热轧板形控制技术交流28页PPT
- 格式:ppt
- 大小:2.64 MB
- 文档页数:28

热轧板凸度控制的探讨陈 勇(新疆钢铁研究所)摘 要: 阐述了凸度与平直度的关系及凸度控制的策略,指出对板凸度影响的各种因素,并探讨控制各因素影响的措施。关键词: 热轧板;凸度;平直度;控制1 前言板形是衡量板带产品质量重要的指标之一,板形包括板凸度、平直度和边部形状等。目前热轧产品主要分为供冷轧原料和商品板卷,这两类产品对板凸度要求存在一定差别,为了便于带钢咬入,保证冷轧穿带过程稳定,一般冷轧料需要80~90μm的板凸度,而商品板卷的用户出于节约材料、降低成本的考虑,一般要求板凸度越小越好。热轧精轧机组板形控制有两个目标:一是保证成品机架的出口带钢具有理想的凸度;二是保证带钢的平直度。结合八钢热轧1750mm的工装情况阐述凸度与平直度的关系,介绍板凸度的控制方法,对轧辊热膨胀、轧辊磨损、轧制力、弯辊力等对板凸度的影响进行分析。2 八钢热轧项目的主要设备及技术参数八钢1750mm热轧机组设计采用传统的半连续轧机,一期主要设备:步进式加热炉两座,粗轧+立辊轧机一架,热卷箱,6机架精轧,层流冷却,两个具有AJC功能的卷曲机,在F6后有宽度仪、厚度仪、凸度仪、平直度仪等检测仪器。表1 轧机部分的主要技术参数名 称技术参数立辊轧机(EM)附着式上部驱动具有AWC和SCC功能四辊粗轧机(RM)四辊可逆式双传动F1~F6精轧机(FM)四辊全液压不可逆轧机AGC控制精轧工作辊弯辊系统(WRB) F1~F4 1500kN/侧正弯辊力: F5~F6 1100kN/侧精轧工作辊窜辊系统(WRS)移动行程: ±125mm3 板凸度与平直度关系3.1 凸度和相对凸度的表示方法带钢板凸度用C40指标表示,计算公式如下:板凸度:δi=[Him-(Hio+Hid)/2]×1000(1)相对凸度:δiX=2δi/(Hi0+Hid)(2) 式中,δi为第i机架出口板凸度;Him为第i机架出口带钢中部厚度;Hio为第i机架出口带钢操作侧距带钢边部40mm处厚度;Hid为第i机架出口带钢传动侧距带钢边部40mm处厚度;δiX为第i机架出口板相对凸度(%)。 第i机架间的相对凸度用δihi表示,δi表示该道次的板凸度,hi表示该道次的平均厚度(Hio+Hid)。3.2 保持良好平直度的条件凸度是单道次的控制行为,即通过单机架的控制可实现需要的板凸度,但这样会导致平直度指标的超差,产生边浪或中浪等,而平直度的控制是在多机架的控制行为,只有控制多机架的相对凸度变化量在一定的范围内才能既保证所需要的凸度,又能保证板的平直度良好。板带精轧的前几道次,由于轧件的宽厚比未达 联系人:陈勇,男,36岁,本科,轧钢高级工程师,乌鲁木齐(830022)新疆钢铁研究所92005年第3期新疆钢铁总95期到一定值时,轧件存在一定的宽展,此时道次间的相对凸度波动的允许范围较大,当宽厚比达到一定值时,轧件不存在横向流动,即无宽展,此时道次间的相对凸度变化值必须在一个小范围内波动,否则将产生浪形。对机架间相对凸度变化量的允许范围,Shohet等人提出如下曲线:上部曲线是产生边浪的临界线,下部曲线是产生中浪的临界线。曲线的公式:-40(hb)1.86<△CR<80(hb)1.86 (3) △CR=δi+1hi+1-δihi式中,△CR为相对凸度变化量;δi+1,δi为i+1、i机架出口带钢凸度;hi+1,hi为i+1、i机架出口带钢厚度(mm)。
