粗煤泥分选设备及其应用分析
- 格式:pdf
- 大小:388.53 KB
- 文档页数:3
2010年第2期河北煤炭浅析C SS粗煤泥分选机李海涛(冀中能源股份公司选煤煤质部,河北邢台054021)摘要:通过对C SS粗煤泥分选机工作原理、实际应用效果、作用以及独有的特点的分析,说明C SS分选技术将进一步完善传统的重介洗选工艺,解决困扰粗煤泥分选的瓶颈问题,具有广泛的市场推广价值。
关键词:粗煤泥;煤泥分选机;介耗;分选精度中图分类号:TD921+.3文献标识码:B文章编号:1007-1083(2010)02-0037-02Analysis on the CSS coarse coal mud sorterLI Hai-tao近几年来,随着我国重介选煤技术的快速发展,大直径旋流器有效分选下限的提高和新型浮选机入料上限的降低以及原生煤泥量的增加,导致介于重介旋流器有效分选下限和浮选有效分选上限之间的部分粗煤泥( 1.5~0.3mm)得不到有效分选,寻找有效解决原生粗煤泥分选设备是当前选煤工艺中亟待解决的问题。
粗煤泥干扰床分选机就是一种新兴的分选设备,可以对3~0.3mm的物料实现有效分选,CSS (Coarse Slime Separator)粗煤泥分选机就是在此基础上自主创新研制出来的新一代煤泥分选机,具有完全自主知识产权、适合于中国粗煤泥分选的宽级别粗煤泥分选技术及设备。
1CSS粗煤泥分选机工作原理CSS粗煤泥分选机是冀中能源股份公司与中国矿业大学(北京)联合开发的国家863工程项目,其工作原理为:粗煤泥的颗粒具有一定的分布区间,采用传统型干扰床分选机分选较宽级别的煤泥时,会导致分选精度明显变差,CSS粗煤泥分选机采用基于重力和界面力复合力场中的干扰床分选技术,可以有效地拓宽传统干扰床分选机的不足,提高分选精度。
粗煤泥颗粒的密度、粒度不同,在同一流体(水)中的沉降速度也不同。
高密度粗粒具有较大的沉降速度,低密度细粒的沉降速度则较小。
如果提供一个上升流体速度V,使其介于低密度细粒的沉降速度和高密度、粗粒的沉降速度之间,则高密度、粗粒将在该上升流体中沉降,而低密度、细粒将上浮,从而实现多组分粒群按密度和粒度的分离。
粗煤泥的分选及其对选煤工艺的影响摘要:粗煤泥分选技术的出现对选煤工艺的发展有着重要影响,不仅可提高煤泥的利用率,而且可保护环境,减少污染。
本文分析了粗煤泥的分选技术及其对选煤工艺的影响。
关键词:粗煤泥;分选技术;选煤工艺;影响随着经济的发展及人民生活水平的提高,煤炭行业在实现快速发展的同时,也提出了更高的要求,要科学合理地利用煤炭资源,提高选煤精度,以节约我国煤炭资源。
为了节约煤炭资源,提高选煤精度,有必要分析我国粗煤泥质量低下的真正原因,结合我国粗煤泥分选技术,总结粗煤泥分选对选煤工艺的影响,以促进我国煤炭行业的发展。
一、粗煤泥产生的原因我国煤炭分选技术和方法主要是粗粒重选和细粒浮选两种。
颗粒分选以O.5mm为界,大于0.5mm为粗粒,小于0.5mm为细粒。
粗粒重选随着颗粒度逐渐减少,分选效果也逐渐下降,而浮选有效范围在0.25mm~0.074mm间,这样介于粗粒重选和细粒浮选间的范围使煤炭颗粒选取的质量不佳,而0.5mm~1.0mm间煤粒即是粗煤泥。
