将梳理后的纱线通过纺纱机进行纺纱,形成连续的纱线。
以上是纺纱的基本原理,不同的纤维材料和纱线类型可能需要不同的加工方法和设备,但总体原理是相似的。
纺纱机原理
纺纱机是将纤维原料转化成纱线的设备。
其原理主要包括以下几个环节:
1. 打开纤维:将纤维原料(如棉花、麻、化纤等)经过打开设备打开,使纤维松散。
2. 清理纤维:通过清理设备,清除纤维中的杂质,如树皮、种子、尘埃等。
3. 平行化纤维:经过平行化设备的处理,使纤维平行排列,方便后续的拉伸和加工。
4. 拉伸:纤维经过拉伸设备,使其达到所需的细度和强度,并保持一定的拉伸比例。
5. 绞合:将多根纤维合并为一根,并通过绞合设备使纤维成为纱线。
6. 伸长:纱线经过伸长设备,拉伸至所需的长度,并通过加热或冷却等方式固定纱线的形态。
7. 细化:通过细化设备,进一步降低纱线的直径和增加纱线的密度,提高纱线的质量和降低成本。
8. 卷绕:最后将纺纱好的纱线卷绕成卷筒形式,便于运输和存储。
纺纱机的整个过程主要依靠机械运动和力的作用来实现,经过连续的处理,将纤维原料转化为质量稳定的纱线。
纺纱学习题及答案第一篇纺纱原理第一章绪论1、.简述纺纱的基本原理。
答:初加工:在纺纱加工前对纤维原料进行初步加工,使其符合纺纱加工的要求。
原料选配与混合:合理使用原料,稳定成纱质量。
开清:大团到小块、小束,同时除杂的过程。
梳理:横向联系基本消除成单纤维状但有弯钩,除杂混合。
精梳:进一步梳理去除短纤维和细小杂质。
牵伸:抽长拉细条子,纤维伸直、去弯钩。
并和:多根条子混合,改善均匀度。
加捻:回转,使纤维间的纵向联系固定下来,给予一定物理机械性能。
卷绕:半制品在各工序过渡的形式,保证纺纱连续性。
2、纺纱的系统主要有哪些?答:根据纺纱加工的对象(纤维原料)的不同,纺纱系统有:棉纺、毛纺、麻纺和绢纺等。
3、写出棉纺(精梳)系统纺纱工艺流程。
答:(原棉)配棉——开清棉——梳棉——精梳前准备——精梳——并条——粗纱——细纱——后加工。
第二章初加工1、什么是纤维原料的初加工?各有什么类型的初加工?答:纤维原料的初加工就是对纺纱前的纤维原料进行初步的加工,以尽量去除原料中的非纤维性物质,以有利于纺纱加工。
目前,初加工主要有:轧棉、洗毛、(麻)脱胶、(绢)精练等。
2、棉的预处理是什么?答:包括轧棉和对醣份高的含醣棉还要进行适当的预处理。
3、有哪两类轧棉方法,各有何特点?答:皮辊轧花:特点:转速低、作用柔和、不易轧断纤维,绵结、索丝、疵点少,原棉含杂多,短绒多。
锯齿轧花:特点:转速高、作用剧烈、容易切断纤维,易产生棉结索丝等疵点,(有排杂系统)原棉含杂少,短绒率低,棉松散。
4、指出唛头(329)各符号代表什么含义?答:(329)——手扯长度为29mm的3级皮辊黄棉。
5、含糖棉处理有哪些方法?其特点如何?常用的方法?答:(1)喷水给湿法特点:简便,适合含糖低,含水少的原棉。
(2)汽蒸法特点:占地大,能耗大,棉易泛黄,纤维强力下降。
(3)水洗法特点:去糖彻底,但费力、耗水、耗能,易产生棉结杂质。
(4)酶化法特点:费时、费工,去糖效果较好。
纺纱原理复习题答案1. 纺纱过程中,纤维是如何被加捻的?答:在纺纱过程中,纤维通过纺纱机的加捻装置被加捻,使得纤维条带产生扭转,形成纱线。
2. 简述环锭纺纱机的工作原理。