籼钢 谬 曰地f 《稍瓣瓣麓《 爨爨 嚣} 奠窭{爨m ;g 鞭 《联驻;键 ; i 婺li ; §弱i嚣 j 麓键§ §巍: ; l骚瓣 }赣l i;;l臻 臻辫 …. 一;. ;.:: _ ;;; -_
板形是板带材的关键质量指
标,板形控制是困扰板带材生产
的难题。经过国内外学者和生产 企业的不断努力,开发了很多有
效的板形控制技术,板形质量有
了很大的提升。但板形问题是个 非常复杂的课题,与设备状态、
工艺布局、控制参数、操作经验
和管理水平等有密切关系。板形
质量不好,不仅会影响到本工序
的生产顺行,对后续工序的生产 顺行和产品质量也有很大的影
响。开发功能先进的板形控制技 术,可以从很大程度上消除生产
过程中板形干扰因素(如工艺参数 的波动、辊形的变化等)和偶发因 素(如不正当操作、设备故障等)
对板形控制的不利影响,提高板
形质量的稳定性。
国际知名的板形控制技术
为了改善轧机的板形调控性 能,轧制出具有更好板形质量的 产品,自20世纪70年代始,国际
上陆续开发了多种先进板形控制
技术,并进行了推广应用,其中 最知名的板形控制技术包括CVC
技术、PC技术和HC技术等。
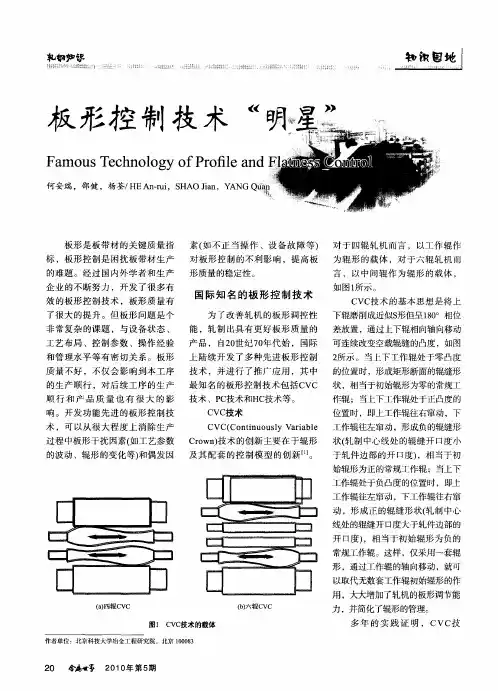
CVC技术
CVC(Continuously Variable Crown)技术的创新主要在于辊形
及其配套的控制模型的创新[1】。
E£
匝]
(a)l ̄t辊CVC (b)六辊CVC
图1 CVC技术的载体
作者单位:北京科技大学冶金工程研究院,北京100083
20奄漓t手 201 0年第5期 对于四辊轧机而言,以工作辊作
为辊形的载体,对于六辊轧机而
言,以中间辊作为辊形的载体, 如图1所示。
CvC技术的基本思想是将上
下辊磨削成近似s形但呈1 80。相位
差放置,通过上下辊相向轴向移动 可连续改变空载辊缝的凸度,如图
2所示。当上下工作辊处于零凸度
的位置时,形成矩形断面的辊缝形
状,相当于初始辊形为零的常规工 作辊;当上下工作辊处于正凸度的
数控技术
田凯董艳玲韦清瑞
(唐钢微尔自动化公司河北唐山06300 ̄
摘要:热轧板形控制分为窜辊控制系统和弯辊控制系统,弯辊控制系统又分为前馈弯辊控制和反馈弯辊控制。前馈弯辊控制包括轧辊热凸度
及磨损补偿和轧制力前馈弯辊控制,而轧制力前馈弯辊控制又分为绝对型轧制力前馈控制、相对型轧制力前馈控制和锁定型轧制力前馈控制;反馈
弯辊控制分为矢量型弯辊反馈控制和拟合曲线型弯辊反馈控制。
关键词:板形控制前馈控制反馈控制