粗煤泥是一种颗粒更粗的煤泥,可细化为三种煤泥:原生粗煤泥、次生粗煤泥、破碎粗煤泥。
原生粗煤泥是指原生煤泥中的粗煤泥;次生粗煤泥是指煤炭在运输过程及后续的分选过程中设备间碰壁产生的粗煤泥;破碎粗煤泥是指原煤被破碎后产生的粗煤泥。
在实际生产过程中粗煤泥并没有得到有效筛选,会导致煤炭企业选煤时存在粗煤泥灰分比重过高的情况。
通常,粗煤泥灰分占的比重与精煤、浮选煤等高出2%~4%。
根据煤炭产业的相关统计数据,粗煤泥在原煤的比例能达到20%~25%间,可看出粗煤泥已严重影响选煤的质量,所以煤炭行业对粗煤泥分选技术展开研究和讨论,共同研讨选煤技术的重难点。
二、影响粗煤泥质量的因素1、选煤因素。
粗煤泥是在分选原煤过程中慢慢沉淀过滤所得的煤类,目前在我国煤炭资源开发与利用过程中所使用的选煤技术较为复杂,生产效率无法得到有效提升,同时对粗煤泥的选择质量造成了较大影响,降低了我国对煤矿资源的利用效率。
CSS处理粗煤泥的工艺检测与应用分析摘要:本文针对邢台矿细泥含量逐渐增加的现状,结合css粗煤泥分选机的工作原理,并按照煤用重选设备工艺性能评定方法对其分选工艺效果进行了全面的计算和定量分析,并对css在实际生产应用中的影响因素进行了分析。
关键词:预先脱泥 css 粗煤泥分选分选下限分析目前,我国工业中常用的粗煤泥分选设备主要有螺旋分选机、煤泥重介质旋流器和粗煤泥干扰床分选机。
其中,螺旋分选机因分选密度高、处理能力低而不能应用于炼焦煤分选;煤泥重介质旋流器因系统复杂、洗选成本高而得不到广泛应用。
[ 1 ]邢台矿选煤厂经过多次改造后,现行的生产工艺为:脱泥无压三产品重介旋流器分选/css粗煤泥分选机分选/浮选+精煤压滤机回收/一次浓缩+卧式沉降过滤离心机回收/二次浓缩+压滤机回收工艺。
双系统年入洗能力为3.45mt。
为了尽可能的控制产品灰分,根据原煤破碎的特征,原煤准备中将入洗上限控制在50mm,由于破碎后大量的煤集中在-3mm,因此,对于这部分的有效分选,是保证洗煤效率的关键。
为保证对细颗粒的分选,对1mm ~0.25mm采用css粗煤泥分选机进行分选,-0.25mm粒级去浮选。
针对邢台矿1/3焦煤进行粗煤泥分选工业性试验,并分析其分选效果。
1、css分选机的工作原理[ 2 ]粗煤泥颗粒的密度、粒度不同,在同一流体(水)中的沉降速度也不同。
高密度粗粒具有较大的沉降速度,低密度细粒的沉降速度则较小。
如果提供一个上升流体速度,使其介于低密度细粒的沉降速度和高密度、粗粒的沉降速度之间,则高密度、粗粒将在该上升流体中沉降,而低密度、细粒将上浮,从而实现多组分粒群按密度和粒度的分离。
进而,如果粒群的粒度相近或在很窄的粒级范围内,则颗粒的沉降速度取决于颗粒的密度,不同密度的颗粒在一定上升水速作用下将按密度进行分选。
此即为传统干扰床分选机的工作原理。
2、css分选工艺效果检测及评定方法按照国标 gb475对css分选机入料、精矿、尾矿产物取样,按照 mt/t57煤粉浮沉试验方法测定入料、精矿、尾矿产物的密度组成,按照mt/t58煤粉筛分试验方法对入料、精煤、矸石产物进行小筛分试验,测定其粒度组成由于受效果评定方法的试验条件所限,分选产品的产率无法用全量计量法确定。

