35吨钢包底吹氩气不通浅析
- 格式:doc
- 大小:275.00 KB
- 文档页数:3
钢包底吹氩工艺流程英文回答:The argon bottom blowing process in steelmaking refers to the technique of injecting argon gas into the bottom of the ladle or tundish during the steelmaking process. This process is commonly used in steelmaking to improve the quality of the steel by removing impurities and reducing the oxygen content.The argon bottom blowing process typically involves the following steps:1. Ladle or tundish preparation: The ladle or tundish is prepared by ensuring it is clean and free from any impurities. This is important to prevent any contamination of the steel during the process.2. Argon gas injection: Once the ladle or tundish is prepared, argon gas is injected into the bottom through alance or a porous plug. The gas is injected at a controlled flow rate and pressure to create a bubbling effect in the steel bath.3. Stirring and mixing: The argon gas bubbles rise through the steel bath, creating turbulence and stirring the molten steel. This helps to homogenize the temperature and composition of the steel, ensuring a more uniform product.4. Impurity removal: The argon gas reacts with impurities such as carbon, sulfur, and nitrogen present in the steel. These impurities are either oxidized or dissolved in the gas bubbles and removed from the steel bath.5. Oxygen reduction: Argon gas also helps in reducing the oxygen content in the steel. Oxygen reacts with carbon and other