答:环锭纺纱机通过锭子的高速旋转,将纤维条带引入锭子的旋转区域,利用离心力和摩擦力的作用,使纤维条带中的纤维被加捻并缠绕在纱管上形成纱线。
3. 什么是气流纺纱?答:气流纺纱是一种利用气流作为主要加捻动力的纺纱方法,纤维条带在气流的作用下被加捻并缠绕在纱管上。
4. 纺纱过程中,纤维的伸直和平行度对纱线质量有何影响?答:纤维的伸直和平行度直接影响纱线的强度和均匀性。
纤维伸直度好,平行度高,纱线强度大,毛羽少,纱线质量高。
5. 纺纱过程中,如何控制纤维的混合?答:纺纱过程中,通过混合器、梳理机等设备对纤维进行混合,以确保纤维的均匀分布,提高纱线的质量。
6. 简述转杯纺纱的特点。
答:转杯纺纱是一种高效的纺纱方法,其特点是生产效率高,纱线强力高,毛羽少,适用于生产粗支纱线。
7. 纺纱过程中,纤维的湿度对纱线质量有何影响?答:纤维的湿度会影响纤维的柔软性和可塑性,进而影响纱线的强度和均匀性。
湿度过高或过低都不利于纺纱。
8. 什么是自捻纺纱?答:自捻纺纱是一种利用纤维自身的摩擦力进行加捻的纺纱方法,纤维条带在纺纱过程中通过自身的摩擦力被加捻。
9. 纺纱过程中,如何减少纱线的毛羽?答:通过优化纺纱工艺,如调整加捻速度、纤维条带的张力和温度等,可以减少纱线的毛羽。
10. 简述紧密纺纱的特点。
答:紧密纺纱是一种通过紧密排列纤维,提高纤维伸直度和平行度的纺纱方法,其特点是纱线强力高,毛羽少,适用于生产高支纱线。
纺纱机原理
纺纱机是一种用于将纺织纤维转化为纱线的机械设备。
它基本原理是通过将纺织纤维进行拉伸、延伸和旋转,使其成为连续的纱线。
纺纱机的工作过程可以分为以下几个步骤:
1. 纤维供给:纺纱机的纤维供给系统可以从纤维束或纤维袋中吸入纤维,或者通过辊子来引导纤维进入机器。
2. 清洁和配细:纺纱前,纤维需要进行清洁和配细。
清洁可以通过打开和关闭空气对纤维束产生的震荡来去除杂质。
配细则是通过将纤维进行轻微拉伸和延伸,使其适应后续纺纱工序的要求。
3. 拉伸和延伸:在纺纱机的主要区域,纤维被拉伸和延伸,以增加其强度和延伸性。
这一步通常通过将纤维束放置在一组旋转辊子之间来完成,辊子的旋转速度逐渐增加,使纤维受到拉伸力并被拉直。
4. 吐纱:拉伸和延伸后的纤维进入纺纱机的吐纱部分。
在这里,纤维被拧成纱线,并通过纺纱机的纺纱杯或者金字塔形锥体中的孔洞穿过,形成连续的纱线。
5. 卷纱:纺纱完成后,纱线被卷绕在纺纱机的卷纱筒上,形成纱线的卷曲形态。
卷纱时,纱线的张力需要控制在适当的范围内,以确保纱线的质量和均匀性。
纺纱机的原理通过上述步骤实现了纺织纤维到纱线的转化。
它利用拉伸、延伸和旋转的力量,将纤维进行加工和变形,最终形成一根连续的纱线。
纺纱机的性能和纱线质量与其各个步骤的工艺参数和控制精度密切相关,因此在实际生产中需要进行有效的工艺控制和监测。
简述纺纱的基本原理及应用1. 纺纱的基本原理纺纱是将纤维材料经过一系列加工过程,转化为线状物的过程。
它的基本原理包括:•纤维处理:将原料纤维经过清洁、柔化等处理,去除杂质,使纤维更加适合后续加工;•纤维拉伸:将纤维进行拉伸,使其在长度方向上变细、变长,提高它的物理性能;•纤维旋绕:通过纺纱机械设备,将拉伸后的纤维进行旋转和定向排列,形成线状物。
2. 纺纱的应用领域纺纱作为纤维加工的重要环节,广泛应用于各个领域。
以下是纺纱的主要应用领域的简要介绍:2.1 纺织行业纺纱在纺织行业中起着至关重要的作用。