干扰床分选机选煤的应用摘要本文主要介绍了粗煤泥分选现状,干扰床分选机(简称TBS)的工作原理,影响分选的因素,TBS在煤矿选煤系统的应用。
关键词选煤;干扰床分选机;粗煤泥1 选煤技术的应用情况目前,我国广泛应用的选煤工艺主要有基于密度差异的跳汰、重介和螺旋分选及基于表面物理化学性质差异的浮选等。
主要的选煤方法有以下几种:跳汰选煤,在我国得到了广泛的应用, 其适宜于处理易选和较易选煤。
重介选(尤其在离心力场中实现分选的大直径旋流器分选法) 是当前最先进的选煤方法, 适宜处理难选和极难选煤。
经过多年的选煤生产实践经验表明:无论是跳汰选还是重介选,对细粒煤的分选效果都较差。
分选效果往往随着粒度的减小而变差,尤其是对1.5~0.3粒级粗煤泥的分选往往难以取得理想的效果。
目前,国外大多数采用的螺旋分选机因能分选1mm~0.15mm 的粗煤泥而在国外得到广泛应用。
它的选煤工艺具有投资少、运行费用低、操作简单,缺点是分选精度低、设备难以大型化及分选密度高。
因此,螺旋分选机只适合于分选可选性较易的动力煤,要在低密度下分选炼焦煤很困难,螺旋分选机在我国未获得广泛应用。
通过分析以下特点:表面物理化学性质差异的浮游选煤是回收煤泥的主要技术,其有效分选粒度约在0.3mm~0.05mm 之间,大于0.3mm 的粗煤泥在浮选过程中,极易损失到尾矿中。
因此,大于1mm 的粗颗粒可用重力分选方法进行有效分选,小于0.3mm以下的细煤泥可用浮选。
然而对1mm~0.3mm 粗煤泥的分选还没有有效的分选技术及设备。
一定程度上造成资源浪费和企业经济效益降低。
而煤泥分选是选煤生产的重要环节,其分选效果的好坏直接影响煤泥产品的产率和质量。
因此,寻求粗煤泥的有效分选技术和设备就变得具有重要的现实意义。
干扰床分选机作为一种经济、实用的分选设备,洋为中用,有力推动了选煤工艺向更高层次发展。
2 干扰床分选机的使用原理和功能干扰床分选机,即TBS(teeter bed separator),有的称摇摆流化床分离器,主要用于粗煤泥分选。
探讨粗煤泥的分选及其对选煤工艺的影响粗煤泥分选在改善选煤工艺,提高煤炭质量上发挥重要作用,因此,加强对粗煤泥分选研究,促进我国选煤业的发展具有重要意义。
本文主要针对粗煤泥的分选及其对选煤工艺的影响进行了探讨。
标签:粗煤泥;分选;选煤工艺;影响我国在选煤工艺上还存在很多问题,导致粗精煤混掺的现象,大量的降低精煤的生产率,进而使煤炭产业不能得到更好的发展。
如今应该采取具有科学性、合理性的选取措施,使煤矿产业的生产得到有利的改善,促使煤炭产业得到更好的经济效益。
而粗煤泥的分选对我国煤矿发展有着重要的关联,要想使煤矿产业能够得到更好的发展,首先就要对选煤技术进行改善。
1、粗煤泥的成因中国煤炭的流通和使用中主要是分为粗粒煤和细粒煤两种。
而煤炭的流通和运行需要在入市前期进行标准的筛选。
因此,就诞生了粗粒重选和细粒浮选两种。
基本以0.5mm为分界点,>0.5mm为粗粒,<0.5mm为细粒。
随着粗粒煤的逐层筛选,分选的成效也随之降低。
因此,需要在这个范围内进行浮选。
浮选的范围在0.25mm~0.75mm。
通过这两种分选流程和技术处理。
而在浮选中的过程中,随着煤炭质量的下降,就会在逐层分选之后出现质地黏密的粗煤泥。