elements in the steel, leading to the formation of oxides. By reducing the oxygen content, the argon bottom blowing process helps to minimize oxide formation and improve the steel quality.6. Process control: The argon bottom blowing process is closely monitored and controlled to ensure optimal results. Parameters such as gas flow rate, lance height, and lance position are adjusted based on the specific requirements of the steel grade and composition.中文回答:钢包底吹氩工艺流程是指在炼钢过程中将氩气注入钢包或中间包底部的技术。
LF精炼炉底吹氩过程中的氩气流量控制发表时间:2018-09-27T18:52:49.657Z 来源:《知识-力量》2018年9月下作者:刘艳奎[导读] 本文通过对LF精炼炉底吹氩气的过程以及相关系统进行分析,在实际生产中氩气流量的难以控制的主要因素,同时选用分级结构模糊自适应控制系统对氩气流量进行相关的控制,结果发现,模糊自适应流量控制在较短的时间内便达到了相关的氩气流量设定值域,且无法进行调控。
(唐山三友氯碱有限责任公司,河北唐山 063305)摘要:本文通过对LF精炼炉底吹氩气的过程以及相关系统进行分析,在实际生产中氩气流量的难以控制的主要因素,同时选用分级结构模糊自适应控制系统对氩气流量进行相关的控制,结果发现,模糊自适应流量控制在较短的时间内便达到了相关的氩气流量设定值域,且无法进行调控。
而常规的控制曲线经过长时间的波动,才能恢复到预期设定的值域。
在实际的氩气流量控制中,模糊自适应控制效果要明显优于其他控制的实际控制效果。
关键词:氩气;LF精炼炉;氩气流量控制1 前言随着科学技术与经济社会的不断深入发展,每个行业都在高精尖发展。
在日常建设生产过程中,人们对于钢材的规格和质量的相关要求更为严格。
为此,炉外精炼已经成为钢铁厂生产中最为重要的一环,尤其是LF精炼炉应用最为广泛,而在LF精炼炉中,氩气流量控制是亦是比较重要的一个组成部分。
目前的钢铁生产过程中,LF精炼炉底吹氩是一种采取流量负反馈的的常用系统。
但在LF精炼炉底吹氩实际生产过程中,采用常规控制手段难以现实对氩气流量的精准控制,主要原因是通常被控制对象充满着非线性的不确定性以及系统在工作中所产生的剧烈干扰等因素影响。
2 LF精炼炉底吹氩系统概论当钢水进入钢包之后,氩气通过钢包不断地进入钢液体中,进而形成较多的氩气泡,这些气泡在钢水中众多的氮气、氧气以及氢气相当于是一个压力几乎为零的密闭空间,为此其他气体便不断的向气泡扩散开来,随着氮气和氢气不断的增多,气泡中的压力也随之增加,进而气泡不断的上涨。
第28卷第2期 2006年4月 山 东
Shandong 冶 金
Metallurgy Vo1.28,No.2
April 2006
・生产技术・ 双透气砖钢包吹氩技术的应用