纺纱后的线状物可以用于织造各种织物,包括服装、家居用品、装饰品等。
不同纺纱工艺可以赋予纤维不同的特性,如强度、软度、弹性等,以满足不同织品的需求。
2.2 医疗行业纺纱的应用也延伸到医疗领域。
由于纺纱后的线状物具有较好的血液渗透性和透气性,可以用于医疗用品如敷料、医用绷带等的制作。
纺纱技术的发展还使得纺纱产生了一些具有功能性纤维,如抗菌纤维、吸湿排汗纤维等,这些纤维可以应用于保健和医疗领域。
2.3 工业行业在工业领域中,纺纱被用于制作各种工业纱线。
这些纱线可以用于制作绝缘材料、过滤材料、增强材料等,广泛应用于汽车、航空航天、电子等领域。
纺纱工艺可以根据不同工业需求,调整纱线的拉伸度、粗细程度等参数,以满足各种工业应用的要求。
2.4 传统工艺品另外,纺纱在传统工艺品的制作中也扮演着重要的角色。
在中国等一些传统文化底蕴深厚的国家,纺纱技术被用于制作各种手工艺品,如刺绣、织锦等。
通过纺纱,精细的纤维线可以用于表达各种精美的图纹,传承并展示着丰富的文化内涵。
3. 结语纺纱作为纤维加工的重要环节,以其基本原理和广泛应用的领域,对人类社会生活和工业发展产生了深远的影响。
随着科技的进步和纺纱技术的不断创新,纺纱行业将继续发展,为各行业提供更加优质的纺织品和材料,推动经济的繁荣和文化的交流。
简述纺纱混合的原理纺纱混合是纺纱工艺中的重要环节,用于将不同种类、长度或颜色的纤维混合在一起,以获得具有特定性能和效果的纱线。
纺纱混合的原理主要涉及纤维的物理性质和力学运动规律。
以下是对纺纱混合原理的详细描述。
1. 纤维的物理性质纺纱混合的基础是对纤维的了解和利用。
纤维的特性包括长度、直径、弹性、颜色、化学成分等。
不同性质的纤维对纺纱混合的影响不同,需要根据具体要求进行合理选择和配比。
同时,纤维的电性也会影响纺纱混合过程中的静电产生和引起的纤维团块。
2. 纤维的力学运动规律在纺纱混合过程中,纤维之间的力学摩擦和碰撞起着重要作用。
纺纱混合通常通过纤维与纤维之间的摩擦和剪切力来进行。
当纤维通过纺纱机械传递的过程中,由于纤维之间存在摩擦和撞击,会导致纤维的偏移和重排。
3. 机械传递系统纺纱混合需要借助机械传递系统来完成。
传统纺纱混合是通过卡盘或锭子的转速和纤维在卡盘或锭子上的位置来控制混合。
而现代化的纺纱混合系统则采用电控技术,通过调整主张器(drafting system)的张力和速度,以及纺纱机械的转速和运动轨迹来控制纤维的混合。
同时,也可以通过喷雾方式添加湿润剂或其他添加剂,以增加纤维之间的摩擦和易于混合。
4. 纤维混合的方式纺纱混合可以分为湿法混合和干法混合两种方式。
湿法混合主要是将纤维浸泡在水或其它介质中,利用搅拌或撞击的方式使纤维进行混合。
湿法混合对纤维的保湿和保护作用较强,能够更好地保持纤维的原有性能。
干法混合则是通过纺纱机械来实现纤维的混合,具有工艺简单、效率高的特点。
5. 混合效果的评价纺纱混合的效果可以通过纱线的均匀度、纤维稳定性和纱线性能来评价。
均匀度是指纺纱线中纤维的长度和颜色均匀性,影响到纱线的外观和纺纱的效果。
纤维稳定性是指纤维在混合和纺纱过程中的稳定性,包括纤维的拉伸、脆断和捻度。
纱线性能则是指纺纱过程中纺纱线的强度、伸长率和断裂伸长率等物理性质。
纺纱混合在纺纱工艺中起着重要的作用,不同的纤维混合可以获得不同的纱线性能和效果。