粗煤泥在形成的过程中,会出现集中煤型,即为原生粗煤泥、次生粗煤泥、破碎粗煤泥。
原生粗煤泥是在过滤煤炭中形成的粗粒煤泥;次生粗煤泥是在运输和后期分选过程中,通过碰撞、摩擦等原因形成的粗粒型煤泥;最后原煤以及分选煤等经过破碎后剩余的煤渣即为破碎粗煤泥。
一般情况下,在大部分煤炭处理选过程中粗煤泥都没有受到合格和标准的过滤分选。
这样便会导致很多煤炭企业的成品煤中含有较高比例的粗煤泥灰,使煤炭的质量严重下降。
而粗煤泥的成因主要有两个原因。
1)当前,我国的选煤技术以及煤炭细分环节还没有得到普遍性的技术优化。
生产效率和质量与国际水平相比偏低。
针对选煤工艺浮选和重选量大类型,能够逐渐了解问题出现的端倪。
在分选过程中出现的问题直接决定了分选的效率,这样在批量生产的过程中,就会出现很多技术性的问题。
TBS使用情况报告TBS干扰床分选机又称液固硫化床分选机,英文Teetered Bed Separator,简称TBS。
近年来,已在国内不同的动力煤和炼焦煤选煤厂中得到了广泛的应用。
在粗煤泥回收工艺中,TBS表现出一定的优势,如结构简单、对入料适应性强、分选密度低及分选效率高等。
针对我厂粗煤泥在现有工艺条件不能得到有效分选的情况,同时降低了浮选入料量和重介生产系统中的0.2mm以下的煤泥量,我厂在三车间投入使用了TBS粗煤泥分选机。
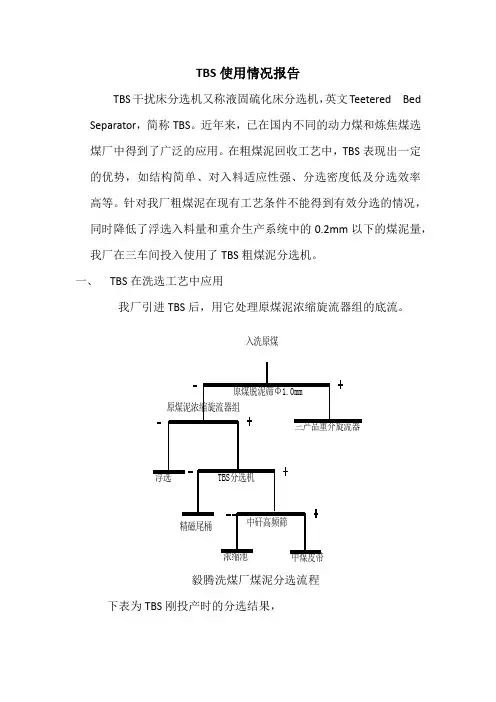
一、TBS在洗选工艺中应用我厂引进TBS后,用它处理原煤泥浓缩旋流器组的底流。
入洗原煤原煤脱泥筛Φ1.0mm原煤泥浓缩旋流器组三产品重介旋流器浮选TBS分选机精磁尾桶中矸高频筛浓缩池中煤皮带毅腾洗煤厂煤泥分选流程下表为TBS刚投产时的分选结果,(表一)针对TBS分选效果不理想的情况,我厂还是第一次使用TBS这种设备,经验不足。
经过认真对TBS原理和结构研究和分析以及当时生产状态的观察,决定对其做了一下几点改进:1、将干扰水泵的扬程65米改为70米。
2、将干扰水泵电机的功率30kw/h改为45kw/h。
3、将干扰水入水管的管径由108变为159,去掉部分管道上的弯头。
我厂对以上几点进行了改进。
虽然在这次改进中住户要改变了干扰水的流量和压力,但改进后TBS的分选效果有了明显的提高,特别是尾矿灰分提高了很多,由改进前的平均底流20.19%变为53.03%,+0.3溢流灰分也由15.16%下降到10.88%。
这次改进不仅对分选效果有了提高,更重要的是提高了我们技术改进和设备改造的信心,也为未来采用TBS的安装和调试提供了宝贵的经验。
改进后,分选效果如下表所示(累计9月15日到25日)(表二)改进前后分选效果对比表(累计9月15日到25日(表三)班综合样筛分化验单(累计9月15日到25日)入选不同煤种时,分选效果对照表煤种入料灰分% 精煤产率% 精煤灰分%4#原煤18.84 48.67 10.17(表五)对TBS的改进取得了显著的效果,通过几天的使用,证明了我们的改进是比较成功的。