盂召来,张勇,任科社,张百庆,杨西银 (莱芜钢铁股份有限公司炼钢厂,山东莱芜271 104)
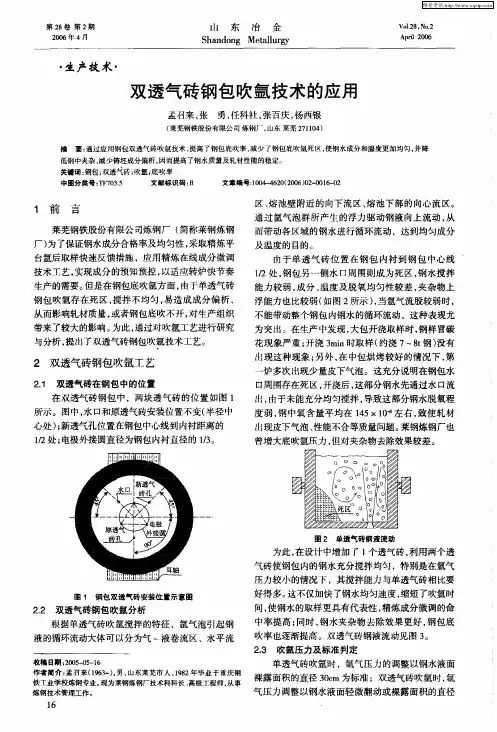
摘要:通过应用钢包双透气砖吹氩技术,提高了钢包底吹率,减少了钢包底吹氩死区,使钢水成分和温度更加均匀,并降 低钢中夹杂、减少铸坯成分偏析,因而提高了钢水质量及轧材性能的稳定。 关键词:钢包;双透气砖;吹氩;底吹率 中围分类号:TF703.5 文献标识码:B 文章编号:1004—4620(2006)02—0016—02
1前言 莱芜钢铁股份有限公司炼钢厂(简称莱钢炼钢 厂)为了保证钢水成分合格率及均匀性,采取精炼平 台氩后取样快速反馈措施,应用精炼在线成分微调 技术工艺,实现成分的预知预控,以适应转炉快节奏 生产的需要。但是在钢包底吹氩方面,由于单透气砖 钢包吹氩存在死区,搅拌不均匀,易造成成分偏析, 从而影响轧材质量,或者钢包底吹不开,对生产组织 带来了较大的影响。为此,通过对吹氩工艺进行研究 与分析,提出了双透气砖钢包吹氩技术工艺。
2双透气砖钢包吹氩工艺 2.1 双透气砖在钢包中的位置 在双透气砖钢包中,两块透气砖的位置如图l 所示。图中,水口和原透气砖安装位置不变(半径中 心处);新透气孔位置在钢包中心线到内衬距离的 l,2处;电极外接圆直径为钢包内衬直径的l/3。
图1 钢包双透气砖安装位置示意图 2-2双透气砖钢包吹氩分析 根据单透气砖吹氩搅拌的特征,氩气泡引起钢 液的循环流动大体可以分为气一液卷流区、水平流
收稿日期:2005-4t5—16 作者简介:盂召来(1963一),男。山东莱芜市人,1982年毕业于重庆钢 铁工业学校炼钢专业。现为莱钢炼钢厂技术科科长、高级工程师,从事 炼钢技术管理工作。
16
区、熔池壁附近的向下流区、熔池下部的向心流区。 通过氩气泡群所产生的浮力驱动钢液向上流动,从 而带动各区域的钢水进行循环流动,达到均匀成分 及温度的目的。 由于单透气砖位置在钢包内衬到钢包中心线 1/2处,钢包另一侧水口周围则成为死区,钢水搅拌 能力较弱,成分、温度及脱氧均匀性较差,夹杂物上 浮能力也比较弱(如图2所示),当氩气流股较弱时, 不能带动整个钢包内钢水的循环流动,这种表现尤 为突出。在生产中发现,大包开浇取样时,钢样冒碳 花现象严重;开浇3rain时取样(约浇7~8t钢)没有 出现这种现象;另外,在中包烘烤较好的情况下,第
吹氩搅拌作用
吹氩搅拌的作用包括以下几点:
1. 提高钢水温度和成分的均匀度。
通过从钢包底吹入氩气,进行强烈搅拌,使钢水温度和成分更加均匀,同时也有利于夹杂物的上浮和去除。
2. 促进冶金反应。
吹氩搅拌可以提供足够的动力学条件,使钢水中的合金元素与渣充分接触,加速冶金反应的进行,从而提高钢水的纯净度和质量。
3. 防止钢水氧化和吸收气体。
在吹氩搅拌过程中,采用适当的渣洗方法,如沉入罩进行渣洗或从钢包盖加入合成渣进行渣洗,可以有效地防止钢水进一步氧化和吸收气体。
4. 提高脱氧效率。
通过强烈的搅拌作用,使钢水中的夹杂物充分暴露并聚集在钢水表面,便于去除,从而提高钢水的纯净度和质量。
总之,吹氩搅拌在冶金过程中起着非常重要的作用,可以提高钢水的纯净度和质量,同时也有利于控制钢水的温度和成分,为后续的连铸和轧制过程提供更好的条件。
问题:阐述钢包吹氩软吹压力的确定依据甄先锋钢包吹氩软吹是指通过弱的氩气搅拌强度,促使钢水中的夹杂物上浮。
