锌铝涂层 环保无铬达克罗涂层 达克罗涂层 涂层钉
- 格式:pdf
- 大小:94.36 KB
- 文档页数:1

达克罗开放分类:防腐、机械、表面处理、镀层达克罗是DACROMET译音和缩写,简称达克罗、达克锈、迪克龙。
国内命名为锌铬涂层,是一种新型的耐腐涂层,与传统的电镀锌相比:锌铬涂层耐腐蚀性能极强,是镀锌的7—10倍,无氢脆性,特别适用于高强度受力件,高耐热性、耐热温度300℃,尤其适用于汽车、摩托车发动机部件的高强度构件,高渗透性、高附着性、高减磨性、高耐气候性、高耐化学品稳定性、无污染性。
达克罗技术的基体材料范围:钢铁制品及有色金属如铝、镁及其合金,铜、镍、锌等及其合金。
而且涂覆全过程中无污染,在金属表面处理历史上是一场革命,是当今世界上金属表面处理富有代表性的高新技术。
达克罗最早诞生于二十世纪五十年代末,在北美、北欧寒冷的冬天,道路上厚实的冰层严重阻碍机动车的行驶,人们用盐撒在地上的方法来降低凝固点的温度,这样缓解道路畅通问题,但是紧接而来的氯化钾中的氯离子侵蚀了钢铁基体,交通工具严重受损、严峻的课题出现了。
美国的科学家迈克·马丁研制了以金属锌片为主同时加入铝片、铬酸、去离子水做溶剂的高分散水溶性涂料,涂料沾在金属基体上,经过全闭路循环涂覆烘烤,形成薄薄的涂层,达克罗涂层成功地抵抗氯离子的侵蚀,防腐技术进入了新的台阶,革新了传统工艺防腐寿命短的缺陷。
由此,达克罗技术被美国军方采纳,成为一项防腐军事技术(美军标MTL-C-87115),到了七十年代日本的NDS公司从美国MCI公司引入达克罗技术,并且买断了在亚太地区的使用权,并控股美国MCI公司。
岛国的日本每年钢铁件腐蚀吨位大,因此她尤其注重防腐技术,达克罗技术又通过日本的改良后,在本国并迅速发展了100余家涂覆厂以及70余家制药单位,一些发达国家也纷纷引进达克罗技术,中国在1994年正式从日本引进达克罗技术,最初仅用于国防工业和国产化的汽车零部件,现已发展到电力、建筑、海洋工程、家用电器、小五金及标准件、铁路、桥梁、隧道、公路护栏、石油化工、生物工程、医疗器械粉末冶金等多种行业。
达克罗的优缺点之袁州冬雪创作优点达克罗是一种新型的概况处理技术,与传统的电镀工艺相比,达克罗是一种“绿色电镀”.其优势有以下几点:1.超强的耐蚀性能:达克罗膜层的厚度仅为4-8μm,但其防锈效果却无铬达克罗是传统电镀锌、热镀锌或涂料涂覆法的7-10倍以上.采取达克罗工艺处理的尺度件、管接件经耐盐雾试验1200h以上未出现红锈.2.无氢脆性:达克罗的处理工艺决议了达克罗没有氢脆现象,所以达克罗非常适合受力件的涂覆.3.高耐热性:达克罗可以耐高温腐蚀,耐热温度可达300℃以上.而传统的镀锌工艺,温度达到100℃时就已经起皮报废了.4.连系力及再涂性能好:达克罗涂层与金属基体有杰出的连系力,而且与其他附加涂层有强烈的粘着性,处理后的零件易于喷涂着色,与有机涂层的连系力甚至超出了磷化膜.5.杰出的渗透性:由于静电屏蔽效应,工件的深孔、狭缝,管件的内壁等部位难以电镀上锌,因此工件的上述部位无法采取电镀的方法停止呵护.达克罗则可以进入工件的这些部位形成达克罗涂层.6.无污染和公害:达克罗在生产加工及工件涂覆的整个过程中,不会发生对环境有污染的废水废气,不必三废治理,降低了处理成本.缺点达克罗虽然有许多优点,但它也有一些缺乏之处,主要体现为:1.达克罗中含有对环境和人体有害的铬离子,尤其是六价铬离子具有致癌作用.2.达克罗的烧结温度较高、时间较长,能耗大.概况硬度不高、耐磨性欠好,而且达克罗涂层的制品不适合与铜、镁、镍和不锈钢的零部件接触与毗连,因为它们会发生接触性腐蚀,影响制品概况质量及防腐性能.4.