粗煤泥分选的理论探究Abstract:The precondition of coarse coal Slime is a very important part of the process, the paper describes the separation of existing equipment, crude slime separation principle, structural characteristics and process characteristics. Through analysis we can see that each device can be obtained under certain conditions, an ideal grading effect, the main problem is in the upper reaches of the grading equipment. TBS through the analysis of the score selected by other principle Shen proposed TBS high grade coarse gray mud slime vision, and made preliminary tests have been good results.摘要:粗煤泥分选是非常重要的工艺环节,本文介绍了现有粗煤泥分选设备的分选原理、结构特点及工艺特点。
通过分析我们可以看出,各个设备都能在一定条件下得到理想的分级效果,主要问题是出在了上游的分级设备上。
通过分析TBS 按等沉比分选的原理,提出了TBS分级粗煤泥中高灰稀泥的设想,并做了初步的试验得到了良好的效果。
关键词:煤泥重介、螺旋分选机、TBS、等沉比、粗煤泥、分级一、粗煤泥分选概况由于近年来,采煤机械化程度的提高,原煤中的煤泥含量不断增加。
粗煤泥的分选及其对选煤工艺的影响本文作者对当前普遍采用的粗煤泥分选工艺的现状进行了深入细致的分析研究后,借鉴国内外对选煤工艺的改进理念,并结合自身多年对粗煤泥分选工艺的了解,提出了对粗煤泥分选工艺进行适当改进的一些措施。
标签:粗煤泥分选工艺改进措施煤碳作为我国使用最为普遍能源,在我国经济高速发展的几十年里,不仅煤碳企业得到了快速的发展,甚至与之相关的各种产业都得到了较快的发展。
整个产业链的发展也相应地催生了对选煤工艺的全新要求。
就我国传统的选煤工艺而言,在为了提高其选煤的工作效率目的驱使下,经常采用的方式就是将较大的物料预先进行破碎处理,然后再人为增加煤与矸石的解离度,从而达到自原煤里回收尽量多的低灰精煤的目的。
而我国当前普遍采用的粗煤泥分选方法,却无法很好地降低粗精煤泥灰分比例,这就不可避免地造成了原煤的浪费,使精煤的生产率一直无法得到提高。
1 我国当前粗煤泥的分选工艺现状我国当前使用最为普遍的粗煤泥分选方法是利用高频筛对粗煤泥进行回收,并将其直接加入到最终产品末煤中进行销售的方法。
但是经常长期的操作发现,采用这样的分选方式不可避免地会造成如下几点不足。
第一,在采用高频筛对粗煤泥进行回收时,虽然工艺比较简单,易操作,但是这样结果却也极大地降低了精煤的产量,这对从事煤炭生产的企业而言会造成不小的经济损失。
第二,将粗煤泥直接返回主选系统进行分选,过多地增加煤泥量,这样就必然会对主选设备的分选效果构成影响,进而直接影响到选煤的工作效率,从而使得生产成本提高。