软吹压力确定的原理主要是因为在强搅拌的情况下,卷入或循环带入钢包底部的夹杂物需要一定的时间上浮,软吹气泡可为10微米以下,提高不容易上浮的夹杂物或变形的夹杂物提高上浮速度,从而达到纯净钢水的目的。
软吹压力确定的依据主要根据软吹原理和生产实际情况确定:1、钢水的静压力确定软吹压力。
按出钢量85t计算,钢水高度h=85*3*4/3.14*(2.32+2.52+2.3*2.5) =2.61m,则静压力P=ρgh=7.2*103*9.8*2.61=0.185Mpa最低软吹压力应大于0.185Mpa。
2、实际软吹效果确定软吹压力。
实际软吹效果主要是实现钢渣面蠕动而不裸露钢液面,从而保证夹杂物的上浮,减少循环卷入钢水中的夹杂物污染钢水。
3、钢包中精炼渣的厚度确定软吹压力。
由于不同炉次初炼钢水情况和精炼过程控制实现不了完全相同,因此软吹时精炼渣的厚度不同,较厚的渣层可根据钢水蠕动情况提高压力,否则应该降低压力。
4、钢包中精炼渣的黏度确定软吹压力。
较稀或过粘变硬的精炼终渣,必须使用较小的软吹压力,以保证钢水与熔融的钢渣进行接触。
5、钢水温度确定软吹压力。
高温钢水更容易使精炼终渣化透,保持较高的流动性,透气砖透气效果好,使软吹压力得到保证;低温钢水则反之,需采用较小的软吹压力。
6、低吹透气砖透气效果确定软吹压力。
由于透气砖在整个使用周期过程中,透气效果在实际生产中做不到完全一样,一般前中期效果较好,后期效果较差,因此采取的低吹压力也不相同。
7、低吹透气砖的种类确定软吹压力。
不同种类或不同通气量的透气砖在实现10微米以下的氩气气泡需要的压力不同。
8、吹氩管道及其它氩气控制设备设计影响软吹压力的确定。
管路过长或弯头过多都容易使管道阻力过大,使实际软吹压力过大。
9、钢水的纯净度确定软吹压力。
根据试验中检测到的铸坯内部夹杂物的数量和种类可进一步判定实际软吹的效果,结合软吹压力可总结出不同钢种的最佳软吹压力。
LF精炼炉底吹氩过程流量控制作者:刘双荣来源:《中国新技术新产品》2009年第09期摘要:通过对精炼炉底吹氩工艺过程的分析,氩气流量难以控制的原因及整个被控系统的特点,选用具有分级结构的模糊自适应控制对氩气流量进行控制并通过仿真实验证明此方法较PID控制抗干扰能力强,取得较好的精炼效果。
关键词:LF精炼炉;底吹氩;分级模糊自适应控制0引言随着科技的发展,用户对钢材的质量提出了越来越高的要求。
因此炉外精炼已经成为现代化钢厂的重要组成部分,是它生产纯净钢保证连铸顺利进行的重要手段。
其中LF(Lade Furnace)精炼炉是应用最广、数量最多的精炼炉,而氩气流量控制是LF精炼炉中的一个重要环节。
目前LF炉吹氩控制系统一般都是采用手动或流量负反馈PID方式。
但是从系统的观点看,在精炼炉底吹氩过程中,由于被控对象的非线性、数学模型的不确定性及系统工作的剧烈变化等因素,要采用常规的控制策略以实现对被控量-氩气流量进行精确控制。
为此我们采用分级的模糊自适应对其进行控制取得了较好的效果。
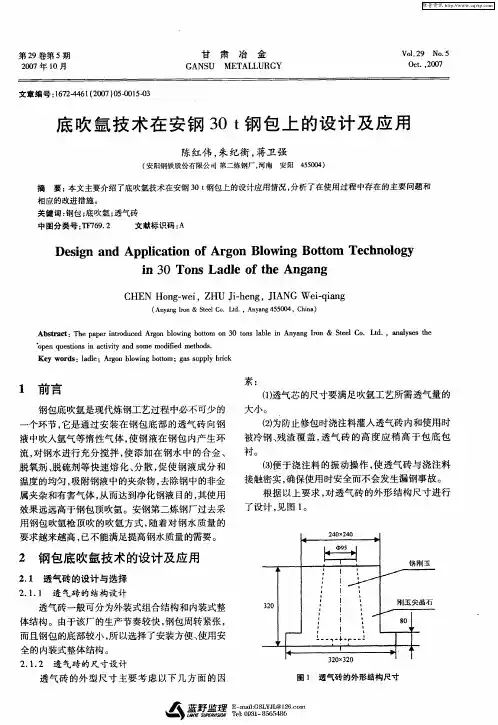
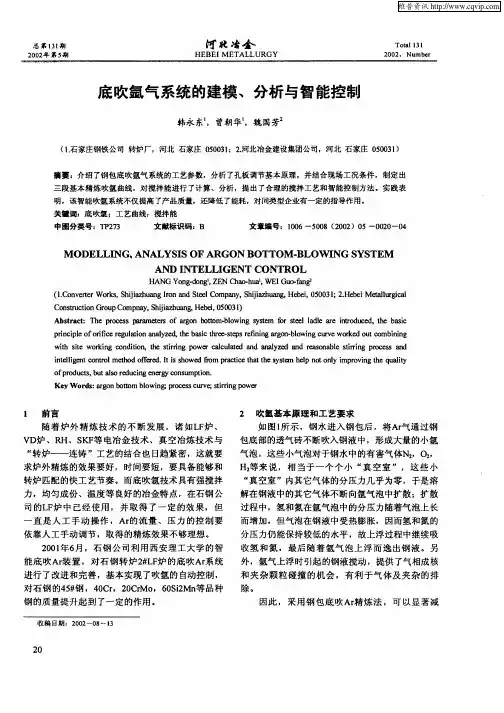