达克罗涂层的概况颜色单一,只有银白色和银灰色,不适合汽车发展个性化的需要.不过,可以通过后处理或复合涂层获得分歧的颜色,以提高载重汽车零部件的装饰性和匹配性.5.达克罗涂层的导电性能不是太好,因此不宜用于导电毗连的零件,如电器的接地螺栓等.达克罗涂液的成分达克罗涂液种类繁多,但涂液的基本组成可归纳如下:1.金属物:由锌、铝等物质组成,主要为超细鳞片状锌、超细鳞片状铝.2.溶剂:为惰性有机溶剂,如乙二醇等.3.无机酸组分:如铬酸等.有机物:为涂液的增粘分散组份,主要成份为纤维素类白色粉末.达克罗的防腐机理达克罗膜层对于钢铁基体的呵护作用可归纳为以下几点:1.壁垒效应:由于片状锌、铝层状重叠,阻碍了水、氧等腐达克罗产品蚀介质到达基体的过程,能起一种隔离的屏蔽作用.2.钝化作用:在达克罗的处理过程中,铬酸与锌、铝粉和基体金属发生化学反应,生成致密的钝化膜,这种钝化膜具有很好的耐腐蚀性能.:锌铝铬涂层最主要的呵护作用与镀锌层一样,是对基体停止阴极呵护.达克罗的工艺流程有机溶剂除油——机械抛光——喷涂——烘烤——二次喷涂——烘烤——干燥达克罗的注意事项1.达克罗遇光照会迅速老化,所以达克罗的涂覆过程应该在室内停止.2.达克罗烘烤温度过低、过高都会使达克罗丧失防腐才能,达克罗应该在合适的温度范围内烘烤.3.达克罗的使用周期很短,所以应该尽快用完.4.达克罗的耐磨性能较差,所以应顶涂达克罗,然后再涂以耐磨性的其他涂料.达克罗技术在载重汽车工业中的应用1、载重汽车上各种高强度底盘中小支架、毗连件、外露件及紧固件的防腐,如各种异型钢支架、螺栓(含骑马螺栓、车轮螺栓等)、螺母等.国外已明白建议汽车上≥10.9级的紧固件要使用达克罗涂层防腐,因为达克罗涂覆不但有高的耐腐蚀性,而且可以包管无氢脆.高强度达克罗处理螺母钢在酸洗和电镀等过程中有发生氢脆的危险性,虽然可以通过热处理去氢,但是很难完全清除.达克罗涂覆过程不需要酸洗和活化,也没有导致析氢的电化学反应发生,防止了氢脆现象的出现.2、发动机周围等高热环境金属制件的防腐,如隔热板、排气管、散热器、发动机缸盖等零部件.传统镀锌层概况钝化膜在70℃左右就会被破坏,抗腐蚀才能急剧下降,而达克罗涂层的固化温度为300℃左右,涂层中的铬酸盐聚合物不含结晶水,涂层在高温下不容易被破坏,表示出优良的防腐性能.用达克罗工艺处理的零部件在250℃长期使用,其外观几乎不变,抗腐蚀才能很强.3、载重汽车上各种弹性零件的防腐,如环箍、半圆卡箍、各种弹簧、板簧等.这些零件的强度和硬度要求较高,电镀处理睬发生氢脆,如去氢不完全,长时间承受动载荷容易发生撕裂或腐蚀疲劳,会给汽车行驶带来平安隐患,尤其是对于载重汽车,其作业环境比较恶劣,所以对这些件的概况处理要求也相应较高,而达克罗涂层具有高的耐腐蚀性,高的耐候性,非常适合这类汽车零部件的概况处理.4、载重汽车上各种形状复杂的管类、腔类零部件的防腐,如发动机的排气管、消声器等.如果这类零件采取电镀处理,由于此类零件形状复杂和电镀工艺的局限性,形成的镀层不平均,甚至可以会发生漏镀,会使制件抗腐蚀才能急剧下降,直接影响汽车零件的性能和使用寿命.而达克罗工艺采取浸渍等方式,不存在电镀过程中均涂才能和深度才能欠好的问题,而且达克罗处理液具有优良的的渗透才能,在慎密接触的缝隙中也能形成杰出的防护膜,特别适用于管类及型腔复杂的汽车零件的防腐,有些组装件在装配好以后也适宜停止达克罗处理.此外,达克罗涂层也不受各种油类、防冻液、清洗剂等化学制品的侵蚀,耐化学性、耐候性也都很好,所以达克罗十分适合载重汽车底盘及汽车外用零部件的防腐.。