第三,在使用当前普遍使用的选煤设备时,其分选效果难以提升,而且当前设备的脱泥效果普遍不高,直接对最终产品精煤的质量造成很大影响,降低了精煤的品级,从而影响到了企业的收益。
2 造成粗煤泥品质不高的主要原因首先选煤工艺方面。
我国当前的选煤工艺没有能够在简化工艺的同时,兼顾提高分选效率。
而且当前采用的工艺没有针对我国煤质的特殊性进行专门的改良和设计。
其次是选煤设备造成。
几种粗煤泥处理设备的分析对比摘要:介绍了粗煤泥分选和回收的设备及其分选原理、设备结构及工艺特点,对其优缺点进行对比。
关键词:粗煤泥煤泥重介旋流器TBS分选机螺旋分选机煤炭开采机械化普及度越来越高,原生煤泥含量越来越大,这对煤泥水处理环节带来不小的压力。
我国选煤业界常用分级界限为0.5mm,+0.5mm级进入重选系统,而-0.5mm级进入浮选系统。
此种做法普遍的简化了工艺,却不利于提高全粒级煤炭的分选效率,而且当前的设备分选精度也远远达不到工艺要求。
重介质旋流器的理论分选粒度范围是50mm~0.5mm,但是生产实践表明其对于3~0.5mm粒级物料的分选精度较差。
浮选机的分选粒度范围是<0.5mm,但在生产中其仅仅能对<0.3mm物料实现有效分选,对于>0.3mm的粗煤泥,在浮选过程中极易因气泡的携载能力不足而损失在尾矿中。
因此,粒度处于重选和浮选有效分选范围交界附近(0.3mm~1mm)的煤粒,分选效率最低。
因此,为了实现最大回收率,要加强对该粒级煤泥的分选和回收。
1 粗煤泥分选的常用设备及其原理目前,国内选煤厂用到的粗煤泥分选设备主要有:煤泥重介旋流器,干扰床分选机(TBS)和螺旋分选机。
1.1 煤泥重介旋流器煤泥重介质旋流器,即采用小直径旋流器,并以较高入料压力和微细磁铁矿介质进行分选。
煤泥重介旋流器的有效分选粒度范围为1mm~0.045mm。
在分选过程中,较高的离心系数,使粉煤颗粒受到远大于其在重力场及大直径重介旋流器中受到的分选力,从而实现煤泥的有效分选。
采用煤泥重介旋流器处理粗煤泥,其分选密度范围宽,对入选原煤质量波动的适应性强,而且煤泥重介旋流器中重悬浮液的密度接近实际分选密度,因而分选精度高,且费用比常规浮选要低。
1.2 干扰床分选机(TBS)干扰床分选机是一种利用上升水流在槽体内产生紊流的干扰沉降设备。
主体是柱形槽体,槽体底部有一个布满小孔的紊流板。
如有你有帮助,请购买下载,谢谢! 1页 新阳选煤厂TBS粗煤泥分选效果分析 摘 要:新阳选煤厂整体工程分两期完成,分别采用不同的分选工艺。文中详述了tbs粗煤泥分选机的工作原理和实际生产的分选效果。通过分析发现,粗煤泥利用tbs分选后精矿灰分波动相对较小,能满足生产需要,但对入料的适应性差,入料变化时,精煤损失到尾矿中,造成尾煤灰分波动较大。 关键词:粗煤泥 tbs 入料 精煤 尾煤 一、前言 气焊利用可燃气体与助燃气体混合燃烧生成的火热为热源,熔化焊件和焊接材料使之达到原子间结合的一种焊接方法。 助燃气体主要为氧气,可燃气体主要采用乙炔、液化石油气等。所使用的焊接材料主要包括可燃气体、助燃气体、焊丝、气焊熔剂等。设备主要包括氧气瓶、乙炔瓶(如采用乙炔作为可燃气体)、减压器、焊枪、胶管等。由于所用储存气体的气瓶为压力容器、气体为易燃易爆气体,所以该方法是所有焊接方法中危险性最高的之一。