1精练炉底吹氩系统1.1精练炉底吹氩的原理如图1所示,钢水进入钢包后,Ar气通过钢包底部的透气砖不断吹入钢液中,形成大量的小氩气泡,这些小气泡对于钢水中的有害气体N2,O2,H2等来说,相当于一个个小“真空室”,这些小“真空室”内其他的分压力几乎为零,于是溶解在钢液中的其他气体不断向氩气泡中扩散;扩散过程中,和氢氮在氩气泡中的分压力随着气泡上长而增加,但气泡在钢液中受热膨胀,因而氢和氮的分压力仍能保持较低的水平,故上浮过程中继续吸收氢和氮,最后随着氩气泡上浮而逸出钢液。
另外,氩气上浮时引起的钢液搅动,提供了气相成核和夹杂颗粒碰撞的机会,有利于气体及夹杂的排除。
因此,采用钢包底吹Ar精炼法,可以显著减少钢水中有害气体的含量,明显提高钢水质量,并且还具有设备简单、工艺操作方便、投资少、见效快的特点,特别适合“初练-精炼-连铸”的快工艺节奏。
35吨钢包底吹氩气不通浅析
摘要:针对钢包底吹氩不通的现象进行研究分析,提出理论控制方案。
关键字:透气砖、出钢温度、全程吹氩
1、引言
氩气在炼钢工艺中起着十分重要的作用:对钢包的钢水起搅拌作用,使钢水成分温度均匀;气洗作用,将钢包中的有害气体溶于易形成真空的氩气泡中,随着翻滚的钢水将其带到钢水表面以便将其去除;防钢水氧化作用,氩气是惰性气体,在钢水表面能防钢氧化,起保护膜作用。
2、钢包底吹氩气不通出现的原因分析
2.1透气砖狭缝堵塞造成钢包底吹氩气不通
1、透气砖断裂,钢包透气砖芯在使用过程中要承受钢水的快速加热以及底吹气体的冷却作用,在透气砖芯的垂直方向以及狭缝之间产生较大的温度梯度,透气砖前部和后部由于热膨胀系数的不匹配产生较大的热应力,在透气砖前部材质强度降低和热应力的共同作用下,透气砖前端20~30mm出极易发生断裂,而后在断裂部分发生错位,造成气道堵塞。
2、钢包的冷热交替比较频繁,在实际生产过程中35吨系统目前每月平均开加热包数量在60~80个,,使钢包透气砖的工作环境更加恶劣,对透气砖的抗热震性提出了更高的要求。
3、钢水倒灌狭缝,钢包吹氩气结束以后,启动放散阀。
放散阀放散速度非常快,约2~5秒的时间,钢包氩气管道内的氩气瞬间放散,
形成负压,在钢水的静压力作用下,就会出现钢水倒灌,透气砖端部狭缝被渗钢堵塞,造成气道堵塞。
见图1:
图1
2.2 钢包包底凝结冷钢造成钢包底吹氩气不通
1、加热包现状,35吨系统由于频繁的进行钢包下线加热和加热包上线,且线上钢包下线进行加热时不宜烘烤温度过高,一般烘烤加热包控制包衬温度在500~550℃(如果温度过高会出现包衬的钢渣层融化流入包底,钢渣将包底的透气砖全部覆盖。
加热包上线时因透气砖被钢渣覆盖,凉的钢渣无法处理,钢包不透气无法使用)。
2、钢包中下部温度低,我厂目前正常周转钢包包衬温度达到1150~1250℃时才能实现与钢水温度1580~1630℃的平衡,即包衬吸热相对较小。
而我们35吨系统的加热包包衬温度仅为500~550℃,所以开加热包时转炉出钢温降较大,个别炉次出现钢包包底结冷钢,造成钢包包底氩气不通。
见图2:
图2
3、预防措施
3.1透气砖不透气造成底吹氩气不开
3.1.1在线钢包下线加热前必须使用氧气将透气砖表面吹扫干
净;
3.1.2使用压缩空气对透气砖进行反吹;
3.1.3钢包加热前将透气砖使用引流剂覆盖;
3.1.4上线的加热包必须进行反吹,透气良好方可上线。
3.2包底结冷钢造成底吹氩气不开
3.2.1针对加热包炉次转炉提高出钢温度;
3.2.2尽量在出钢口较大的转炉出钢,减少钢水在钢包内静止时
间;
3.2.3接金属软管实现出钢过程的全程吹氩。
4、结语
通过采取以上措施,理论基本可以杜绝目前出现的底吹氩气不通现象。