锌铝涂层(无铬达克罗)主要品牌产品性能比较研究
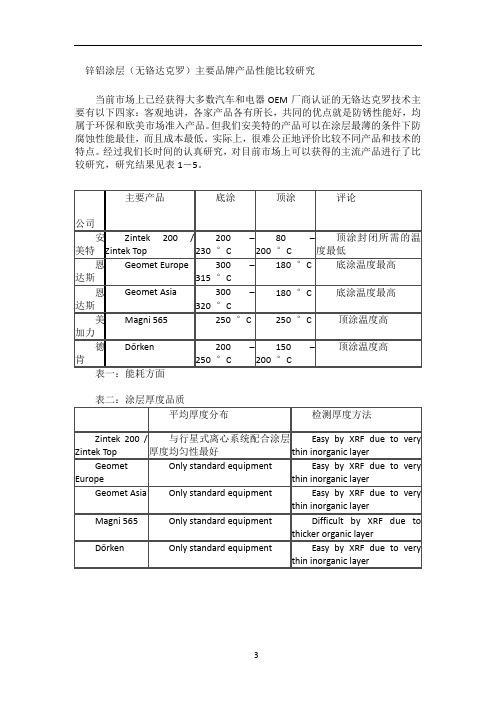
当前市场上已经获得大多数汽车和电器OEM厂商认证的无铬达克罗技术主要有以下四家:客观地讲,各家产品各有所长,共同的优点就是防锈性能好,均属于环保和欧美市场准入产品。
但我们安美特的产品可以在涂层最薄的条件下防腐蚀性能最佳,而且成本最低。
实际上,很难公正地评价比较不同产品和技术的特点。
经过我们长时间的认真研究,对目前市场上可以获得的主流产品进行了比较研究,研究结果见表1-5。
综上所述,安美特的锌美特系列产品具有能耗低,涂层厚度均匀性好,特别是耐粘滑效果和耐热性最佳,在满足相同腐蚀保护的效果前提下,涂液消耗量最少,因而成本低;另外,涂液储存期长,工艺性好,是更加环保的一种产品。

达克罗技术简介达克罗(Dacromet)是一种新型的金属表面保护工艺,国内又称为锌铬涂层,2002 年国家质量监督检验检疫总局发布了“锌铬涂层技术条件”的中华人民共和国国家标准,标准号为GB/T18684-2002,为达克罗涂层的生产和检测带来了方便.与传统的电镀锌相比,达克罗的耐腐蚀性能好,而且在涂覆全过程中无污染,成为符合环保要求的一项“绿色工程”。
应用该技术可以使基体表面具有耐蚀、耐高温氧化、隔热和密封等性能.这一技术不仅在航空航天、石油化工、机械制造、公路、铁路、码头等领域得到了广泛的应用,而且已推广到电器行业中。
1达克罗涂层的特点(1)生产过程无污染.达克罗涂覆生产过程中,工件在前处理时,仅生成少量的铁锈和粘附在工件表面的油污,整个生产是在一个封闭循环的工序中进行,达克罗涂液在固化时向外排放的主要是涂液中的水份,因此对外界无污染。
(2)极强的抗腐蚀性能.达克罗涂层的厚度一般情况下,一涂的厚度3~5μm,二涂二烘在6~10 μm,根据统计,在标准盐雾试验下,达克罗涂层每100h消耗1μm,而电镀锌时涂层每10h即消耗1μm,因此达克罗涂层的抗盐雾侵蚀能力,在同等涂层厚度下,是电镀抗腐能力的7~10倍。
做的好的达克罗的涂层,耐盐雾侵蚀能力可达1000h以上。
(3)高渗透性。
达克罗涂液是水溶性的涂液,所以它的渗透性非常好,在细微的空隙的中也能形成涂层,其深涂能力远优于电镀。
与电镀相比,对于小孔的内壁,电镀时是很困难的,但达克罗涂覆时则能很好的涂覆上去。
有人曾做过试验,收紧的弹簧件经过达克罗处理后,放开后再作盐雾试验,其耐盐雾试验的时间仍可达到240h以上,说明达克罗涂液已渗入紧密结合的缝隙处.(4)无氢脆。
达克罗处理的一个特点是工件在前处理时不进行酸洗。
氢脆是传统电镀锌工艺不能完全克服的弊端,由于达克罗工艺不对工件进行酸洗,就可以避免氢离子侵蚀钢铁基体,因此达克罗涂层特别适用于6~1000N/mm2的高强度螺栓和弹簧种类的工件的表面防腐保护。

达克罗技术简介达克罗(Dacromet)是是一种新型的金属表面保护工艺,国内又称为锌铬涂层,2002 年国家质量监督检验检疫总局发布了&ldq达克罗(Dacromet)是是一种新型的金属表面保护工艺,国内又称为锌铬涂层,2002 年国家质量监督检验检疫总局发布了“锌铬涂层技术条件”的中华人民共和国国家标准,标准号为GB/T18684-2002,为达克罗涂层的生产和检测带来了方便。
与传统的电镀锌相比,达克罗的耐腐蚀性能好,而且在涂覆全过程中无污染,成为符合环保要求的一项“绿色工程”。
应用该技术可以使基体表面具有耐蚀、耐高温氧化、隔热和密封等性能。
这一技术不仅在航空航天、石油化工、机械制造、公路、铁路、码头等领域得到了广泛的应用,而且已推广到电器行业中。