因此掌握气焊的有关常识,熟悉气焊的安全操作规程有重要的意义。 二、气焊技术的基本概念 1.气焊的概念 气焊是利用可燃气体燃烧产生的热量进行焊接的方法,最高温度可达3150℃左右,热量比较分散,主要用于焊接薄钢板和黄铜、补焊铸铁、焊接有色金属及其合金、钎焊刀具、热处理加热等,也可以在对焊件进行焊前预热和焊后缓冷。 如有你有帮助,请购买下载,谢谢! 2页 2.气焊所用气体及危险性分析 气焊最常用的方法是氧乙炔焊,常用的气体有乙炔、液化汽油和氧气。 2.1乙炔 乙炔属于可燃性气体,是无色可燃易爆气体,纯乙炔具有醚的味道工业用乙炔含有硫化氢(h2s)及磷化氢(ph3)等杂质因而有难闻的臭味。当乙炔温度达到30℃~450℃或压力超过0.15mpa时乙炔分子能产生”聚合”发热而引起自燃。在纯氧中燃烧的火焰温度可以达到3150℃,乙炔是易爆气体,具有以下几个方面的特征: 乙炔温度超过300℃或压力超过0.15mpa时,遇到火就会爆炸; 乙炔与空气混合,乙炔按体积计算比例占2.2~81%时,乙炔与氧气混合,乙炔按体积计算比例占2.8~93%时,混合气体中任何部分达到自然温度(乙炔和空气混合气体的自然温度是305℃,乙炔与氧气混合气体的自然温度是300℃)或遇到明火时,在常压下也会爆炸; 贮存乙炔的容器直径越小,越不容易爆炸,当贮存在有毛细管状物质的容器时,即使压力增高到2。65mpa时也不会爆炸。 2.2液化石油气 液化石油气属于可燃气体,由丙烷、丙烯、丁烷和丁烯等气体混合组成在常温常压下为无色无味的气体。在标准状态下,液体石油气的比重比水和汽油轻。它不但极易挥发,而且闪点很低,在常温常压下挥发其体积要膨胀250倍。当降温或加压到0.8mpa~1.5mpa如有你有帮助,请购买下载,谢谢! 3页 时则成液态。在空气中的爆炸极限为5~33%。不完全燃烧会产生一氧化碳,易使人中毒。丙烷在纯氧中燃烧的火焰温度可以达到2800℃,与空气混合,丙烷以体积计算比例占2.3~9.5%时,遇到明火也会爆炸。 2.3氧气 氧气是一种无色、无味的气体,比空气略重二它本身不能燃烧但是一种活泼的助燃气体,几乎能与所有可燃的气体和液体的蒸气混合成爆炸性混合物。气焊用氧纯度达99.2%,这种压缩纯氧是强烈氧化剂与油脂、有机物和细微分散的可燃物质接触时.会因剧烈氧化反应和积热升温而引起自燃。液氧是蓝色的液体在常温常压下能迅速气化,体积扩大798倍。用于气焊时在进入工具之前需预先使其蒸发变为气体。液氧溅落在皮肤上能引起严重冻伤。 3.根据氧和乙炔的比例不同,气焊火焰可分三种: 3.1中性焰 氧与乙炔容积的比值为1~1.2。焰心因刚从喷嘴高速流出的气体来不及燃烧,炽热的分子发出光和热,特别明亮。内焰颜色较焰心暗,呈淡白色,其温度最高。焊接碳钢时都将工件放在距焰心尖端2~4mm处的内焰进行。外焰温度较低,呈淡蓝色。中性焰应用广泛,一般常用来焊接碳钢、紫铜和低合金钢。 3.2氧化焰 氧与乙炔的比例大于1:1.2。因氧气较多,氧化反应剧烈,温度很高,一般用于黄铜的焊接。 如有你有帮助,请购买下载,谢谢! 4页 3.3碳化焰 氧与乙炔的容积比小于1:1,燃烧不完全,焰心较长呈蓝色,内焰呈淡蓝色,外焰呈橘红色。适用于焊接高碳钢、铸铁及硬质合金等。 