中圈分类号:TG339 文献标识码:A 文章编号:1007—9416(2013)02—0015—01
1板形控制的组成
板形控制分为液压弯辊控制和窜辊(cvc)控制。 1.1弯辊控制
弯辊控制技术是由弯辊液压缸产生弯辊力,在轧制过程中向工
作辊或中间辊辊颈施加液压弯辊力,瞬时地改变轧辊的有效挠度,
从而改变承载辊缝形状,使轧制后带钢的延伸沿横向均匀分布,进
而达到板形控制的目的。 1.2窜辊控制
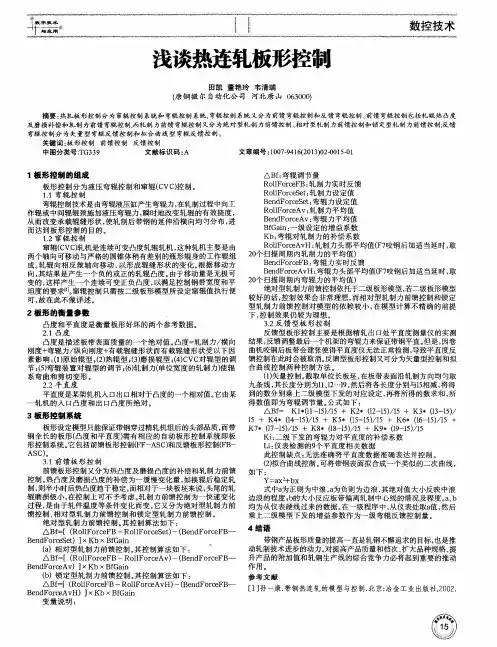
窜辊(cvc)¥L机是连续可变凸度轧辊轧机,这种轧机主要是由
两个轴向可移动与严格的圆锥体稍有差别的瓶形辊身的工作辊组
成。轧辊向相反做轴向移动,以形成辊缝形状的变化。根据移动方
向,其结果是产生一个负的或正的轧辊凸度。由于移动量是无极可
变的,这样产生一个连续可变正负凸度,以满足控制钢带宽度和平
坦度的要求【1]。窜辊控制只需按二级板形模型所设定窜辊值执行便
可,故在此不做详述。
2板形的衡量参数
凸度和平直度是衡量板形好坏的两个参考数据。 2.1凸度
凸度是描述板带表面质量的一个绝对值。凸度=轧制力/横向
刚度+弯辊力/纵向刚度+有载辊缝形状而有载辊缝形状受以下因
素影响:(1)原始辊型;(2)热辊型;(3)磨损辊型;(4)CVC对辊型的调
节;(5)弯辊装置对辊型的调节;(6)轧制力(单位宽度的轧制力)使辊
系弯曲和剪切变形。
2.2平直度
平直度是某架轧机人口出口相对于凸度的一个相对值。它由某

热轧薄材板凸度控制
热轧薄材板凸度控制是指在热轧薄材板生产过程中对其凸度进行监测和控制的措施。薄材板凸度是指板材在经过热轧压延过程中由于各向异性造成的板材边缘向中间的弯曲状态,即板材的正负弯曲程度。由于热轧过程中的各种因素,如辊缝等,使得板材产生凸度,因此在生产过程中对凸度进行控制,可以提高产品质量和生产效率。
热轧薄材板凸度控制的目标是使得板材的凸度在允许范围内保持最小值,以便生产高质量的板材。具体的控制措施包括:
1. 板形设计:通过调整轧机的辊缝、辊径等参数,设计合理的板形,减小板材在轧机中的受力和变形,从而降低板材的凸度。
2. 轧制工艺控制:控制轧机的轧制力和轧制速度,避免过大或过小的轧制力和速度对板材产生不良影响,影响其凸度。控制轧机温度和冷却速度,使得板材在轧制过程中的温度和冷却速度均匀,减少板材的热应力和冷却应力,降低凸度。
3. 优化板坯预处理工艺:在热轧前,通过对板坯的调质、除锈、热处理等工艺进行优化,减少板坯的内应力和表面缺陷,提高板材的均匀性和表面质量,有助于减小板材的凸度。
4. 自动化凸度控制系统:利用自动化技术,监测板材的凸度,并根据实时数据进行自动调整,控制板材的凸度在允许范围内,减少人工干预,提高生产效率和产品质量。
热轧薄材板凸度控制是热轧生产过程中重要的环节,通过合理的板形设计、轧制工艺控制、板坯预处理工艺优化和自动化凸度控制系统等措施,可以有效地控制板材的凸度,提高产品质量和生产效率。