1 达克罗涂层的特点[1](1)生产过程无污染。
达克罗涂覆生产过程中,工件在前处理时,仅生成少量的铁锈和粘附在工件表面的油污,整个生产是在一个封闭循环的工序中进行,达克罗涂液在固化时向外排放的主要是涂液中的水份,因此对外界无污染。
(2)极强的抗腐蚀性能。
达克罗涂层的厚度一般情况下,一涂的厚度3~5μm,二涂二烘在6~10μm,根据统计,在标准盐雾试验下,达克罗涂层每100h消耗1μm,而电镀锌时涂层每10h即消耗1μm,因此达克罗涂层的抗盐雾侵蚀能力,在同等涂层厚度下,是电镀抗腐能力的7~10倍。
做的好的达克罗的涂层,耐盐雾侵蚀能力可达1000h以上。
(3)高渗透性。
达克罗涂液是水溶性的涂液,所以它的渗透性非常好,在细微的空隙的中也能形成涂层,其深涂能力远优于电镀。
与电镀相比,对于小孔的内壁,电镀时是很困难的,但达克罗涂覆时则能很好的涂覆上去。
有人曾做过试验,收紧的弹簧件经过达克罗处理后,放开后再作盐雾试验,其耐盐雾试验的时间仍可达到240h以上,说明达克罗涂液已渗入紧密结合的缝隙处。
(4)无氢脆。
达克罗处理的一个特点是工件在前处理时不进行酸洗。

达克罗技术简介达克罗(Dacromet)是一种新型的金属表面保护工艺,国内又称为锌铬涂层,2002年国家质量监督检验检疫总局发布了“锌铬涂层技术条件”的中华人民共和国国家标准,标准号为GB/T18684-2002,为达克罗涂层的生产和检测带来了方便。
与传统的电镀锌相比,达克罗的耐腐蚀性能好,而且在涂覆全过程中无污染,成为符合环保要求的一项“绿色工程”。
应用该技术可以使基体表面具有耐蚀、耐高温氧化、隔热和密封等性能。
这一技术不仅在航空航天、石油化工、机械制造、公路、铁路、码头等领域得到了广泛的应用,而且已推广到电器行业中。
1达克罗涂层的特点(1)生产过程无污染。
达克罗涂覆生产过程中,工件在前处理时,仅生成少量的铁锈和粘附在工件表面的油污,整个生产是在一个封闭循环的工序中进行,达克罗涂液在固化时向外排放的主要是涂液中的水份,因此对外界无污染。
(2)极强的抗腐蚀性能。
达克罗涂层的厚度一般情况下,一涂的厚度3~5μm,二涂二烘在6~10μm,根据统计,在标准盐雾试验下,达克罗涂层每100h消耗1μm,而电镀锌时涂层每10h即消耗1μm,因此达克罗涂层的抗盐雾侵蚀能力,在同等涂层厚度下,是电镀抗腐能力的7~10倍。
做的好的达克罗的涂层,耐盐雾侵蚀能力可达1000h以上。
(3)高渗透性。
达克罗涂液是水溶性的涂液,所以它的渗透性非常好,在细微的空隙的中也能形成涂层,其深涂能力远优于电镀。
与电镀相比,对于小孔的内壁,电镀时是很困难的,但达克罗涂覆时则能很好的涂覆上去。
有人曾做过试验,收紧的弹簧件经过达克罗处理后,放开后再作盐雾试验,其耐盐雾试验的时间仍可达到240h以上,说明达克罗涂液已渗入紧密结合的缝隙处。
(4)无氢脆。
达克罗处理的一个特点是工件在前处理时不进行酸洗。
氢脆是传统电镀锌工艺不能完全克服的弊端,由于达克罗工艺不对工件进行酸洗,就可以避免氢离子侵蚀钢铁基体,因此达克罗涂层特别适用于6~1000N/mm2的高强度螺栓和弹簧种类的工件的表面防腐保护。
达克罗"表面涂层处理技术是目前世界上最新的金属表面涂层处理技术工艺。
用一种新工艺在金属表面涂敷专用混合涂层,可替代传统工艺的所有前处理工序,金属防护水平达到国际标准。
在金属表面处理工艺中可称为高效全封闭绿色环保处理工程。
达克罗是DACROMET 的缩写和译音。
又称达克锈、达克曼、迪克龙、锌铬膜。