4.焊丝与焊粉 焊低碳钢时常用h08和h08a作焊丝。焊粉主要是用于除去焊接过程中产生的氧化物,因此焊低碳钢时不用焊粉。目前的焊粉有:粉101,用于不锈钢、耐热钢的焊接;粉201,用于铸铁的焊接;粉301,用于铜及铜合金的焊接;粉401用于铝及铝合金的焊接 三、气焊技术的设备和工具 1.乙炔发生器 是将电石和水接触产生乙炔的装置。 2.回火防止器 是防止火焰倒流乙炔发生器而发生爆炸的安全装置。 3.氧气瓶 是贮存氧气的高压器,贮氧的最高压力为15mpa,气瓶漆成天蓝色。 4.减压阀 用来将氧气瓶中的高压氧降低到工作压力,并保持焊接过程中压力稳定。 5.焊矩 使乙炔和氧气按一定比例混合,并获得气焊火焰的工具。 如有你有帮助,请购买下载,谢谢! 5页 四、气焊技术的操作 1.点火时,先微开氧气阀门,然后再开乙炔阀门,火源从焊嘴侧面点燃火焰,然后逐渐开大氧气阀门,对碳化焰调整.成正常焰进行焊接,灭火时,应先关闭乙炔阀门,后关氧气阀门。 2.焊嘴角度。开始焊接时,因工件温度低,焊嘴应与工件垂直,使热量集中而很快加热工件。正常焊接时,焊嘴与工件的夹角均为40~50度左右,焊至工件末端时,应将夹角减小。焊接薄板时,夹角应相应减小,以防烧穿工件,焊接厚件时,夹角应加大,使热量集中,焊丝与工件的夹角应为40~50度。 3.焊接速度,焊接速度应首先保证工作溶化良好为前提,焊距应尽快前移,以免烧穿工件,速度合适时,熔池轮廊为连续的椭圆形。 4.送丝。待工件加热溶化后,才可加入焊丝。焊丝应点在熔池内,同时被火焰加热溶化。如工件未溶即加入焊丝,或将焊丝点在溶池外面,以及先溶化后滴入溶池,都是不正确的。 五、气焊技术的安全问题 1.电石的防火与防爆。因电石遇水分解产生c2h2和ca(oh)2,并放出热量,易燃烧爆炸,故电石应首先防潮;其次是防火,电石贮存时应远离火源,搬动时应轻,不能滚动,不能用可引起火星的工具开启电石桶。 2.乙炔发生器的防爆与防火。发生器不能摩擦、冲击;电石分解应有足够的水,并保证有良好的冷却条件;发生器应有足够容积容气室,以便收集过剩的乙炔气;中压乙炔发生器应装有安全阀、泄如有你有帮助,请购买下载,谢谢! 6页 压膜、压力表等。并有预防回火的安全装置,回火防止器有水封式和干式两种,水封式回火防止器以水作为阻火介质必须保持器内的水位符合安全要求。干式回火防止器以粉末冶金片或陶瓷管作为阻火介质时应定期清洗并用压缩空气使非直线微孔保持通畅; 3.氧气瓶在运输和贮存中应防碰撞和直接受热,避免阳光曝晒,氧气瓶中的氧气不能用完,氧气瓶不能与油脂接触。 4.作业现场应保持良好通风;高浓度环境中,应穿戴防护服戴防化镜和面罩,避免长期接触引起中毒;如发生泄漏须穿戴防护用具进入现场;排除一切火情隐患:若泄漏气罐无法堵漏时,可将其移到室外安全处修补或放空;不能将液化石油气排入下水道,以免爆炸。 六、结论 本文在经过对气焊技术基本的常识、设备工具以及操作等方面调研的基础上,系统的介绍了气焊技术,通过以上的了解,在对气焊技术的应用上用重要的指导。 参考文献 [1]晏传鹏等.新型锌铝合金焊接技术研究.西南交通大学学报,1993,(2):37-41. [2]汪耀福.锌合金铸件的补焊.焊接通讯.1981,(3):40.