达克罗技术是由美国人发明,日本人买断,现被我国引进的专有控制性技术,整套工艺设备采用全过程闭路循环的涂复方式,革新了电镀工艺,杜绝了电镀过程中产生的酸、碱、锌、铬及污水、废气的排放等污染问题。
达克罗是经过脱脂→抛丸→涂复→固化→冷却→成品的工艺过程,使用工件形成片状锌粉、铝粉及金属铬盐组成的银灰色防腐蚀涂层。
达克罗膜层在金属表面形成的过程中,其挥发的物质几乎全部是经过气化的水分,且无任何污染和公害在工业发达国家中,已得到广泛的应用,正逐步替代污染严重的电镀锌、电镀镉、热浸镀锌、热喷锌、机械镀锌、锌基合金镀层、氧化、磷化等多种传统的表面处理工艺,从根本上减少了环境污染的发生,并具有其他表面处理所无法比拟的优势和特点。
目前国内从事达克罗涂覆生产的单位有四十多家,百分之六十的生产线分布在上海及江浙一带,现在,从设备到工艺、涂液、以及达克罗液的生产配方,在市场上均可找到提供的商家,价格也不高。
达克罗的涂覆生产线,分为连续式和间断式二种,早期的达克罗生产线,因为都是一些资金充足的企业投资的,所以都采用了连续式的生产线。
这种生产线的设备投资在一百万左右,包括前处理设备:如抛丸机、清洗机、浸涂与甩液的机械手、网带式烧结固化炉、化验检测设备等。
在近几年,随着达克罗技术在中小企业的推广使用,出现了一种间断式的达克罗生产线,其中使用到的设备与连续式的主要区别在于其用于固化的烧结炉子采用了箱式的炉子,使设备的成本降低许多,另外,涂覆上也简化了,不再使用机械手涂覆及甩液,这样的结果,使整套市长的总的投资降到了三十万左右。
Engineered Coatings
ISO9001 CERTIFIED MANUFACTURING 248-647-4500This document may contain confidential and privileged information. Copyright 2013 © The Magni Group, Inc. All rights reserved.Performance Data:
Military Specifications:Other Specifications:4-2013MAGNI 565 Military
Magni 565 is a chrome free duplex fastener coating system that combines an inorganic zinc-rich basecoat with an aluminum-rich organic topcoat.
Magni 565 has been formulated as a two-coat system, providing a cost advantage while maintaining superior corrosion resistance. Friction modifiers are integrated into the Magni 565 topcoat, providing repeatable torque tension characteristics during assembly.
Magni 565 is designed for use on externally threaded fasteners, stampings and other types of hardware. This product can be applied via dip-spin or spray and is available in a variety of colors. Magni 565 is currently the preferred finish on fasteners at many automotive manufacturers.M A G N I 565 Amonix 90400026 Arvin Meritor P91 ASTM A490, F2833 Grade 1 BAE 3000009 Bobcat PS-106A B M W GS90010 Briggs & Stratton Brose BN590295-106 Case New Holland MAT0320, Type 1, Class A Chrysler PS-5873 (ref: PS-10633 non-threaded), PS-10633, PS-10378 Cummins 74045 Daimler-Benz DBL 8440 .20/.22 Delphi DX551801, DX45501804, DX551810, DX44501804 Denso DDS6700-008 DF3-BT Dometic 12-67 E2 Fiat 9.57513/Tipo IV Ford S439 (WSS-M21P37-A1) GE F69A4 General Motors GM7114M, GMW3359 Honda HES D2008-1 ISO 10683 JLG 4150701 John Deere JDM F13 Land Rover LRES.21.ZS.05 Navistar TMS-4518, Type I Nissan M 4601 Porsche PTL 7529
PSA B15 3320 Renault Trucks 01.71.4002/H Tacom/US Army 12469117 Trane S 3201063A1 TRW TS 2-25-60, Class A Volkswagen TL 233 Ofl-t330/Ofl-t350/Ofl-t650 Volvo VCS5737.29, .19 Arvin Meritor P91 BAE 3000099 Case New Holland MAT0320, Type 1, Class A JLG 4150701 Navistar TMS-4518, Type I Tacom/US Army 12469117 Textron Land & Marine MS16998-M Chrome-Free
Salt Spray 1000 Hours ASTM B117 Cyclic Corrosion Resistance GM9540P 60 cycles SAEJ2334 120 cycles Volvo VCS 1027,149 tbd
Coefficient of Friction 0.13 (other levels available) Coefficient of Friction Tested per ISO 16047 +.03 Coating Thickness 13 microns No Hydrogen Embrittlement Concerns Excellent Bi-Metallic Corrosion Resistance Heat Resistance 250o F (long term) 500o F (short term)Resistant to Automotive Fuels and Fluids Paintable RoHS, WEEE, and ELV Compliant。